
Don't wanna be here? Send us removal request.
Statistics
We looked inside some of the posts by raghawaytech and here's what we found interesting.
Average Info
Notes Per Post
0
Likes Per Post
0
Reblog Per Post
0
Reply Per Post
0
Time Between Posts
6 minutes
Number of Posts By Type
Text
17
Last Seen Tumblr Blogs





Fun Fact
130K people were victims of a chain letter scam that affected Tumblr in May 2011.
Text
Refrigeration Parts: Essential Components for Efficient Cooling Systems
Refrigeration systems are the backbone of various industries, including food processing, pharmaceuticals, cold storage, and more. The efficiency and performance of these systems rely heavily on the quality and reliability of their components. Refrigeration parts are integral to maintaining optimal cooling, reducing energy consumption, and ensuring long-term operational efficiency.
In this blog, we’ll explore the key refrigeration parts, their functions, applications, and why Raghav Industries is a trusted supplier of premium refrigeration components.
What Are Refrigeration Parts?
Refrigeration parts encompass a range of components that work together to regulate temperature, circulate refrigerants, and maintain the functionality of cooling systems. From compressors and evaporators to valves and coils, each part plays a crucial role in ensuring the system operates efficiently and reliably.
Key Refrigeration Parts and Their Functions
1. Compressor
The compressor is the heart of the refrigeration system. It compresses the refrigerant, raising its pressure and temperature, and circulates it through the system. A high-quality compressor ensures consistent cooling and energy efficiency.
2. Condenser
The condenser is responsible for releasing heat absorbed by the refrigerant. It converts the high-pressure gas from the compressor into a liquid, preparing it for the next stage of the cooling cycle.
3. Evaporator
The evaporator absorbs heat from the surrounding environment or materials being cooled, turning the liquid refrigerant into gas. This is where the actual cooling takes place.
4. Expansion Valve
The expansion valve regulates the flow of refrigerant into the evaporator, ensuring optimal pressure and temperature for efficient heat absorption.
5. Refrigerant
The refrigerant is a fluid that absorbs and transfers heat within the system. Modern refrigerants are designed to be environmentally friendly while delivering high performance.
6. Fan Motors
Fans circulate air over the evaporator and condenser coils, improving heat exchange and maintaining consistent cooling.
7. Filters and Driers
Filters and driers remove moisture and contaminants from the refrigerant, protecting the system from damage and ensuring smooth operation.
8. Thermostats and Sensors
These components monitor and regulate the temperature within the system, ensuring it operates within the desired range.
Benefits of High-Quality Refrigeration Parts
1. Enhanced System Efficiency
Premium components ensure that the system operates efficiently, reducing energy consumption and operational costs.
2. Longevity and Reliability
Durable and high-quality parts extend the lifespan of refrigeration systems and minimize the risk of breakdowns.
3. Consistent Cooling
Reliable refrigeration parts maintain stable temperatures, ensuring the integrity of perishable goods and temperature-sensitive products.
4. Easy Maintenance
Well-designed components simplify maintenance, reducing downtime and service costs.
5. Environmental Compliance
Modern refrigeration parts are designed to be eco-friendly, using refrigerants and materials that comply with environmental regulations.
Applications of Refrigeration Parts
Refrigeration parts are used across a variety of industries and applications, including:
1. Cold Storage
Essential for preserving perishable goods like fruits, vegetables, dairy, and meat in cold storage facilities.
2. Food and Beverage
Used in commercial refrigeration systems for restaurants, supermarkets, and food processing plants.
3. Pharmaceuticals
Maintain precise temperature control for medicines, vaccines, and laboratory samples.
4. HVAC Systems
Key components in air conditioning and ventilation systems for residential, commercial, and industrial spaces.
5. Transportation
Integrated into refrigerated trucks and containers for transporting temperature-sensitive goods.
6. Industrial Cooling
Used in cooling towers, chillers, and process cooling systems for industrial applications.
Why Choose Raghav Industries for Refrigeration Parts?
Raghav Industries, based in Delhi, India, is a leading supplier of premium refrigeration parts tailored to meet the needs of diverse industries. Here’s why businesses trust our products:
1. Comprehensive Range
We offer a wide selection of refrigeration components, from compressors and condensers to thermostats and filters, catering to various system requirements.
2. High-Quality Materials
Our parts are crafted from durable and corrosion-resistant materials, ensuring reliable performance and longevity.
3. Customization
We provide components in various sizes, capacities, and configurations to suit specific applications and systems.
4. Energy Efficiency
Our parts are designed to enhance system efficiency, reducing energy consumption and operational costs.
5. Expert Support
From product selection to installation and after-sales service, we offer end-to-end support to ensure customer satisfaction.
How to Select the Right Refrigeration Parts
When choosing refrigeration parts, consider the following factors:
System Compatibility: Ensure the parts are compatible with your refrigeration system’s design and capacity.
Durability: Select components made from high-quality materials to withstand operational demands and environmental conditions.
Energy Efficiency: Opt for parts that contribute to reducing energy consumption without compromising performance.
Regulatory Compliance: Verify that the components meet environmental and safety standards.
Supplier Reputation: Choose a trusted supplier like Raghav Industries to ensure reliable and high-performance parts.
Why Refrigeration Parts Are Essential
High-quality refrigeration parts are the backbone of efficient and reliable cooling systems. They not only ensure consistent performance but also reduce operational costs, extend system lifespan, and maintain the integrity of temperature-sensitive goods.
Conclusion
Investing in high-quality refrigeration parts is crucial for maintaining the efficiency, reliability, and longevity of cooling systems. Whether you’re operating a cold storage facility, running a food business, or managing HVAC systems, the right components make all the difference.
At Raghav Industries, we take pride in offering premium refrigeration parts that cater to a variety of industries and applications. With our products, you can optimize your system’s performance and achieve reliable, long-term cooling solutions.
Learn more about our Refrigeration Parts here.
0 notes
Text
Enhance Airflow Efficiency with Axial Flow Fans
In industrial and commercial setups, efficient air movement is essential for maintaining proper ventilation, cooling, and temperature control. Axial flow fans are among the most effective solutions, designed to move large volumes of air efficiently while consuming minimal energy. With their robust construction and versatility, axial flow fans play a crucial role in industries like HVAC, manufacturing, and power generation.
This blog explores the functionality, benefits, applications, and features of axial flow fans while highlighting why Raghav Industries is a leading provider of high-quality axial flow fans.
What is an Axial Flow Fan?
An axial flow fan is a type of fan that moves air or gas parallel to the fan’s axis. Its design consists of blades mounted around a central hub, which is powered by an electric motor. The blades create a pressure differential that propels air in a straight, streamlined flow.
Axial flow fans are known for their high efficiency in moving large volumes of air with low power consumption, making them ideal for both industrial and commercial use.
How Do Axial Flow Fans Work?
Axial flow fans operate by converting rotational energy from the motor into kinetic energy in the air. As the fan blades rotate, they create a pressure difference that draws air into the fan and pushes it out in the same direction. This design ensures efficient airflow with minimal turbulence.
Depending on the application, axial flow fans can be equipped with additional features such as variable speed drives or noise-reduction technologies for enhanced performance.
Key Features of Axial Flow Fans
1. High Airflow Efficiency
Axial flow fans are designed to move large volumes of air with minimal energy usage, making them highly efficient for ventilation and cooling.
2. Durable Construction
Built with high-quality materials like aluminum, steel, or composite plastics, these fans are resistant to wear, corrosion, and extreme temperatures.
3. Versatile Design
Available in a variety of sizes, blade configurations, and mounting options, axial flow fans can be customized for specific applications.
4. Low Noise Levels
Advanced aerodynamic blade designs reduce turbulence, ensuring quiet operation even at high speeds.
5. Easy Maintenance
The simple construction and robust design make axial flow fans easy to maintain, reducing downtime and operational costs.
Benefits of Axial Flow Fans
1. Improved Ventilation
Axial flow fans provide efficient air circulation, ensuring proper ventilation in enclosed or large spaces.
2. Cost-Effective Operation
With their energy-efficient design, these fans reduce power consumption and lower operational costs.
3. Versatility
Axial flow fans can handle a variety of applications, from cooling systems to industrial ventilation, making them highly adaptable.
4. Enhanced Durability
Their sturdy construction ensures long service life even in demanding industrial environments.
5. Reduced Environmental Impact
By optimizing airflow and reducing energy usage, axial flow fans contribute to sustainable operations.
Applications of Axial Flow Fans
Axial flow fans are widely used across industries for their ability to handle large-scale air movement effectively. Common applications include:
1. HVAC Systems
Axial flow fans are a core component of heating, ventilation, and air conditioning systems, providing efficient air circulation and cooling.
2. Industrial Ventilation
Used in factories and warehouses to expel heat, fumes, or pollutants, ensuring a safe and comfortable working environment.
3. Power Plants
Axial flow fans are critical for cooling turbines, condensers, and other equipment in power generation facilities.
4. Cooling Towers
These fans ensure efficient heat dissipation in water cooling systems for industrial processes.
5. Agriculture
Axial flow fans are used in greenhouses, barns, and storage facilities to maintain optimal air quality and temperature.
6. Mining and Tunneling
In underground operations, axial flow fans provide ventilation to maintain air quality and worker safety.
Why Choose Raghav Industries for Axial Flow Fans?
Raghav Industries, based in Delhi, India, is a trusted name in manufacturing and supplying high-performance axial flow fans. Here’s why businesses prefer our products:
1. Superior Quality
Our fans are made from premium materials, ensuring durability, reliability, and consistent performance in demanding environments.
2. Customization
We offer axial flow fans in various sizes, blade designs, and configurations to meet the unique requirements of your application.
3. Energy Efficiency
Designed with advanced aerodynamics, our fans deliver maximum airflow while minimizing energy consumption.
4. Noise Reduction
Our fans are engineered to operate quietly, even in high-speed settings, ensuring a comfortable environment.
5. Expert Support
From product selection to installation and after-sales service, we provide comprehensive support to ensure customer satisfaction.
How to Choose the Right Axial Flow Fan
When selecting an axial flow fan, consider the following factors:
Airflow Requirements: Determine the volume of air the fan needs to move and match it with the fan’s capacity.
Operating Environment: Consider factors like temperature, humidity, and exposure to corrosive substances when choosing the fan’s material and design.
Noise Levels: For applications where quiet operation is essential, select fans with noise-reducing features.
Energy Efficiency: Opt for fans with high efficiency to reduce power consumption and operational costs.
Mounting Options: Ensure the fan’s design is compatible with your setup, whether wall-mounted, ceiling-mounted, or freestanding.
Our experts at Raghav Industries can guide you in selecting the ideal axial flow fan for your needs.
Why Axial Flow Fans are Essential
In industrial and commercial operations, maintaining efficient airflow is critical for productivity, safety, and energy efficiency. Axial flow fans provide a reliable and cost-effective solution for large-scale air movement, making them a valuable asset in diverse applications.
Conclusion
Axial flow fans are a versatile and efficient solution for air circulation and cooling in industrial and commercial settings. Their ability to deliver high airflow with low energy consumption makes them a preferred choice for businesses seeking sustainable and reliable ventilation solutions.
At Raghav Industries, we take pride in offering premium axial flow fans tailored to meet your specific requirements. Whether you need fans for HVAC systems, cooling towers, or industrial ventilation, we have the expertise and products to enhance your operations.
Learn more about our Axial Flow Fans here.
0 notes
Text
Immersion Heaters: Reliable Solutions for Liquid Heating
Efficient liquid heating is essential in industries ranging from manufacturing to food processing, water treatment, and more. The immersion heater is a versatile and reliable tool designed to heat liquids directly and efficiently. With its robust construction and high-performance capabilities, it is a go-to solution for applications requiring consistent temperature control.
In this blog, we will explore what immersion heaters are, how they work, their advantages, applications, and why Raghav Industries is a trusted name in supplying high-quality immersion heaters.
What is an Immersion Heater?
An immersion heater is a heating device designed to be immersed directly into liquids such as water, oil, chemicals, or other fluids. It consists of a tubular heating element made from durable materials like stainless steel or Incoloy, ensuring efficient heat transfer and resistance to corrosion.
Immersion heaters are commonly used to heat tanks, reservoirs, or process fluids directly. Their ability to deliver rapid and uniform heating makes them indispensable in various industrial and commercial settings.
How Does an Immersion Heater Work?
The immersion heater operates by passing electrical current through a resistance wire embedded within the tubular heating element. As the wire heats up, it transfers the heat to the surrounding fluid through the outer sheath. This direct heating method ensures minimal energy loss and rapid temperature increases.
Many immersion heaters come with built-in thermostats or control systems, allowing users to set and maintain specific temperatures for precise heating.
Key Features of Immersion Heaters
1. Direct Heating
Immersion heaters heat liquids directly, ensuring fast and efficient heat transfer.
2. Durable Construction
Made from high-quality materials, these heaters are designed to withstand harsh environments, including exposure to corrosive chemicals and high pressures.
3. Versatile Design
Available in various shapes, sizes, and configurations, immersion heaters can be customized to fit different applications.
4. Temperature Control
Many immersion heaters feature built-in thermostats or controllers for precise temperature regulation.
5. Energy Efficiency
The direct heating process minimizes energy loss, making immersion heaters a cost-effective solution for liquid heating.
Benefits of Immersion Heaters
1. Rapid Heating
By immersing directly in the liquid, immersion heaters provide quick and uniform heating, reducing downtime and enhancing efficiency.
2. Adaptability
These heaters can be used for a wide range of liquids, including water, oil, chemicals, and viscous materials.
3. Long Service Life
Constructed with corrosion-resistant materials, immersion heaters are built to last, even in challenging environments.
4. Easy Installation and Maintenance
Their straightforward design makes them easy to install, use, and maintain, minimizing operational disruptions.
5. Cost-Effectiveness
Immersion heaters offer efficient heating with minimal energy wastage, making them a cost-effective choice for industrial and commercial applications.
Applications of Immersion Heaters
Immersion heaters are widely used in industries that require precise and efficient liquid heating. Common applications include:
1. Water Heating
Used in industries like food processing and water treatment, immersion heaters ensure rapid and consistent water heating.
2. Chemical Processing
Immersion heaters maintain the required temperatures for chemical reactions, ensuring process stability and efficiency.
3. Oil Heating
They are ideal for heating industrial oils and lubricants to maintain viscosity and improve performance.
4. Boiler Systems
Immersion heaters are integrated into boiler systems to provide efficient heating for large volumes of water or steam.
5. Food and Beverage Industry
Used for applications like heating syrups, sauces, and other liquid food products during processing.
6. Laboratories
Immersion heaters are employed in laboratories to maintain controlled temperatures for experiments and testing.
Why Choose Raghav Industries for Immersion Heaters?
Raghav Industries, based in Delhi, India, is a leading manufacturer and supplier of high-quality immersion heaters. Here’s why our products are trusted by industries worldwide:
1. Premium Materials
Our immersion heaters are constructed using stainless steel, Incoloy, or other high-grade materials, ensuring durability and resistance to corrosion.
2. Customization
We offer a variety of designs, sizes, and wattages to meet the unique needs of your application.
3. Advanced Features
Our heaters come with options like built-in thermostats, temperature sensors, and control systems for precise heating.
4. Energy Efficiency
Designed for optimal heat transfer, our heaters minimize energy consumption, helping you save on operational costs.
5. Comprehensive Support
From product selection to installation and after-sales service, we provide complete support to ensure customer satisfaction.
How to Choose the Right Immersion Heater
When selecting an immersion heater, consider the following factors:
Liquid Type: Ensure the heater’s materials are compatible with the liquid being heated, especially if it’s corrosive or viscous.
Heating Requirements: Determine the desired temperature range and heating rate for your application.
Wattage: Choose a heater with the appropriate power output for your tank or vessel size.
Installation: Consider the mounting style (flange, screw plug, or over-the-side) based on your setup.
Temperature Control: Opt for a heater with built-in thermostats or external controllers for precise regulation.
At Raghav Industries, we help you select the perfect immersion heater tailored to your requirements.
Why Immersion Heaters are Essential
Immersion heaters offer an efficient and reliable way to heat liquids, ensuring consistent performance across a wide range of applications. Their versatility, durability, and energy efficiency make them a valuable asset in industries that rely on precise temperature control.
Conclusion
Immersion heaters are an indispensable tool for industries requiring efficient and precise liquid heating. With their robust construction, energy efficiency, and versatile design, they ensure reliable performance in even the most demanding environments.
At Raghav Industries, we are committed to providing top-quality immersion heaters that cater to the unique needs of our clients. Whether you’re in manufacturing, food processing, or chemical industries, our heaters deliver exceptional performance and long-term value.
Learn more about our Immersion Heaters here.
#immersion#immersionheaters#industrialheating#industrial#heaters#industrialheater#heatingsystem#heating
0 notes
Text
Silicone Drum Heaters: The Perfect Solution for Viscosity Control
In industrial operations, maintaining the right temperature of liquids stored in drums is essential for ensuring smooth processes and preventing material wastage. From viscous substances like oils and adhesives to sensitive liquids like chemicals and food products, controlling their temperature is critical. Silicone drum heaters offer a reliable, efficient, and cost-effective solution for maintaining optimal temperatures in a variety of industrial applications.
This blog will delve into the functionality, benefits, and applications of silicone drum heaters and explain why Raghav Industries is your trusted partner for high-quality heating solutions.
What is a Silicone Drum Heater?
A silicone drum heater is a flexible, wrap-around heating element designed to maintain or raise the temperature of liquids stored in standard-sized metal or plastic drums. Constructed with durable silicone rubber, these heaters are equipped with embedded heating wires or elements that deliver even heat distribution.
Silicone drum heaters are ideal for preventing freezing, reducing viscosity, and ensuring the smooth flow of liquids during dispensing or processing. Their lightweight and flexible design makes them easy to install and remove, providing both efficiency and convenience.
How Does a Silicone Drum Heater Work?
The heater wraps snugly around the exterior of a drum, providing uniform heat through embedded resistance wires or etched foil elements. The heat penetrates the drum’s surface and warms the liquid inside. Many silicone drum heaters come with adjustable thermostats, allowing users to set and maintain specific temperatures, ensuring precise control.
The combination of even heat distribution and accurate temperature regulation ensures that the liquid remains in its desired state without overheating or losing quality.
Key Features of Silicone Drum Heaters
1. Flexible Design
The silicone material allows the heater to conform to the shape of the drum, ensuring a secure fit and efficient heat transfer.
2. Uniform Heating
The heating elements are evenly distributed within the silicone, delivering consistent heat across the drum’s surface.
3. Adjustable Thermostat
Most silicone drum heaters feature built-in thermostats, enabling precise temperature control for various applications.
4. Durable Construction
Made from high-grade silicone rubber, these heaters are resistant to moisture, chemicals, and mechanical wear, ensuring a long lifespan.
5. Easy Installation
The lightweight and wrap-around design make these heaters easy to install, remove, and store when not in use.
Benefits of Silicone Drum Heaters
1. Viscosity Control
Silicone drum heaters are essential for reducing the viscosity of thick liquids like oils, syrups, or adhesives, making them easier to pour, pump, or process.
2. Prevents Freezing
For industries operating in cold climates, these heaters ensure that liquids remain in a usable state by preventing freezing or solidification.
3. Energy Efficiency
Designed to provide precise heating with minimal energy consumption, silicone drum heaters are both cost-effective and environmentally friendly.
4. Protects Liquid Integrity
By offering controlled and uniform heating, these heaters prevent overheating or localized burning, preserving the quality of the liquid.
5. Versatile Applications
Silicone drum heaters can be used with various drum sizes and are suitable for a wide range of industrial liquids.
Applications of Silicone Drum Heaters
Silicone drum heaters are versatile and can be used in numerous industries and applications, including:
1. Food and Beverage
Used to maintain the temperature of edible oils, syrups, and other food products for processing or packaging.
2. Chemicals and Pharmaceuticals
Ensure the stability and usability of sensitive chemicals, resins, or pharmaceutical ingredients during storage or transportation.
3. Adhesives and Sealants
Reduce the viscosity of adhesives, making them easier to dispense and apply.
4. Oil and Lubricants
Keep industrial oils and lubricants at optimal temperatures for smooth application and processing.
5. Manufacturing
Maintain the temperature of materials like waxes, soaps, or greases used in industrial production.
Why Choose Raghav Industries for Silicone Drum Heaters?
Raghav Industries, based in Delhi, India, is a leading manufacturer and supplier of high-performance silicone drum heaters. Here’s why businesses across industries trust us:
1. Superior Quality
Our silicone drum heaters are crafted with premium materials, ensuring durability, flexibility, and reliable performance.
2. Customization
We offer heaters in various sizes, wattages, and configurations to meet the unique requirements of your applications.
3. Energy Efficiency
Our heaters are designed to provide precise and uniform heating while minimizing energy consumption.
4. Easy-to-Use Design
The lightweight and flexible construction of our drum heaters makes them quick to install and remove, saving time and effort.
5. Comprehensive Support
From selecting the right heater to providing after-sales service, we ensure complete customer satisfaction at every step.
How to Choose the Right Silicone Drum Heater
When selecting a silicone drum heater, consider the following factors:
Drum Size: Ensure the heater fits snugly around the drum.
Temperature Range: Choose a heater that can achieve and maintain the desired temperature.
Wattage: Select a heater with the appropriate power rating for your application.
Liquid Type: Ensure the heater is compatible with the specific properties of the liquid being heated.
Environment: Consider the operating conditions, such as exposure to moisture or chemicals.
At Raghav Industries, we help you find the perfect solution tailored to your needs.
Why Silicone Drum Heaters are Essential
For industries that rely on temperature-sensitive liquids, silicone drum heaters provide an efficient and reliable solution. Their ability to maintain optimal temperatures, reduce viscosity, and prevent freezing makes them indispensable in various industrial operations.
Conclusion
Silicone drum heaters are a versatile and cost-effective solution for maintaining and controlling the temperature of liquids stored in industrial drums. With their flexible design, durable construction, and precise heating capabilities, they enhance operational efficiency and protect the integrity of stored materials.
At Raghav Industries, we are committed to providing top-quality silicone drum heaters that cater to the unique needs of our clients. Whether you’re in the food industry, chemical processing, or manufacturing, our heaters deliver reliable performance and long-term value.
Learn more about our Silicone Drum Heaters here.
#siliconeheating#siliconedrumheater#heatingsystem#heaters#industrial#heater#heating#industrialheating#industrialheater#manufacturing
0 notes
Text
Efficient and Reliable Heating with Finned Strip Heaters
Industries requiring consistent and efficient heating solutions often turn to finned strip heaters for their reliability, versatility, and superior heat transfer capabilities. These heaters are designed to provide uniform heating across surfaces, making them ideal for applications such as drying, heating tanks, and maintaining controlled temperatures in industrial processes.
In this blog, we’ll explore the functionality, benefits, and applications of finned strip heaters and explain why Raghav Industries is your go-to supplier for high-quality heating solutions.
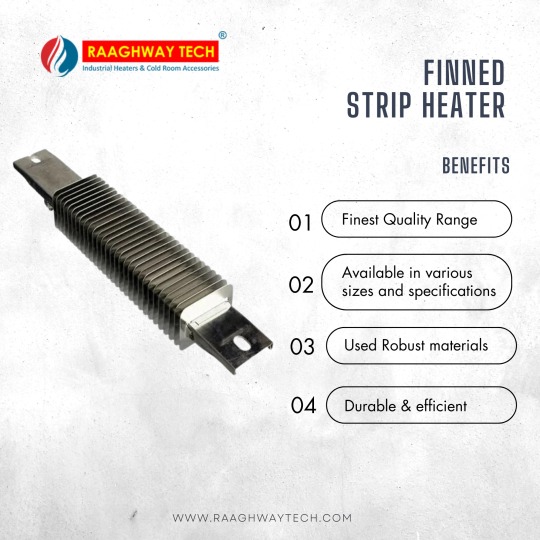
What is a Finned Strip Heater?
A finned strip heater is a flat, rectangular heating element with attached fins that significantly increase its surface area for efficient heat transfer. The fins are typically made of high-grade aluminum or stainless steel, while the core heating element is enclosed in a durable metal sheath, such as Incoloy or stainless steel.
Finned strip heaters are used in applications where rapid and even heat distribution is required. They are often mounted onto surfaces or integrated into systems that require direct heating.
How Does a Finned Strip Heater Work?
The finned strip heater operates by passing electrical current through a resistance wire inside the element. This generates heat, which is then transferred to the outer sheath and the attached fins. The fins dissipate the heat over a larger area, ensuring uniform temperature distribution and efficient heating.
Finned strip heaters are typically mounted using brackets or clamps, making installation straightforward. They can also be paired with fans or blowers to create forced air systems for enhanced heat distribution.
Key Features of Finned Strip Heaters
1. Increased Surface Area
The attached fins maximize the heater’s surface area, enabling faster and more efficient heat transfer.
2. Uniform Heat Distribution
Finned strip heaters provide consistent heat across their surface, ensuring even temperature control.
3. Durable Construction
Made with robust materials like stainless steel or Incoloy, these heaters are resistant to corrosion, oxidation, and mechanical wear.
4. Easy Installation
The compact design and mounting options make finned strip heaters easy to install on a variety of surfaces.
5. Energy Efficiency
By optimizing heat transfer, finned strip heaters minimize energy consumption while delivering high performance.
Benefits of Finned Strip Heaters
1. Superior Heating Efficiency
Finned strip heaters are designed to transfer heat effectively, reducing energy costs and improving process efficiency.
2. Longevity
The use of high-quality materials ensures that these heaters can withstand harsh industrial environments and frequent usage.
3. Versatility
With their compact design and customizable configurations, finned strip heaters can be adapted to suit a wide range of applications.
4. Low Maintenance
The durable construction and reliable performance of these heaters reduce the need for frequent maintenance and replacements.
5. Cost-Effectiveness
Their high efficiency and long lifespan make finned strip heaters a cost-effective solution for industrial heating.
Applications of Finned Strip Heaters
Finned strip heaters are widely used across industries for various applications, including:
1. Drying Systems
Ideal for drying textiles, paper, and other materials, these heaters provide consistent and efficient heat.
2. Air Heating
When integrated with fans or blowers, finned strip heaters are used to create forced air systems for space heating or process air heating.
3. Tank and Vessel Heating
These heaters are mounted on the outer surfaces of tanks or vessels to maintain the temperature of stored liquids or gases.
4. Industrial Ovens
Finned strip heaters ensure uniform heat distribution in industrial ovens used for baking, curing, or annealing processes.
5. Food Processing
In the food and beverage industry, these heaters maintain controlled temperatures for processing or packaging.
6. Dehumidification
Finned strip heaters are used in systems designed to remove moisture from air or materials, ensuring product quality and equipment longevity.
Why Choose Raghav Industries for Finned Strip Heaters?
Raghav Industries, based in Delhi, India, is a leading manufacturer and supplier of high-performance finned strip heaters. Here’s why our products are trusted by businesses across industries:
1. Premium Materials
Our finned strip heaters are crafted from high-grade stainless steel, Incoloy, and aluminum, ensuring durability and excellent heat transfer.
2. Customization
We offer heaters in various sizes, wattages, and configurations to meet the unique needs of your application.
3. Energy-Efficient Design
Our heaters are engineered to deliver maximum heat output with minimal energy consumption, helping you save on operational costs.
4. Expert Craftsmanship
With years of experience, our team ensures that every product meets the highest standards of quality and performance.
5. Comprehensive Support
From helping you select the right heater to providing after-sales service, we’re with you every step of the way.
How to Choose the Right Finned Strip Heater
Selecting the right finned strip heater involves evaluating several factors:
Application Requirements: Determine whether the heater will be used for drying, air heating, or another application.
Size and Wattage: Choose a heater that matches the heating capacity and power requirements of your system.
Material Compatibility: Ensure the heater materials are suitable for the operating environment, particularly if exposed to moisture or corrosive elements.
Mounting Options: Consider how the heater will be installed and ensure it’s compatible with your setup.
Our team at Raghav Industries can assist you in selecting the ideal solution for your needs.
Why Finned Strip Heaters are Essential
In industrial processes where efficient and uniform heating is crucial, finned strip heaters provide a reliable and cost-effective solution. Their ability to deliver consistent performance in a compact and durable design makes them a preferred choice for businesses looking to optimize their heating systems.
Conclusion
Finned strip heaters are a versatile and efficient heating solution for a wide range of industrial applications. With their advanced design, superior heat transfer capabilities, and durable construction, they offer exceptional performance and reliability.
At Raghav Industries, we take pride in offering high-quality finned strip heaters tailored to your specific requirements. Whether you need heaters for drying systems, tank heating, or industrial ovens, we have the expertise and products to meet your needs.
Learn more about our Finned Strip Heaters here.
#finnedstripheaters#stripheaters#heatingcable#heatingsystem#heating#industrial#industrialheating#industrialheater#manufacturing
0 notes
Text
Double Tube Finned Air Heaters: Enhanced Heating for Industrial Applications
Industrial heating solutions require efficiency, durability, and the ability to handle high heat demands. The double tube finned air heater is a specialized heating element designed to deliver superior heat transfer and uniform temperature distribution in large-scale or demanding applications. By leveraging a double tube design and extended surface area, these heaters offer enhanced performance, making them a preferred choice for industries like HVAC, drying, and industrial ovens.
In this blog, we’ll delve into what makes double tube finned air heaters unique, their benefits, applications, and why Raghav Industries is a trusted supplier of these advanced heating solutions.
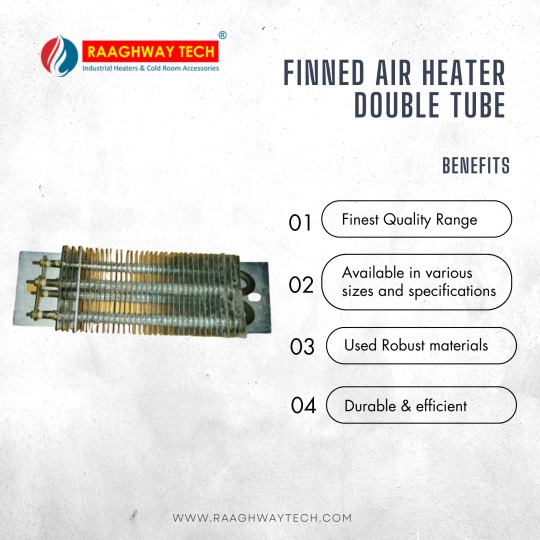
What is a Double Tube Finned Air Heater?
A double tube finned air heater is an advanced variation of the traditional finned air heater. It features a dual-tube design with heat transfer fins wrapped around both tubes, significantly increasing the surface area for heat exchange. This unique configuration enhances heat dissipation and ensures consistent temperature control, even in high-demand environments.
These heaters are built using durable materials like stainless steel or Incoloy, making them suitable for industrial applications where reliability and performance are critical.
How Does a Double Tube Finned Air Heater Work?
The double tube finned air heater operates by passing electrical current through resistance wires housed inside the tubes. As the wires heat up, the generated heat is transferred to the outer fins, which then distribute the heat evenly to the surrounding air. The dual-tube design ensures a larger heat exchange surface, enabling faster and more efficient heating.
When combined with forced airflow systems, such as fans or blowers, these heaters provide uniform and rapid heating across large spaces or equipment.
Key Features of Double Tube Finned Air Heaters
1. Dual-Tube Design
The double tube configuration significantly increases the heating surface area, allowing for faster and more efficient heat transfer.
2. Enhanced Heat Dissipation
The extended fins ensure that heat is distributed evenly, preventing hotspots and improving overall system efficiency.
3. High Durability
Constructed with premium materials, these heaters are resistant to corrosion, oxidation, and wear, ensuring long-term reliability.
4. Energy Efficiency
The dual-tube design optimizes heat transfer, reducing energy consumption while delivering consistent performance.
5. Versatility
Available in various sizes, wattages, and configurations, these heaters can be tailored to meet specific industrial requirements.
Benefits of Double Tube Finned Air Heaters
1. Superior Heating Efficiency
The dual-tube design provides a larger surface area for heat transfer, resulting in faster and more efficient heating.
2. Uniform Temperature Control
These heaters eliminate temperature inconsistencies, ensuring uniform heat distribution across the application area.
3. Long Service Life
Built with durable materials and designed to withstand harsh operating conditions, double tube finned air heaters offer exceptional longevity.
4. Cost-Effective
The high efficiency and low maintenance requirements of these heaters translate into significant cost savings over time.
5. Adaptable to Various Applications
Their versatility makes them suitable for a wide range of industrial and commercial heating applications.
Applications of Double Tube Finned Air Heaters
Double tube finned air heaters are used in numerous industries and applications where efficient air heating is essential. Key applications include:
1. HVAC Systems
These heaters are used in heating, ventilation, and air conditioning systems to maintain consistent airflow and temperature.
2. Industrial Ovens
Double tube finned air heaters provide uniform heating for processes such as curing, baking, or drying in industrial ovens.
3. Textile and Paper Drying
These heaters ensure rapid and efficient drying in industries like textiles and paper manufacturing.
4. Air Handling Units
They are integrated into air handling systems to optimize temperature control and air distribution.
5. Dehumidification Systems
In environments requiring precise moisture control, these heaters assist in efficient dehumidification.
6. Aerospace and Automotive
They provide reliable heating for components and systems operating in extreme conditions.
Why Choose Raghav Industries for Double Tube Finned Air Heaters?
Raghav Industries, based in Delhi, India, is a leading manufacturer and supplier of high-quality double tube finned air heaters. Here’s why businesses choose our products:
1. Advanced Design
Our double tube finned air heaters are engineered to deliver superior performance and reliability, even in the most demanding environments.
2. Premium Materials
We use high-grade stainless steel, Incoloy, and other durable materials to ensure long-lasting performance.
3. Customization Options
We offer heaters in a variety of sizes, wattages, and configurations to meet the unique needs of our clients.
4. Energy Efficiency
Our heaters are designed to optimize heat transfer, reducing energy consumption and operational costs.
5. Comprehensive Support
From product selection to after-sales service, we provide end-to-end support to ensure customer satisfaction.
How to Choose the Right Double Tube Finned Air Heater
When selecting a double tube finned air heater, consider the following factors:
Application Type: Determine the specific requirements of your application, such as heating for HVAC systems or drying processes.
Size and Wattage: Choose a heater that matches the heating capacity and power requirements of your system.
Material Compatibility: Ensure the heater materials are suitable for the operating environment, especially if exposed to corrosive elements or high moisture.
Airflow Requirements: Evaluate the airflow rate to ensure optimal heat distribution and system efficiency.
Our team at Raghav Industries can guide you in selecting the perfect solution for your needs.
Why Double Tube Finned Air Heaters are Essential
For industrial applications requiring consistent and efficient air heating, double tube finned air heaters are a top choice. Their ability to deliver uniform temperature control, combined with their durability and energy efficiency, makes them indispensable in a variety of settings. Investing in high-quality heaters ensures smoother operations, reduced maintenance costs, and enhanced productivity.
Conclusion
Double tube finned air heaters represent a superior solution for air heating applications across industries. Their dual-tube design, coupled with extended surface fins, ensures maximum heat transfer efficiency and reliable performance.
At Raghav Industries, we are committed to delivering premium heating solutions tailored to your unique requirements. With our double tube finned air heaters, you can optimize your heating processes, reduce energy consumption, and achieve outstanding results.
Learn more about our Double Tube Finned Air Heaters here.
#finnedairheaters#airheaters#doubletubeheaters#heatingcable#heatingsystem#industrialheating#industrialheater#industrial
0 notes
Text
Maximize Heat Transfer Efficiency with Finned Air Heaters
Industrial heating systems require reliable and efficient solutions to maintain consistent performance, especially in applications demanding high heat transfer rates. Among the many options available, finned air heaters stand out as a versatile and effective choice for air heating applications. Designed to optimize heat transfer, these heaters play a crucial role in industries such as HVAC, drying processes, and industrial ovens.
In this blog, we’ll explore what finned air heaters are, how they work, their advantages, and their wide-ranging applications. We’ll also explain why Raghav Industries is your trusted partner for premium finned air heaters.
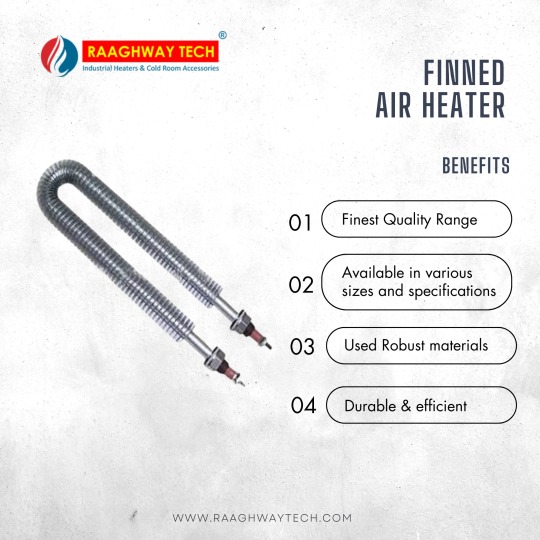
What is a Finned Air Heater?
A finned air heater is a heating element designed to maximize heat transfer by increasing the surface area exposed to air. The heater consists of a resistance wire embedded within a tubular element, surrounded by metal fins. These fins enhance the heat exchange process by efficiently transferring heat from the heating element to the surrounding air.
Finned air heaters are commonly used in forced air systems, where they provide consistent and efficient heating for a wide range of industrial and commercial applications.
How Does a Finned Air Heater Work?
The core heating element in a finned air heater generates heat when electrical current passes through the resistance wire. The fins attached to the element act as heat exchangers, rapidly transferring heat to the surrounding air. When air is forced over the fins using a fan or blower, the heated air is distributed evenly, ensuring consistent temperature control.
This design ensures efficient heat transfer, making finned air heaters ideal for applications where rapid and uniform air heating is required.
Key Features of Finned Air Heaters
1. Enhanced Heat Transfer
The addition of fins significantly increases the surface area of the heating element, allowing for faster and more efficient heat transfer.
2. Durable Construction
Finned air heaters are built with high-quality materials, such as stainless steel or Incoloy, ensuring resistance to corrosion, oxidation, and wear.
3. Uniform Heating
These heaters provide consistent and uniform heat distribution, eliminating hotspots and ensuring reliable performance.
4. Energy Efficiency
Designed to optimize heat transfer, finned air heaters deliver high performance while consuming minimal energy.
5. Versatility
Available in various sizes, configurations, and wattages, finned air heaters can be customized to suit specific applications.
Benefits of Finned Air Heaters
1. Improved System Efficiency
By maximizing heat transfer, finned air heaters enhance the overall efficiency of air heating systems, reducing energy consumption and operational costs.
2. Long Service Life
The robust construction and use of premium materials ensure that these heaters withstand demanding industrial conditions, offering a long operational lifespan.
3. Low Maintenance Requirements
Finned air heaters are designed for durability and reliability, requiring minimal maintenance and reducing downtime.
4. Adaptability
These heaters can be customized to fit a variety of industrial setups, making them suitable for a wide range of applications.
5. Cost-Effectiveness
Their energy-efficient design and low maintenance needs translate into long-term cost savings for businesses.
Applications of Finned Air Heaters
Finned air heaters are used across diverse industries and applications, including:
1. HVAC Systems
In heating, ventilation, and air conditioning systems, finned air heaters ensure efficient temperature control and air distribution.
2. Drying Processes
These heaters are ideal for drying materials in industries such as textiles, paper, and food processing.
3. Industrial Ovens
Finned air heaters are used to maintain consistent temperatures in ovens for baking, curing, or annealing processes.
4. Dehumidification Systems
By providing controlled heating, these heaters aid in moisture removal for improved air quality and equipment longevity.
5. Space Heating
In large industrial or commercial spaces, finned air heaters deliver efficient and uniform air heating.
6. Air Handling Units
These heaters are integral components in air handling systems, ensuring optimal performance and energy efficiency.
Why Choose Raghav Industries for Finned Air Heaters?
Raghav Industries, based in Delhi, India, is a trusted manufacturer and supplier of high-quality finned air heaters. Here’s why our products are the preferred choice for businesses:
1. Superior Quality Materials
Our finned air heaters are constructed using premium materials like stainless steel and advanced insulation, ensuring durability and reliable performance.
2. Customization Options
We offer finned air heaters in various sizes, wattages, and configurations to meet the unique needs of your application.
3. Energy-Efficient Design
Our heaters are engineered to maximize heat transfer while minimizing energy consumption, helping businesses save on operational costs.
4. Expert Craftsmanship
With years of experience, we ensure that every heater we produce meets the highest standards of quality and performance.
5. Comprehensive Support
From product selection to installation and after-sales service, we provide complete support to ensure customer satisfaction.
How to Choose the Right Finned Air Heater
Selecting the right finned air heater depends on several factors, including:
Application Type: Determine whether the heater will be used for HVAC, drying, or another application.
Size and Wattage: Choose a heater that matches the heating requirements of your system.
Material Compatibility: Ensure the heater’s materials are suitable for the operating environment, especially if exposed to moisture or corrosive elements.
Airflow Requirements: Consider the airflow rate to optimize heat transfer and ensure uniform heating.
Our team at Raghav Industries can help you find the perfect solution for your specific needs.
The Importance of Reliable Heating Solutions
Efficient and reliable heating is critical for maintaining productivity and reducing operational costs in industrial environments. Finned air heaters offer a unique combination of high efficiency, durability, and versatility, making them a valuable asset for a wide range of applications.
Conclusion
Finned air heaters are a powerful and efficient solution for air heating applications across various industries. Their ability to deliver uniform heat transfer, combined with their durability and energy efficiency, makes them an indispensable tool for businesses looking to optimize their heating systems.
At Raghav Industries, we are committed to providing premium finned air heaters tailored to your specific needs. With our products, you can enhance operational efficiency, reduce energy consumption, and achieve reliable heating performance.
Learn more about our Finned Air Heaters here.
#finnedairheaters#airheaters#industrialheaters#heating#heatingsystem#industrialheater#industrialheating#industrial#manufacturing
0 notes
Text
Keep Your Refrigeration Systems Running Smoothly with Defrost Heaters
In refrigeration systems, frost and ice buildup can significantly impact performance and efficiency. This is where defrost heaters play a vital role. These innovative devices are specifically designed to prevent ice accumulation on critical components like evaporator coils, ensuring smooth and consistent operation.
In this blog, we’ll explore what defrost heaters are, their benefits, common applications, and why Raghav Industries is a trusted provider of reliable defrost heating solutions.
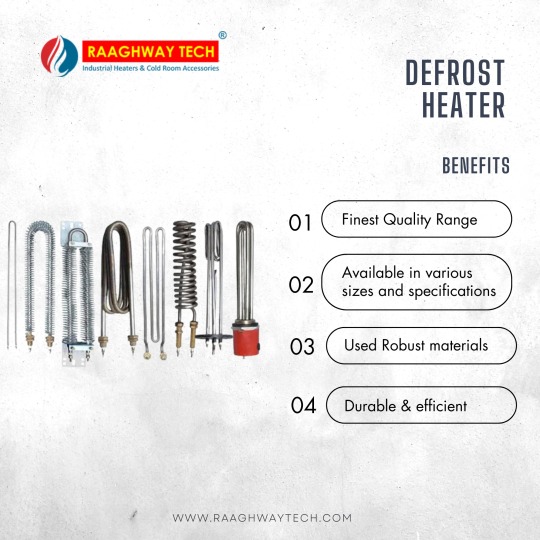
What is a Defrost Heater?
A defrost heater is a heating element installed within refrigeration and freezer units to eliminate frost and ice buildup on evaporator coils and other components. By melting the accumulated ice, these heaters maintain efficient airflow and cooling, ensuring the system operates at optimal performance.
Defrost heaters typically activate during scheduled defrost cycles, melting any frost or ice that has formed, and then automatically switch off once the cycle is complete. This process helps maintain the system's efficiency and reduces the likelihood of breakdowns caused by ice accumulation.
How Does a Defrost Heater Work?
Defrost heaters work by generating controlled heat to melt ice and frost without affecting the overall cooling environment. These heaters are strategically placed near evaporator coils or other areas prone to ice buildup.
When the refrigeration system detects excessive frost accumulation, the defrost cycle activates. The heater warms the affected areas, melting the ice and allowing it to drain away. Once the ice is cleared, the heater turns off, and the refrigeration system resumes normal cooling operations.
Key Features of Defrost Heaters
1. Efficient Ice Removal
Defrost heaters are designed to eliminate ice buildup quickly and effectively, ensuring minimal disruption to the cooling process.
2. Durable Construction
Made from high-quality materials like stainless steel and durable insulation, these heaters are built to withstand harsh conditions and frequent usage.
3. Energy Efficiency
Modern defrost heaters are engineered to use minimal energy while providing maximum performance, reducing operational costs.
4. Automatic Operation
Defrost heaters are integrated into automated systems, activating only during defrost cycles and shutting off when the task is complete.
5. Versatility
Available in various sizes and configurations, defrost heaters can be tailored to suit different refrigeration systems and applications.
Benefits of Defrost Heaters
1. Enhanced System Efficiency
By preventing ice buildup on evaporator coils, defrost heaters ensure that the refrigeration system operates at peak efficiency, maintaining consistent cooling performance.
2. Reduced Maintenance Costs
Ice buildup can lead to system inefficiencies, increased energy consumption, and frequent repairs. Defrost heaters minimize these issues, reducing maintenance costs.
3. Prolonged Equipment Lifespan
Preventing ice-related damage helps extend the lifespan of refrigeration components, saving businesses from costly replacements.
4. Improved Safety
Ice accumulation can cause hazards like water leaks and electrical malfunctions. Defrost heaters mitigate these risks, ensuring a safer working environment.
5. Consistent Cooling Performance
Defrost heaters maintain proper airflow and temperature control, ensuring reliable operation and product integrity.
Applications of Defrost Heaters
Defrost heaters are essential in a wide range of refrigeration and cooling applications, including:
1. Commercial Freezers and Refrigerators
Supermarkets, restaurants, and food storage facilities rely on defrost heaters to maintain efficient cooling and prevent ice buildup.
2. Industrial Refrigeration Systems
In large-scale refrigeration systems used in manufacturing and cold storage, defrost heaters ensure smooth and consistent operation.
3. Walk-In Freezers
Defrost heaters are crucial for walk-in freezers, where ice accumulation can hinder door seals and cooling performance.
4. Refrigerated Trucks and Containers
Mobile refrigeration units require defrost heaters to maintain efficiency during transportation.
5. HVAC Systems
Defrost heaters are also used in HVAC systems to prevent frost from obstructing airflow and heat exchange.
Why Choose Raghav Industries for Defrost Heaters?
Raghav Industries, based in Delhi, India, is a trusted manufacturer and supplier of high-quality defrost heaters. Here’s why our products are the preferred choice for businesses:
1. Superior Build Quality
Our defrost heaters are crafted from premium materials, ensuring durability and reliable performance in demanding environments.
2. Energy Efficiency
We design our heaters to deliver optimal heating with minimal energy consumption, helping businesses save on operational costs.
3. Customization Options
Our defrost heaters are available in various sizes and configurations, tailored to meet the specific needs of your refrigeration systems.
4. Easy Installation
Our heaters are designed for quick and hassle-free installation, reducing downtime and ensuring seamless integration.
5. Comprehensive Support
From product selection to after-sales service, Raghav Industries provides end-to-end support to ensure customer satisfaction.
How to Select the Right Defrost Heater
When choosing a defrost heater, consider the following factors:
System Size: Ensure the heater matches the size and capacity of your refrigeration system.
Ice Accumulation Rate: Choose a heater capable of melting ice within the required time frame.
Energy Efficiency: Opt for a heater that minimizes energy consumption without compromising performance.
Durability: Select a heater made from high-quality materials that can withstand frequent defrost cycles.
Compatibility: Ensure the heater integrates seamlessly with your existing system.
With the expertise of Raghav Industries, you can find the perfect defrost heater for your specific requirements.
Why Defrost Heaters are Essential
Ice buildup in refrigeration systems can lead to inefficiencies, increased energy consumption, and equipment damage. Defrost heaters address these issues by maintaining clear and functional evaporator coils, ensuring smooth operation and prolonged system life. Investing in a high-quality defrost heater is a proactive step towards enhancing performance and reducing costs.
Conclusion
Defrost heaters are an essential component of refrigeration systems, ensuring optimal performance and preventing costly disruptions caused by ice buildup. Their efficiency, durability, and ease of use make them a valuable investment for businesses across industries.
At Raghav Industries, we are committed to providing reliable and energy-efficient defrost heaters tailored to meet the unique needs of our clients. With our products, you can safeguard your refrigeration systems and achieve consistent cooling performance.
Learn more about our Defrost Heaters here.
#defrostheater#refrigeration#heaters#manufacturer#industrial#industrialheating#industrialheater#heatingcable#heating#heater#heatingsystem#manufacturing
0 notes
Text
Precision Heating for Industrial Applications: Cartridge Heaters
In the realm of industrial heating, precision and reliability are paramount. Among the various heating solutions available, cartridge heaters stand out for their efficiency and adaptability. Designed for confined spaces requiring controlled and concentrated heat, these heaters are widely used across industries for their versatility and durability.
In this blog, we will explore what cartridge heaters are, their advantages, applications, and why Raghav Industries is the go-to supplier for high-quality cartridge heaters.
What is a Cartridge Heater?
A cartridge heater is a cylindrical heating element designed to provide localized and precise heating. It consists of a resistance coil wound around a ceramic core, encased in a sheath made of materials like stainless steel or Incoloy. This design ensures excellent heat transfer and durability, even under extreme conditions.
Cartridge heaters are typically inserted into drilled holes or placed in tight spaces to deliver concentrated heat, making them ideal for applications where space is limited.
How Does a Cartridge Heater Work?
Cartridge heaters operate by converting electrical energy into heat through the resistance wire inside the heating element. The heat is then transferred to the sheath and distributed evenly to the surrounding environment. Advanced designs feature high-density wattage, ensuring rapid heating and consistent temperature control.
Some cartridge heaters come with built-in thermocouples or sensors, enabling precise temperature monitoring and control.
Key Features of Cartridge Heaters
1. High-Density Wattage
Cartridge heaters are designed to deliver high watt density, ensuring rapid heating and efficient energy usage.
2. Compact and Versatile Design
The cylindrical shape and compact size allow cartridge heaters to fit into tight spaces, making them ideal for intricate applications.
3. Superior Heat Transfer
The construction ensures uniform heat distribution, minimizing energy loss and enhancing efficiency.
4. Durability
Made with high-quality materials, cartridge heaters are resistant to oxidation, corrosion, and wear, ensuring long operational life.
5. Temperature Control
Many cartridge heaters feature integrated sensors, allowing for precise temperature regulation.
Benefits of Cartridge Heaters
1. Precise Heating
Cartridge heaters provide targeted heating, making them ideal for applications requiring accurate temperature control.
2. Energy Efficiency
The high-density wattage and efficient heat transfer reduce energy consumption, lowering operational costs.
3. Versatility
These heaters can be used in a wide range of applications, from industrial machinery to laboratory equipment.
4. Longevity
Built to withstand harsh conditions, cartridge heaters offer reliable performance and require minimal maintenance.
5. Easy Installation
Cartridge heaters are designed for easy insertion and removal, simplifying installation and replacement processes.
Applications of Cartridge Heaters
Cartridge heaters are used in a variety of industries and applications, including:
1. Plastic Injection Molding
They provide precise heating for molds, ensuring consistent product quality.
2. Packaging Equipment
Cartridge heaters are used to maintain the correct temperature for sealing and cutting operations.
3. Medical Devices
They are used in medical equipment requiring precise and localized heating.
4. Food Processing
Cartridge heaters help maintain the correct temperature in machinery used for food production.
5. Aerospace
They are used in applications requiring reliable and efficient heating in extreme conditions.
6. Semiconductor Manufacturing
Cartridge heaters provide precise heating for processes like soldering and bonding.
Why Choose Raghav Industries for Cartridge Heaters?
Raghav Industries, based in Delhi, India, is a trusted name in the manufacturing and supply of cartridge heaters. Here’s why our products are the preferred choice:
1. Premium Quality
We use top-grade materials, such as stainless steel sheaths and nickel-chrome resistance wires, to ensure durability and high performance.
2. Customization Options
Our cartridge heaters are available in various sizes, wattages, and configurations to meet your specific requirements.
3. Energy Efficiency
Designed for efficient heat transfer, our heaters minimize energy consumption, helping businesses save on operational costs.
4. Advanced Features
We offer heaters with integrated sensors and thermocouples for precise temperature control.
5. Comprehensive Support
From product selection to after-sales service, we provide end-to-end support to ensure a seamless experience.
How to Choose the Right Cartridge Heater
When selecting a cartridge heater, consider the following factors:
Application Requirements: Determine the size, wattage, and temperature range needed for your application.
Material Compatibility: Ensure the sheath material is compatible with the environment and the substance being heated.
Temperature Control: Choose heaters with built-in sensors if precise temperature regulation is required.
Environmental Conditions: Consider factors like exposure to moisture, chemicals, or high pressure.
Raghav Industries offers expert guidance to help you find the ideal cartridge heater for your application.
The Importance of Reliable Heating Solutions
Cartridge heaters are a vital component in industries where precision heating is essential. Their compact design, high efficiency, and durability make them an indispensable tool for a variety of applications. Investing in high-quality cartridge heaters not only enhances operational efficiency but also reduces maintenance costs and downtime.
Conclusion
Cartridge heaters are a versatile and efficient solution for precise and localized heating in industrial applications. Their ability to deliver consistent performance in tight spaces makes them a preferred choice for industries ranging from manufacturing to medical devices.
At Raghav Industries, we are committed to providing top-quality cartridge heaters tailored to meet your unique needs. With our innovative products, you can optimize your heating processes, reduce energy consumption, and achieve reliable results every time.
Learn more about our Cartridge Heaters here.
#cartridgeheater#cartridge#heater#heatingcable#heatingsystem#industrial#industrialheater#industrialheating#manufacturing#entrepreneur
0 notes
Text
Unlock the Potential of Uniform Heating with Silicone Pad Heaters
Industrial heating often requires precision, flexibility, and durability to cater to a wide range of applications. One such versatile solution is the silicone pad heater, a flexible and efficient heating element designed for uniform heat distribution across various surfaces. Its innovative design and exceptional performance make it an indispensable tool for industries requiring reliable and consistent heating.
In this blog, we’ll dive deep into the functionality, benefits, and applications of silicone pad heaters and explore why Raghav Industries is a leading supplier of these essential heating solutions.
What is a Silicone Pad Heater?
A silicone pad heater is a flat, flexible heating element made of durable silicone rubber, embedded with heating wires or circuits. Its lightweight and adaptable design allows it to fit onto irregular or curved surfaces, delivering even heat across its surface area. Silicone pad heaters are widely used for applications requiring controlled heating, such as tanks, pipes, equipment, and even medical devices.
These heaters are available in various sizes, wattages, and configurations to suit specific industrial needs.
How Does a Silicone Pad Heater Work?
Silicone pad heaters work by converting electrical energy into heat through resistance wires or etched foil elements embedded within the silicone. The heating element is evenly distributed throughout the pad, ensuring uniform heat transfer across the entire surface. The silicone rubber provides insulation and protection, making the heater durable and resistant to environmental factors.
The heater can be easily secured to surfaces using adhesives, straps, or clamps, ensuring efficient heat transfer without the need for extensive modifications to the equipment.
Key Features of Silicone Pad Heaters
1. Flexibility and Adaptability
Silicone pad heaters are designed to conform to various surfaces, including curved or irregular shapes. This flexibility makes them suitable for a wide range of industrial applications.
2. Uniform Heat Distribution
The embedded heating element ensures consistent heat across the entire pad, eliminating cold spots and improving efficiency.
3. High Durability
Made from high-quality silicone rubber, these heaters are resistant to moisture, chemicals, and mechanical stress, ensuring a long operational life.
4. Temperature Control
Many silicone pad heaters are equipped with thermostats or temperature sensors, allowing precise control over the heating process.
5. Lightweight and Easy to Install
The lightweight design and flexibility of silicone pad heaters make them easy to install, reducing setup time and costs.
Benefits of Silicone Pad Heaters
1. Enhanced Operational Efficiency
By providing uniform heating, silicone pad heaters optimize energy usage and improve the efficiency of industrial processes.
2. Reduced Maintenance Costs
The durability and reliability of silicone pad heaters minimize the need for frequent replacements or repairs, saving businesses time and money.
3. Versatile Applications
From industrial tanks to medical devices, silicone pad heaters are suitable for a wide range of uses, making them a versatile solution.
4. Space-Saving Design
Their thin, lightweight construction allows them to be installed in tight spaces without adding significant bulk.
5. Safety
Silicone pad heaters are designed with insulating materials and safety features to prevent overheating and ensure safe operation.
Applications of Silicone Pad Heaters
Silicone pad heaters are used across a variety of industries and applications, including:
1. Tank Heating
Used to maintain the temperature of liquids in storage tanks, such as chemicals, oils, or water.
2. Pipe Heating
Prevents freezing or maintains the viscosity of fluids flowing through pipelines.
3. Medical Equipment
Provides controlled heating for medical devices and laboratory instruments.
4. Food and Beverage Industry
Used for applications like warming food containers or maintaining temperatures during processing.
5. Aerospace and Automotive
Provides de-icing and preheating solutions for components in extreme conditions.
6. Electronics
Maintains optimal operating temperatures for sensitive electronic devices.
Why Choose Raghav Industries for Silicone Pad Heaters?
Raghav Industries, based in Delhi, India, is a trusted name in the manufacturing and supply of high-quality silicone pad heaters. Here’s why our products are preferred by businesses across industries:
1. Premium Quality Materials
Our silicone pad heaters are made from top-grade silicone and advanced heating elements, ensuring reliability and long-lasting performance.
2. Customization Options
We offer a variety of sizes, shapes, and wattages to meet the unique needs of each application.
3. Energy Efficiency
Designed for maximum heat transfer with minimal energy consumption, our heaters help reduce operational costs.
4. Easy Installation
Our heaters are lightweight and flexible, making them quick and easy to install on-site.
5. Comprehensive Support
From product selection to after-sales service, we provide complete support to ensure customer satisfaction.
How to Choose the Right Silicone Pad Heater
When selecting a silicone pad heater, consider the following factors:
Application Type: Determine whether the heater will be used for tank heating, pipe heating, or another purpose.
Size and Shape: Choose a heater that matches the surface area and shape of the equipment.
Temperature Requirements: Ensure the heater can deliver the desired temperature range.
Wattage: Select a heater with sufficient wattage for your specific application.
Environmental Factors: Consider exposure to moisture, chemicals, or extreme temperatures.
Partnering with Raghav Industries ensures that you receive the perfect solution tailored to your requirements.
The Importance of Reliable Heating Solutions
In industrial operations, consistent and efficient heating is often a critical requirement. Silicone pad heaters address these needs with their unique combination of flexibility, durability, and performance. Whether it’s maintaining the temperature of liquids or ensuring the smooth operation of sensitive equipment, these heaters deliver unmatched reliability and efficiency.
Conclusion
Silicone pad heaters are a versatile and indispensable tool for industries requiring precise and consistent heating. Their ability to adapt to various surfaces, combined with their durability and energy efficiency, makes them a valuable investment for any business.
At Raghav Industries, we are dedicated to providing innovative heating solutions that cater to the diverse needs of our clients. With our silicone pad heaters, you can enhance your operational efficiency, reduce maintenance costs, and achieve reliable results every time.
Learn more about our Silicone Pad Heaters here.
#siliconepadheater#padheater#heater#industrialheater#industrialheating#industrial#heatingcable#heatingsystem#heating#manufacturing
0 notes
Text
Crankcase Heaters: A Must-Have for Refrigeration Systems
Efficient refrigeration and HVAC systems are the backbone of industries like food storage, pharmaceuticals, and manufacturing. A critical yet often overlooked component in these systems is the crankcase heater. This compact yet powerful device ensures smooth compressor operations by preventing refrigerant migration, which can lead to costly damages and inefficiencies.
In this blog, we’ll dive into what a crankcase heater is, how it works, its benefits, and why Raghav Industries is your trusted source for reliable crankcase heaters.

What is a Crankcase Heater?
A crankcase heater is a heating element installed in or around the crankcase of a refrigeration or HVAC compressor. Its primary purpose is to maintain a consistent temperature inside the crankcase to prevent refrigerant migration. Refrigerant migration occurs when refrigerant condenses and mixes with crankcase oil during system shutdown, causing poor lubrication and potential damage when the compressor restarts.
By warming the crankcase, the heater keeps the refrigerant in a gaseous state, ensuring proper lubrication and smooth compressor operations.
How Does a Crankcase Heater Work?
When a refrigeration or HVAC system shuts down, the refrigerant in the evaporator or condenser can flow back into the compressor crankcase, where it mixes with the lubricating oil. Upon startup, this mixture can lead to compressor wear, overheating, or even system failure.
A crankcase heater solves this issue by maintaining the temperature of the oil in the crankcase. This prevents the refrigerant from condensing into the crankcase and ensures the oil remains pure and effective for lubrication. The heater operates only when the system is off, making it an energy-efficient solution.
Benefits of Crankcase Heaters
1. Prevents Refrigerant Migration
The primary benefit of a crankcase heater is its ability to prevent refrigerant migration. By keeping the refrigerant in a gaseous state, it ensures that the crankcase oil remains uncontaminated and effective for lubrication.
2. Extends Compressor Life
Refrigerant-contaminated oil can cause significant wear and tear on the compressor. By maintaining oil purity, crankcase heaters reduce stress on the compressor, extending its lifespan and reducing the need for repairs or replacements.
3. Enhances System Efficiency
A well-lubricated compressor operates more efficiently, consuming less energy and delivering optimal performance. Crankcase heaters play a key role in maintaining this efficiency.
4. Reduces Maintenance Costs
By preventing refrigerant-related damage, crankcase heaters minimize the frequency of maintenance and repairs, saving businesses time and money in the long run.
5. Ensures Reliable Startup
Crankcase heaters prevent issues like slugging or compressor lockup during system startup, ensuring smooth and reliable operation every time.
Applications of Crankcase Heaters
Crankcase heaters are essential in a variety of refrigeration and HVAC applications, including:
Commercial Refrigeration: Used in supermarkets, restaurants, and food processing plants to maintain compressor efficiency.
Cold Storage Facilities: Prevent refrigerant migration in large refrigeration units.
Air Conditioning Systems: Essential for HVAC systems in commercial and residential buildings.
Industrial Refrigeration: Protects compressors in manufacturing and industrial cooling systems.
Refrigerated Trucks and Containers: Ensures smooth operation during transport, especially in fluctuating temperature conditions.
Why Choose Raghav Industries for Crankcase Heaters?
When it comes to reliable and high-performance crankcase heaters, Raghav Industries is a trusted name in the industry. Based in Delhi, India, we specialize in manufacturing durable and energy-efficient heating solutions. Here’s why businesses prefer our crankcase heaters:
1. Superior Build Quality
Our crankcase heaters are made from high-quality materials, ensuring durability and consistent performance in demanding environments.
2. Energy Efficiency
Designed to operate only during system shutdown, our heaters deliver optimal performance with minimal energy consumption, making them cost-effective and eco-friendly.
3. Wide Range of Options
We offer crankcase heaters in various sizes and wattages, catering to diverse refrigeration and HVAC systems.
4. Easy Installation
Our heaters are designed for quick and hassle-free installation, minimizing downtime during setup.
5. Excellent Customer Support
At Raghav Industries, we provide comprehensive support, from helping you choose the right heater to offering after-sales service.
How to Select the Right Crankcase Heater
Choosing the right crankcase heater for your system involves considering several factors:
Compressor Size: Ensure the heater is compatible with the size and type of your compressor.
Wattage: Select a heater with adequate wattage to maintain the desired crankcase temperature.
Environmental Conditions: Consider factors such as ambient temperature and system location.
Energy Efficiency: Opt for a heater that minimizes energy consumption without compromising performance.
With the guidance of experts at Raghav Industries, you can easily find the perfect solution for your needs.
The Importance of Crankcase Heaters
In the fast-paced world of refrigeration and HVAC systems, downtime or equipment failure can lead to significant losses. Crankcase heaters play a vital role in preventing such issues by ensuring smooth and efficient compressor operations. Their ability to prevent refrigerant migration, reduce maintenance costs, and enhance system reliability makes them a valuable investment for businesses of all sizes.
Conclusion
Crankcase heaters may be a small component in refrigeration and HVAC systems, but their impact on performance and longevity is immense. By maintaining proper lubrication and preventing refrigerant migration, they ensure efficient and reliable compressor operations.
At Raghav Industries, we are committed to providing high-quality crankcase heaters that meet the unique needs of our clients. With our products, you can safeguard your systems, reduce maintenance costs, and achieve long-term efficiency.
Learn more about our Crankcase Heaters here.
#crankcase#crankcaseheater#refrigerationsolutions#industrialheating#industrialheater#heating#heatingcable#heatingsystem#industrial#heater
0 notes
Text
The Ultimate Solution for Freeze Protection: Silicone Drain Heaters
What is a Silicone Drain Heater?
A silicone drain heater is a flexible heating element specifically designed to wrap around pipes and drains to prevent freezing. Constructed from high-grade silicone and embedded with durable heating wires, these heaters deliver uniform heat distribution across the surface. Their flexibility and resistance to harsh conditions make them ideal for a variety of industrial and commercial applications.
These heaters are particularly effective in environments where temperatures drop significantly, such as cold storage facilities, refrigerated trucks, and water treatment plants.
How Do Silicone Drain Heaters Work?
Silicone drain heaters work by providing consistent heat to the external surface of a pipe or drain. By maintaining a temperature above freezing, they ensure that fluids continue to flow without obstruction. The heaters are powered by electricity and are designed to operate efficiently, delivering the right amount of heat to prevent ice formation without overheating.
Key Features of Silicone Drain Heaters
1. Flexibility
The silicone material allows the heater to conform to various shapes and sizes, ensuring a snug fit around pipes, drains, and other surfaces.
2. High Durability
Constructed with premium-grade silicone and robust heating elements, these heaters can withstand harsh environmental conditions, including exposure to moisture, chemicals, and extreme temperatures.
3. Uniform Heat Distribution
Silicone drain heaters provide even heating across the surface, eliminating cold spots that could lead to freezing.
4. Easy Installation
The flexible design and lightweight construction make these heaters easy to install on-site, minimizing downtime and labor costs.
5. Energy Efficiency
Designed to deliver optimal performance with minimal energy consumption, these heaters are both cost-effective and environmentally friendly.
Benefits of Silicone Drain Heaters
1. Prevents Freezing and Blockages
The primary function of silicone drain heaters is to prevent freezing, ensuring that pipes and drains remain functional even in sub-zero temperatures.
2. Reduces Maintenance Costs
By eliminating the need for frequent manual defrosting or repairs due to ice damage, these heaters help businesses save on maintenance and operational costs.
3. Enhances Equipment Lifespan
Preventing ice buildup reduces stress on pipes, drains, and related equipment, extending their lifespan and improving overall system reliability.
4. Ensures Operational Efficiency
Uninterrupted drainage is critical for industries like cold storage, food processing, and water treatment. Silicone drain heaters ensure smooth operations by preventing system downtime.
5. Improves Safety
Ice and frost can create hazardous conditions in industrial settings. Drain heaters help mitigate these risks by maintaining clear and functional drainage systems.
Applications of Silicone Drain Heaters
Silicone drain heaters are widely used across various industries where freeze protection is essential. Some of the most common applications include:
1. Cold Storage Facilities
Cold rooms and freezers require efficient drainage to prevent water buildup. Silicone drain heaters ensure that drain lines remain clear, preventing ice-related disruptions.
2. Refrigerated Trucks
Mobile refrigeration units often face temperature fluctuations, making drain heaters crucial for maintaining proper drainage during transit.
3. Water Treatment Plants
In water treatment systems, frozen pipes and drains can lead to significant operational issues. Drain heaters provide consistent heating to ensure smooth water flow.
4. Food and Beverage Industry
Drain heaters are essential in food processing facilities, where efficient drainage is necessary to maintain hygiene and operational standards.
5. Chemical Processing Plants
These heaters are used to maintain drainage systems in environments exposed to harsh chemicals and extreme conditions.
Why Choose Raghav Industries for Silicone Drain Heaters?
Raghav Industries, based in Delhi, India, is a trusted manufacturer and supplier of high-quality silicone drain heaters. Here’s why our products stand out:
1. Premium Materials
Our drain heaters are made from high-grade silicone and advanced heating elements, ensuring durability and reliable performance.
2. Energy-Efficient Design
We design our heaters to provide consistent heat with minimal energy consumption, helping businesses save on operational costs.
3. Customizable Solutions
We offer silicone drain heaters in various sizes and wattages to meet the unique needs of our clients.
4. Easy Installation
Our heaters are lightweight, flexible, and easy to install, ensuring quick and hassle-free setup.
5. Comprehensive Support
From product selection to after-sales service, Raghav Industries provides end-to-end support to ensure customer satisfaction.
How to Choose the Right Silicone Drain Heater
When selecting a silicone drain heater, consider the following factors:
Pipe Size: Choose a heater that fits the diameter and length of your pipe or drain.
Wattage Requirements: Ensure the heater provides sufficient heat to prevent freezing without overconsuming energy.
Environmental Conditions: Consider factors like ambient temperature, moisture levels, and chemical exposure.
Installation Needs: Opt for a heater that is easy to install and compatible with your system.
By working with Raghav Industries, you can simplify this selection process and find the perfect solution for your application.
The Importance of Freeze Protection
Frozen drains and pipes can cause significant operational challenges, from blocked systems to costly equipment damage. Investing in a reliable silicone drain heater is not just about preventing freezing; it’s about ensuring uninterrupted operations, reducing maintenance costs, and improving overall safety and efficiency.
Final Thoughts
Silicone drain heaters are an essential tool for industries operating in cold climates or dealing with temperature-sensitive processes. Their flexibility, durability, and efficiency make them a versatile and cost-effective solution for freeze protection.
At Raghav Industries, we are committed to delivering top-quality silicone drain heaters that cater to the unique needs of our clients. With our innovative products, you can safeguard your operations and enjoy peace of mind, knowing that your systems are protected against freezing temperatures.
Learn more about our Silicone Drain Heaters here.
#drainheater#drainage#siliconedrainheater#heatingcable#heating#industrialheating#industrialheater#industrial#heater
0 notes
Text
The Versatile Heating Solution: Silicone Parallel Circuit (Cut-to-Length) Cables
In industrial settings, maintaining the right temperature is critical to ensuring operational efficiency. From process heating to freeze protection, having a reliable and flexible heating solution can make all the difference. The silicone parallel circuit cable is one such innovation that combines efficiency, durability, and unparalleled versatility. Its unique "cut-to-length" feature allows users to customize the cable length on-site, making it an ideal choice for various industrial applications.
In this comprehensive guide, we will explore the features, advantages, and applications of silicone parallel circuit cables and why Raghav Industries is a trusted supplier for this revolutionary heating solution.
What is a Silicone Parallel Circuit Cable?
The silicone parallel circuit cable is an advanced heating element designed for applications that require custom lengths and reliable temperature maintenance. Unlike traditional heating cables, the parallel circuit design ensures that the cable remains functional even if it is cut to a specific length. This is made possible by the parallel arrangement of heating wires, which operate independently of one another.
The cable is coated with high-quality silicone, providing excellent flexibility, durability, and resistance to high temperatures and harsh chemicals. Its adaptability and robust construction make it a popular choice for industrial heating requirements.
Key Features of Silicone Parallel Circuit Cables
1. Cut-to-Length Design
The standout feature of silicone parallel circuit cables is their ability to be cut to the desired length on-site. This eliminates the need for pre-determined cable sizes, offering unparalleled customization and reducing wastage.
2. High-Temperature Resistance
Thanks to its silicone coating, the cable can withstand extreme temperatures, making it suitable for demanding industrial environments.
3. Flexibility
The silicone material ensures that the cable is highly flexible, allowing it to wrap around pipes, tanks, and other equipment with ease.
4. Chemical and Moisture Resistance
The cable’s silicone insulation provides excellent protection against chemicals, oils, and moisture, ensuring long-term performance in challenging conditions.
5. Uniform Heating
The parallel circuit design ensures consistent heat distribution along the entire length of the cable, preventing cold spots and ensuring efficient operation.
Benefits of Silicone Parallel Circuit Cables
1. Customization and Versatility
The cut-to-length feature allows users to customize the cable for their specific needs, whether it’s for a short section of pipe or an extensive industrial system. This flexibility saves time and resources during installation.
2. Energy Efficiency
By delivering uniform heating and minimizing energy loss, these cables help reduce operational costs while maintaining optimal performance.
3. Durability and Reliability
The robust silicone construction ensures that the cable can withstand mechanical stress, high temperatures, and exposure to harsh environments, resulting in a long service life.
4. Easy Installation
The cable’s flexibility and the ability to cut it to length make it easy to install on-site, reducing downtime and simplifying the setup process.
5. Reduced Maintenance Costs
With its durable construction and resistance to environmental factors, the cable requires minimal maintenance, lowering overall operational expenses.
Applications of Silicone Parallel Circuit Cables
Silicone parallel circuit cables are used across various industries for heating applications that demand flexibility and reliability. Common applications include:
1. Industrial Pipelines
These cables are ideal for maintaining the temperature of fluids in long pipelines, preventing freezing or viscosity changes.
2. Tank Heating
Used to wrap around storage tanks, the cables ensure consistent heating of liquids, chemicals, or other substances.
3. Freeze Protection
In cold climates, silicone parallel circuit cables are essential for preventing freezing in pipes, valves, and other critical infrastructure.
4. Food and Beverage Industry
The cables are used to maintain temperatures in production lines, ensuring product quality and consistency.
5. Chemical Processing
Their resistance to harsh chemicals makes them suitable for maintaining temperature-sensitive processes in chemical plants.
Why Choose Raghav Industries for Silicone Parallel Circuit Cables?
Raghav Industries, based in Delhi, India, is a trusted name in the manufacturing and supply of high-quality silicone parallel circuit cables. Here’s why our cables are the preferred choice for businesses:
1. Premium Quality Materials
We use top-grade silicone and heating wires to ensure durability, flexibility, and optimal performance in demanding conditions.
2. Customizable Solutions
Our cables are available in various sizes and wattages, offering tailored solutions to meet your specific needs.
3. Energy Efficiency
Designed with advanced technology, our cables deliver consistent heating while minimizing energy consumption, helping you save on operational costs.
4. Easy Installation
The flexibility and cut-to-length feature of our cables make installation quick and hassle-free, reducing downtime.
5. Reliable Support
From product selection to after-sales service, Raghav Industries provides comprehensive support to ensure customer satisfaction.
How to Choose the Right Silicone Parallel Circuit Cable
When selecting a silicone parallel circuit cable for your application, consider the following factors:
Length Requirements: Determine the total length required for your system, ensuring the cable can be cut to fit.
Temperature Range: Choose a cable that can operate within the temperature range required for your application.
Wattage: Select a wattage that matches your heating needs without exceeding power limitations.
Environmental Conditions: Ensure the cable’s silicone coating can withstand the environmental factors it will be exposed to, such as moisture, chemicals, or extreme temperatures.
By partnering with Raghav Industries, you can simplify this selection process and ensure the best solution for your needs.
The Future of Heating Solutions
Silicone parallel circuit cables represent the next generation of heating technology. Their flexibility, durability, and customizable design make them a versatile and cost-effective solution for a wide range of applications. Whether you need freeze protection for pipelines or temperature maintenance for industrial processes, these cables deliver reliable and efficient heating.
#cuttolenghtcables#siliconeheating#heatingcable#heatingsystem#heating#heater#heatermanufacturer#industrialheater#industrialheating
0 notes
Text
Effortless Temperature Control with Self-Regulating Heating Cables
Effortless Temperature Control with Self-Regulating Heating Cables
Efficient heating solutions are critical for industries where precise temperature maintenance is required. One such advanced solution is the self-regulating heating cable, a highly efficient technology designed to adjust its heat output automatically based on environmental conditions.
In this blog, we’ll explore the benefits and applications of self-regulating heating cables and why Raghav Industries is your best choice for premium heating solutions.
What is a Self-Regulating Heating Cable?
A self-regulating heating cable is an intelligent heating solution that adapts its heat output depending on the surrounding temperature. It contains a polymer core that increases electrical resistance as the temperature rises, reducing heat output. Conversely, when the temperature drops, the cable reduces resistance, providing more heat.
This unique feature makes it ideal for freeze protection, temperature maintenance, and energy efficiency.
Applications of Self-Regulating Heating Cables
Pipe Freeze Protection: Prevents freezing in pipelines, ensuring the smooth flow of fluids.
Tank Temperature Maintenance: Keeps stored liquids at optimal temperatures.
Roof and Gutter De-Icing: Prevents ice buildup during winters.
Industrial Processes: Used in manufacturing where consistent heating is essential.
Why Choose Raghav Industries?
High Efficiency: Our cables deliver precise heating with minimal energy consumption.
Durability: Built with high-quality materials for long-lasting performance.
Customizable: Available in various lengths and wattages to suit your needs.
Learn more about Self-Regulating Heating Cables here.
0 notes
Text
Flexible Heating for Complex Applications: Why Choose Ribbon Heaters
In the world of industrial heating, the ability to deliver consistent and efficient heat to irregular or curved surfaces is a unique challenge. This is where ribbon heaters shine. Known for their flexibility, durability, and uniform heat distribution, ribbon heaters have become a go-to solution for a variety of industrial applications.
In this blog, we’ll explore what ribbon heaters are, their key benefits, and how they can revolutionize your heating processes. Additionally, we’ll discuss why Raghav Industries, based in Delhi, India, is a trusted manufacturer of high-quality ribbon heaters.
What is a Ribbon Heater?
A ribbon heater is a flexible heating element constructed using a resistance wire, typically made of nickel-chrome alloy, sandwiched between layers of durable fabric or mica insulation. The design allows the heater to conform to complex shapes and surfaces, providing uniform heat distribution even in areas where traditional heaters may struggle.
Ribbon heaters are available in various configurations and sizes, making them ideal for applications that require versatility and precision.
Key Benefits of Ribbon Heaters
1. Flexibility and Versatility
Ribbon heaters can bend and adapt to irregular surfaces, making them perfect for heating applications that involve curved or non-linear shapes. This flexibility ensures that heat is distributed evenly, regardless of the surface geometry.
2. Uniform Heat Distribution
The design of ribbon heaters allows for consistent heating across the entire surface area. This prevents hotspots and ensures the effective transfer of heat, which is essential in sensitive industrial processes.
3. High Durability
Crafted from robust materials like nickel-chrome and mica, ribbon heaters are built to withstand harsh conditions. They are resistant to wear, corrosion, and extreme temperatures, ensuring a long operational life.
4. Energy Efficiency
Ribbon heaters are designed to provide maximum heat output with minimal energy consumption. This efficiency not only reduces operational costs but also contributes to sustainable energy use.
5. Easy Installation
Ribbon heaters are lightweight and easy to install, making them a practical choice for industrial and commercial setups. Their flexible design allows them to be wrapped, folded, or shaped to fit various surfaces.
6. Cost-Effective
With their durability, efficiency, and versatility, ribbon heaters provide excellent value for money. Their ability to reduce maintenance costs and improve operational efficiency makes them a cost-effective solution for businesses.
Applications of Ribbon Heaters
Ribbon heaters are used across a wide range of industries for applications that require precise and uniform heating. Common applications include:
Industrial Ovens: Ribbon heaters provide even heating for baking, drying, or curing processes.
Plastic Molding: They are ideal for heating molds and dies to achieve uniform temperature distribution.
Semiconductor Manufacturing: Ribbon heaters are used to maintain controlled temperatures in sensitive electronic components.
Food Processing: They ensure consistent heating for cooking, baking, or packaging processes.
Research Laboratories: Ribbon heaters are used in experiments that require precise and uniform heat.
Pharmaceutical Industry: They are employed in processes like drying and sterilization.
Why Choose Raghav Industries for Ribbon Heaters?
When it comes to high-quality ribbon heaters, Raghav Industries is a name you can trust. Based in Delhi, India, we specialize in designing and manufacturing premium heating solutions tailored to meet diverse industrial needs. Here’s why our ribbon heaters are the preferred choice:
1. Superior Materials and Build Quality
Our ribbon heaters are crafted using high-grade nickel-chrome wire and durable insulating materials. This ensures excellent performance, even in demanding applications.
2. Customization Options
We understand that every application is unique. That’s why we offer customizable ribbon heaters in various sizes, shapes, and wattages to suit your specific requirements.
3. Energy Efficiency
Our ribbon heaters are designed to deliver optimal performance with minimal energy consumption. This not only reduces costs but also supports environmentally friendly operations.
4. Easy Installation and Maintenance
Raghav Industries’ ribbon heaters are user-friendly and easy to install, minimizing downtime and operational disruption.
5. Comprehensive Support
From product selection to after-sales service, we provide end-to-end support to ensure a seamless experience for our customers.
How to Choose the Right Ribbon Heater
Selecting the right ribbon heater involves considering several factors, such as:
Surface Shape: Choose a heater that can conform to the geometry of the surface.
Temperature Requirements: Ensure the heater can operate within the required temperature range.
Wattage: Select a heater with appropriate wattage for the application to avoid underheating or overheating.
Material Compatibility: Consider whether the heater’s materials are suitable for the application environment.
Installation Ease: Opt for a heater that is easy to install and maintain.
By partnering with Raghav Industries, you can simplify the selection process and ensure you get the best solution for your needs.
Why Ribbon Heaters are Essential
For industries that rely on precise and efficient heating, ribbon heaters are indispensable. Their unique combination of flexibility, durability, and energy efficiency makes them a versatile solution for a wide range of applications. By investing in a high-quality ribbon heater, you can enhance operational efficiency, reduce maintenance costs, and achieve consistent results in your processes.
Final Thoughts
Ribbon heaters are a vital component in modern industrial heating solutions. Their ability to adapt to complex shapes, deliver uniform heat, and operate efficiently sets them apart from traditional heating elements.
At Raghav Industries, we are committed to providing innovative and reliable ribbon heaters that meet the unique needs of our clients. Whether you’re in manufacturing, research, or food processing, our ribbon heaters can help you achieve your heating goals with ease.
Learn more about our Ribbon Heaters here.
#ribbonheater#heatingsystem#heating#industrialheater#industrialheating#industrial#heater#manufacturing#manufacturer
0 notes
Text
Keep Your Systems Flowing: The Importance of Drain Heaters
In industrial and commercial operations, the smooth flow of liquids is critical to maintaining efficiency. Whether it’s water, oil, or other fluids, freezing can disrupt operations, causing costly delays and potential damage to equipment. Enter the drain heater—an essential component that ensures uninterrupted fluid flow by preventing freezing in pipelines and drain systems.
In this blog, we’ll explore what drain heaters are, their benefits, applications, and why choosing a reliable product like those from Raghav Industries can make a significant difference to your business.
What is a Drain Heater?
A drain heater is a heating element designed to prevent freezing in pipes, drains, and other fluid transportation systems. These heaters are especially useful in environments where temperatures drop below freezing, creating the risk of blockages due to solidified liquids.
Made from durable and flexible materials like silicone and stainless steel, drain heaters wrap around pipelines or are inserted into drain systems. They maintain a steady temperature to keep liquids flowing, even in extreme conditions.
Typical applications of drain heaters include:
Industrial pipelines
Food processing plants
Water treatment systems
Oil and chemical transportation
Refrigeration drainage systems
Benefits of Drain Heaters
1. Prevents Freezing and Blockages
The primary purpose of a drain heater is to prevent liquids from freezing. By maintaining a consistent temperature, it ensures that pipes remain unclogged, allowing liquids to flow freely. This is especially critical in industries that rely on smooth drainage for operational efficiency.
2. Enhances Equipment Efficiency
Frozen pipes can cause pressure buildup, leading to leaks, bursts, or equipment malfunctions. Drain heaters prevent such issues, protecting your equipment and ensuring uninterrupted operations.
3. Saves Time and Costs
Manually thawing frozen pipes or repairing burst lines can be time-consuming and expensive. A drain heater eliminates the need for such interventions, reducing downtime and maintenance costs.
4. Increases Safety
Frozen drains can lead to overflows, spills, or equipment damage, creating potential safety hazards in the workplace. Drain heaters mitigate these risks, ensuring a safer environment for workers and equipment.
5. Versatility and Ease of Installation
Modern drain heaters, like those from Raghav Industries, are designed for flexibility and ease of installation. They can be customized to fit various pipe sizes and are suitable for a wide range of industrial applications.
Applications of Drain Heaters
Drain heaters are used across numerous industries to maintain efficient liquid flow and prevent freezing-related issues. Key applications include:
Food and Beverage Industry: Prevents freezing in pipelines carrying liquids like water, oils, or syrups.
Water Treatment Plants: Ensures uninterrupted drainage during cold weather.
Oil and Gas Sector: Maintains the flow of viscous liquids like crude oil and lubricants.
Cold Storage and Refrigeration: Prevents ice buildup in drainage systems, ensuring smooth water flow.
Chemical Processing: Protects pipes and drains from freezing in industrial plants.
Whether it’s for a small drainage system or a large industrial pipeline, drain heaters are indispensable in cold weather operations.
Why Choose Raghav Industries for Drain Heaters?
Raghav Industries, based in Delhi, India, is a trusted name in the manufacturing and supply of high-quality drain heaters. Here’s why businesses across industries prefer our products:
1. Superior Materials
Our drain heaters are crafted from high-grade stainless steel and silicone, offering durability and resistance to wear and tear. These materials ensure consistent performance even in harsh environments.
2. Energy Efficiency
Designed with advanced technology, our heaters consume minimal energy while delivering optimal results. This helps businesses save on operational costs while maintaining high performance.
3. Customization Options
We understand that every industry has unique needs. That’s why we offer customizable drain heaters in various sizes and wattages, tailored to meet specific requirements.
4. Ease of Installation
Our drain heaters are user-friendly and easy to install, ensuring minimal downtime during setup. Their flexible design allows them to fit pipes of different shapes and sizes seamlessly.
5. Excellent Support
At Raghav Industries, we don’t just sell products—we build partnerships. From helping you choose the right heater to offering after-sales support, we’re with you every step of the way.
How to Select the Right Drain Heater
Choosing the right drain heater depends on several factors, including:
Pipe Dimensions: The heater must fit snugly around the pipe to ensure effective heating.
Temperature Requirements: Consider the ambient temperature and the liquid's freezing point.
Material Compatibility: Ensure the heater materials are compatible with the fluids being transported.
Energy Consumption: Opt for energy-efficient models to reduce operational costs.
Application: Identify whether the heater is required for industrial pipelines, refrigeration systems, or another application.
By partnering with Raghav Industries, you can simplify the selection process and ensure you get a heater that perfectly meets your needs.
Why Investing in Drain Heaters is Essential
Drain heaters are more than just a preventive measure—they’re an investment in operational efficiency, safety, and cost savings. By maintaining uninterrupted liquid flow, these heaters play a crucial role in reducing downtime and avoiding costly repairs.
For industries operating in cold climates or those dealing with temperature-sensitive liquids, drain heaters are not optional—they’re a necessity. With the right product, you can safeguard your operations and focus on what matters most: growing your business.
Final Thoughts
Whether you’re running an industrial pipeline, a refrigeration unit, or a water treatment plant, a high-quality drain heater can make all the difference. Raghav Industries offers durable, energy-efficient, and customizable solutions designed to meet the unique needs of your business.
Don’t let freezing temperatures disrupt your operations. Equip your systems with our premium drain heaters and experience the benefits of reliable and efficient heating.
Learn more about our Drain Heaters here.
#drainheater#drainage#industrialheating#industrial heater#manufacturing#manufacturer#heatermanufacturer#industrial#industrialheater
0 notes
Text
Unlock Efficiency in Cold Storage: The Importance of Door Heaters
Cold storage facilities play a vital role in industries ranging from food processing to pharmaceuticals. The efficiency of these facilities relies heavily on maintaining a controlled environment, free from frost and ice buildup. One essential component that ensures seamless operation in such settings is the door heater. This unsung hero of cold storage systems not only prevents frost but also contributes significantly to energy efficiency and operational safety.
In this blog, we will delve into what door heaters are, their benefits, applications, and why choosing a high-quality product like those offered by Raghav Industries is crucial for your business.
What is a Door Heater?
A door heater is a specialized heating element installed around the perimeters of cold storage doors, freezer doors, or other refrigeration units. Its primary function is to prevent condensation and frost buildup by maintaining the temperature around the door frames. This is particularly important in environments where there is frequent opening and closing of doors, leading to temperature fluctuations and humidity ingress.
Door heaters are commonly used in:
Cold storage warehouses
Walk-in freezers
Refrigerated trucks
Pharmaceutical cold chains
Industrial refrigeration systems
Their ability to combat frost buildup not only improves functionality but also protects the structural integrity of the refrigeration unit.
Benefits of Door Heaters
1. Prevents Frost and Ice Accumulation
One of the most significant benefits of door heaters is their ability to prevent frost and ice buildup around door seals and frames. Frost can interfere with the door’s sealing mechanism, leading to energy losses and increased cooling costs. By keeping the edges warm, door heaters eliminate this issue.
2. Improves Energy Efficiency
A door that cannot seal properly due to ice buildup allows cold air to escape and warm air to enter. This imbalance forces the refrigeration system to work harder, consuming more energy. Door heaters help maintain a proper seal, reducing energy consumption and lowering operational costs.
3. Enhances Safety
Ice and frost around door frames can create slippery surfaces, posing safety risks for workers. Door heaters mitigate these hazards, ensuring a safer working environment in cold storage facilities.
4. Extends Equipment Lifespan
By preventing frost-related damage, door heaters contribute to the longevity of refrigeration equipment. They reduce the wear and tear on door seals and frames, minimizing the need for frequent repairs or replacements.
5. Reduces Maintenance Costs
Without door heaters, businesses may face increased maintenance costs due to frequent defrosting and repair work. Investing in a high-quality door heater minimizes these expenses, offering long-term savings.
Applications of Door Heaters
Door heaters find applications across various industries, including:
Food Storage and Processing: Maintaining the right temperature is crucial to preserving perishable goods. Door heaters ensure that cold rooms and freezers operate without interruption.
Pharmaceutical Industry: Medicines and vaccines require strict temperature controls. Door heaters help maintain these conditions, ensuring product integrity.
Logistics and Transportation: Refrigerated trucks often experience temperature fluctuations due to frequent door openings. Door heaters help stabilize the internal environment.
Hospitality Sector: Hotels and restaurants with walk-in freezers rely on door heaters for efficient refrigeration.
Why Choose Raghav Industries for Door Heaters?
When it comes to reliable and durable door heaters, Raghav Industries, based in Delhi, India, stands out as a trusted manufacturer and supplier. Here’s why our door heaters are the preferred choice for businesses:
1. Superior Build Quality
Our door heaters are crafted from high-grade materials, ensuring durability and consistent performance in challenging environments.
2. Energy Efficiency
Designed with advanced technology, our heaters consume minimal energy while delivering maximum results. This not only reduces operational costs but also contributes to environmental sustainability.
3. Versatility
We offer door heaters in various sizes and wattages to cater to diverse industrial needs. Whether you need a solution for a large cold storage facility or a small walk-in freezer, we have you covered.
4. Customization Options
At Raghav Industries, we understand that every business has unique requirements. That’s why we offer customization options to tailor our door heaters to your specific needs.
5. Excellent Customer Support
Our commitment to customer satisfaction extends beyond product delivery. We provide comprehensive support, from installation guidance to after-sales service.
How to Choose the Right Door Heater for Your Needs
Selecting the right door heater involves considering several factors, including:
Size and Dimensions: Ensure the heater fits your door frame perfectly for optimal performance.
Wattage Requirements: Choose a heater with the appropriate wattage to prevent underheating or overheating.
Environment: Consider the ambient temperature and humidity levels in your facility.
Compatibility: Ensure the door heater is compatible with your existing refrigeration system.
By partnering with a reliable supplier like Raghav Industries, you can simplify the selection process and find the perfect solution for your needs.
Final Thoughts
Door heaters are an indispensable part of any cold storage or refrigeration system. They enhance energy efficiency, improve safety, and ensure the seamless operation of your facility. Investing in high-quality door heaters, such as those offered by Raghav Industries, is a smart choice for businesses looking to optimize their refrigeration systems.
Don’t let frost and ice disrupt your operations. Equip your cold storage with reliable door heaters and experience the difference in performance and efficiency.
Learn more about our Door Heaters here.
0 notes