#Industrial Control and Monitoring
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs




Fun Fact
Premium Tumblr themes are available from anywhere between $9 to $49.
Text
The Next Tech Gold Rush: Why Investors Are Flocking to the Brain-Computer Interface Market

Introduction
The Global Brain-Computer Interface Market is undergoing transformative growth, driven by technological advancements in neuroscience, artificial intelligence (AI), and wearable neurotechnology. In 2024, the market was valued at USD 54.29 billion and is projected to expand at a CAGR of 10.98% in the forecast period. The increasing adoption of BCI in healthcare, neurorehabilitation, assistive communication, and cognitive enhancement is propelling demand. Innovations such as AI-driven neural signal processing, non-invasive EEG-based interfaces, and biocompatible neural implants are enhancing the precision, usability, and real-time capabilities of BCI solutions. Growing investments in neurotechnology research, coupled with regulatory support, are accelerating industry advancements, paving the way for broader clinical and consumer applications.
Request Sample Report PDF (including TOC, Graphs & Tables): https://www.statsandresearch.com/request-sample/40646-global-brain-computer-interface-bci-market
Brain-Computer Interface Market Overview
Brain-Computer Interface Market Driving Factors:
Surging Demand in Healthcare Applications – BCIs are transforming neurorehabilitation, prosthetic control, and assistive communication, benefiting individuals with neurological disorders such as ALS, Parkinson's disease, and epilepsy.
Advancements in AI & Machine Learning – AI-driven brainwave decoding and neural signal processing are improving the accuracy of BCI systems, leading to enhanced cognitive training and neurofeedback applications.
Expansion into Consumer Electronics – Wearable BCI technology is gaining momentum in brainwave-controlled devices, VR gaming, and hands-free computing.
Government & Private Sector Investments – Increased funding in non-invasive neural interfaces is supporting BCI research and commercialization.
Military & Defense Applications – BCIs are being explored for drone control, pilot augmentation, and direct brain-to-computer communication for enhanced operational efficiency.
Get up to 30%-40% Discount: https://www.statsandresearch.com/check-discount/40646-global-brain-computer-interface-bci-market
Brain-Computer Interface Market Challenges:
High Development Costs – The cost of R&D and complex neural signal interpretation hinders scalability.
Regulatory & Ethical Concerns – The use of neural data raises privacy and cybersecurity issues, necessitating stringent data protection measures.
Hardware Limitations – The variability in electrical noise, signal fidelity, and device usability poses significant engineering challenges.
Key Brain-Computer Interface Market Trends:
1. Non-Invasive BCIs Gaining Traction
Non-invasive BCIs are dominating the market due to their ease of use, affordability, and growing consumer adoption. Wireless EEG headsets, dry-electrode systems, and AI-powered brainwave analytics are revolutionizing applications in mental wellness, cognitive training, and VR gaming.
2. Brain-Computer Cloud Connectivity
BCIs integrated with cloud computing enable real-time brain-to-brain communication and remote neural data sharing, unlocking potential in telemedicine and collaborative research.
3. Rise of Neuroprosthetics & Exoskeletons
Innovations in brain-controlled prosthetics and robotic exoskeletons are restoring mobility to individuals with severe motor impairments, fostering independence and quality of life.
4. Neuromodulation & Brain Stimulation Advancements
The development of brain-stimulation-based BCIs is expanding therapeutic applications, aiding in the treatment of depression, epilepsy, and PTSD.
Brain-Computer Interface Market Segmentation:
By Type:
Non-Invasive BCIs – Holds the largest market share due to its widespread use in rehabilitation, gaming, and consumer applications.
Invasive BCIs – Preferred for high-precision neural interfacing, primarily in neuroprosthetics and brain-controlled robotics.
By Component:
Hardware – Accounts for 43% of the market, including EEG headsets, neural implants, and biosignal acquisition devices.
Software – Growing rapidly due to AI-driven brainwave decoding algorithms and cloud-based neurocomputing solutions.
By Technology:
Electroencephalography (EEG) – Largest segment (55% brain-computer interface market share), widely used for non-invasive brainwave monitoring and neurofeedback.
Electrocorticography (ECoG) – Preferred for high-fidelity neural signal acquisition in brain-controlled prosthetics.
Functional Near-Infrared Spectroscopy (fNIRS) – Emerging as a viable alternative for real-time hemodynamic brain monitoring.
By Connectivity:
Wireless BCIs – Dominating the market with increasing adoption in wearable smart devices and mobile applications.
Wired BCIs – Preferred in clinical and research settings for high-accuracy data acquisition.
By Application:
Medical – Leading segment, driven by applications in neuroprosthetics, neurorehabilitation, and neurological disorder treatment.
Entertainment & Gaming – Expanding due to brainwave-controlled VR, immersive gaming, and hands-free computing.
Military & Defense – BCIs are being explored for combat simulations, brain-controlled robotics, and AI-assisted warfare.
By End User:
Hospitals & Healthcare Centers – Holds 45% market share, expected to grow at 18% CAGR.
Research Institutions & Academics – Significant growth driven by increasing investments in brain signal processing and neuroengineering.
Individuals with Disabilities – Rising demand for assistive BCI solutions, including brain-controlled wheelchairs and prosthetics.
By Region:
North America – Leading with 40% market share, driven by strong investments in neurotech research and medical applications.
Europe – Projected to grow at 18% CAGR, supported by technological advancements in neural interface research.
Asia Pacific – Expected to expand at 21.5% CAGR, fueled by increasing adoption of consumer BCIs and AI-driven neuroanalytics.
South America & Middle East/Africa – Emerging markets witnessing gradual adoption in healthcare and research sectors.
Competitive Landscape & Recent Developments
Key Brain-Computer Interface Market Players:
Medtronic
Natus Medical Incorporated
Compumedics Neuroscan
Brain Products GmbH
NeuroSky
EMOTIV
Blackrock Neurotech
Notable Industry Advancements:
March 2024: Medtronic unveiled an advanced invasive BCI system for Parkinson’s disease and epilepsy treatment.
January 2024: NeuroSky introduced an EEG-based wearable for neurofeedback training and mental wellness.
April 2023: Blackrock Neurotech launched an ECoG-based brain-controlled robotic prosthetic arm, enhancing mobility for individuals with disabilities.
February 2023: Brainco developed an AI-powered BCI system for cognitive performance enhancement in education.
Purchase Exclusive Report: https://www.statsandresearch.com/enquire-before/40646-global-brain-computer-interface-bci-market
Conclusion & Future Outlook
The Global Brain-Computer Interface Market is poised for exponential growth, driven by rapid advancements in neural engineering, AI integration, and consumer-grade BCI applications. With increasing investment from healthcare institutions, tech firms, and government agencies, the BCI ecosystem is set to expand beyond traditional medical applications into consumer electronics, defense, and education.
Future developments will likely focus on:
Enhancing non-invasive BCI accuracy for mass-market adoption.
Strengthening cybersecurity protocols for neural data protection.
Advancing AI-driven neurocomputing for real-time brainwave analysis.
As regulatory frameworks mature and accessibility improves, BCIs will continue to reshape human-machine interaction, revolutionizing healthcare, communication, and cognitive augmentation.
Our Services:
On-Demand Reports: https://www.statsandresearch.com/on-demand-reports
Subscription Plans: https://www.statsandresearch.com/subscription-plans
Consulting Services: https://www.statsandresearch.com/consulting-services
ESG Solutions: https://www.statsandresearch.com/esg-solutions
Contact Us:
Stats and Research
Email: [email protected]
Phone: +91 8530698844
Website: https://www.statsandresearch.com
#Brain-Computer Interface Market#Neural Interface Industry#BCI Technology#Brain-Machine Interface#Neurotechnology Market#EEG-based Interface#Brainwave Technology#Neural Signal Processing#BCI Applications#Neuroprosthetics Market#Cognitive Computing#AI in Brain Interfaces#Healthcare BCI#Gaming BCI#Wearable Brain Devices#Brainwave Monitoring#Neurofeedback Systems#Non-invasive BCI#Invasive BCI#Neurostimulation Devices#Human-Computer Interaction#Brain Signal Analysis#Neuroinformatics#Neural Engineering#Mind-Controlled Devices#Brain Data Analytics#Future of BCI.
1 note
·
View note
Text
"AC Maintenance Tips for Homes and Businesses in Saudi Arabia’s Harsh Climate"

Air conditioning systems are vital for both homes and businesses in Saudi Arabia, where temperatures often soar to extreme levels. Ensuring that your AC unit functions at its best is essential not only for comfort but also for maintaining efficiency and reducing energy costs. Proper maintenance can prevent unexpected breakdowns during the hottest months, while also prolonging the lifespan of your system.
To maintain an efficient and reliable cooling system, many property owners opt for professional AC maintenance services to ensure their air conditioning units stay in top condition. Regular maintenance services can help identify potential issues before they escalate, avoiding costly repairs or the need for a full replacement.
1. Regular Filter Cleaning and Replacement
One of the simplest yet most effective maintenance tasks for any air conditioning system is regular filter cleaning or replacement. In Saudi Arabia’s dusty environment, filters can quickly become clogged with dust and debris, making the system work harder and reducing efficiency. Dirty filters restrict airflow, which not only increases energy usage but also decreases the unit's ability to cool properly. For both homes and businesses, it is recommended to clean or replace filters every one to three months, depending on the frequency of use.
2. Inspect and Clean Condenser Coils
The outdoor unit of your air conditioning system contains condenser coils that are responsible for releasing the heat absorbed from the indoor air. These coils are exposed to the elements, and in a harsh climate like Saudi Arabia, dust, dirt, and debris can easily accumulate. When the coils are dirty, the system's ability to dissipate heat is compromised, leading to reduced cooling performance and higher energy consumption. Regular cleaning of the condenser coils helps ensure optimal performance and efficiency.
3. Check Refrigerant Levels
For your AC system to cool effectively, it needs the correct amount of refrigerant. Low refrigerant levels can lead to inadequate cooling, causing the system to run longer and work harder. Over time, this can increase wear and tear on the unit and even lead to system failure. It’s important to have a professional check refrigerant levels during routine maintenance and top off as necessary to keep your system running smoothly.
4. Inspect Ductwork for Leaks
Leaky ductwork can significantly affect the efficiency of your air conditioning system, as cool air escapes before it reaches its intended destination. For businesses and larger properties, this can result in uneven cooling, higher energy bills, and an overworked AC unit. Regularly inspecting ductwork for leaks or gaps and sealing them as needed will help ensure that your air conditioning system is delivering cooled air efficiently.
5. Schedule Professional Maintenance
In Saudi Arabia’s extreme climate, scheduling professional AC maintenance at least twice a year is highly recommended. Professional technicians have the knowledge and tools to thoroughly inspect your system, clean essential components, and identify potential problems before they escalate. Businesses, in particular, can benefit from having a comprehensive maintenance plan to avoid costly downtime due to AC failure.
Whether you own a small home or manage a large commercial facility, regular AC rental service and maintenance are crucial for ensuring the longevity and efficiency of your cooling systems.
6. Optimize Thermostat Settings
Maintaining an optimal temperature setting on your thermostat can greatly impact energy usage and overall system performance. In Saudi Arabia, where temperatures can reach extreme highs, setting your thermostat just a few degrees higher can significantly reduce the strain on your AC unit. Additionally, programmable thermostats allow you to set different temperatures based on your schedule, which can help save energy when cooling is not needed.
7. Keep the Area Around the Outdoor Unit Clear
The outdoor unit of your air conditioner needs adequate airflow to function properly. Debris such as leaves, dirt, and plants can obstruct the airflow, causing the unit to work harder and reducing its efficiency. Regularly check and clear any debris from around the outdoor unit, and make sure that there is at least two feet of clearance on all sides to promote optimal airflow.
8. Ensure Proper Ventilation
Ventilation plays a crucial role in the effectiveness of your AC system, particularly in business settings where large numbers of people and equipment generate heat. Poor ventilation can increase humidity levels, making it harder for your air conditioner to cool the space. Make sure that vents and return air registers are not blocked by furniture or other obstructions, and consider using ceiling fans to help distribute cool air more evenly throughout the space.
Conclusion
Maintaining your air conditioning system is essential in Saudi Arabia’s harsh climate, where efficient cooling is a necessity rather than a luxury. By following these AC maintenance tips, you can ensure that your system operates efficiently, keeps energy costs under control, and provides reliable cooling when you need it most.
Investing in regular AC maintenance service is key to extending the life of your system and avoiding the discomfort and expense of unexpected breakdowns. Whether for a home or business, proper maintenance is a proactive step toward achieving consistent and cost-effective cooling year-round.
#Commercial chiller maintenance#HVAC maintenance#Chiller efficiency#AC maintenance service#Chiller rental service#Cooling solutions Saudi Arabia#Energy-efficient cooling#Chiller system repair#Chiller optimization#Facility management#Preventive maintenance#Refrigerant monitoring#Compressor maintenance#Saudi Arabia HVAC services#Cooling equipment upkeep#HVAC Maintenance#Chiller Maintenance#Commercial Cooling Solutions#Energy Efficiency#Saudi Arabia Climate Control#Building Management Systems#Facility Management#AC Maintenance Services#Chiller Rental Services#Sustainable Cooling Solutions#Industrial Cooling Systems#Preventive Maintenance Tips
3 notes
·
View notes
Text
Chef WK, lead charcuterie specialist in Alberta Canada
Table of contents
1. Control Program Requirements for Fermented Meat Products
2. Facility and Equipment Requirements
3. Starter Culture
4. Chemical Acidification
5. Water Activity Critical Limits
6. Time and Temperature for Fermented Products
7. Fermentation Done at a Constant Temperature
8. Examples of Degree-hours at constant room temperatures
9. Fermentation Done at Different Temperatures
10. Fermentation done at Different temperatures
11. What happens if fermentation fails to hit critical limit?
12. E. coli and Salmonella Control in Fermented Sausages
13. Options for E. coli validation
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
Control Program Requirements for Fermented Meat Products
The producer must have a program in place to assess the incoming product. This program should outline specifications for the incoming ingredients. This may include criteria including receiving temperature, farm/ supplier, lot code or packed on date, species/cut etc.
2. Facility and Equipment Requirements
Equipment used in the fermentation process must be included in the operator's prerequisite control programs. These must include the following elements:
Temperature in the fermentation, drying and smoking chambers must be uniform and controlled to prevent any fluctuation that could impact on the safety of the final product.
Fermentation, drying and smoking chambers must be equipped with a shatter resistant indicating thermometer, (or equivalent), with graduations of 1°C or less. If mercury thermometers are used, their mercury columns must be free from separations. All thermometers must be located such that they can be easily read.
Fermentation and smoking chambers must be equipped with a recording thermometer for determining degree-hours calculations in a reliable manner. Recording thermometers are also preferable in drying and aging rooms but, in these rooms, it may be sufficient to read and record the temperatures 2 times a day.
Drying and aging rooms must be equipped with humidity recorders in order to prevent uncontrolled fluctuations of the relative humidity. The only alternative to an automatic humidity recorder in these rooms would be for the company to manually monitor and record ambient humidity twice a day (morning and afternoon) every day with a properly calibrated portable humidity recorder.
For routine monitoring, accurate measurement electronic pH meters (± 0.05 units) should be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument as well as recommended sample preparation and testing be followed.
When the aw of a product is a critical limit set out in the HACCP plan for a meat product, accurate measurement devices must be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument be followed.
3. Starter Culture
The operator must use a CFIA approved starter culture. This includes Freeze-dried commercially available culture as well as back-slopping (use of previously successful fermented meat used to inoculate a new batch). When performing back-slopping, the operator must have a control program in place to prevent the transmission of pathogens from when using the inoculum from a previous batch to initiate the fermentation process of a new batch. These must include:
The storage temperature must be maintained at 4°C or less and a pH of 5.3 or less.
Samples for microbiological analysis must be taken to ensure that the process is in line with the specifications.
The frequency of sampling is to be adjusted according to compliance to specifications.
Any batch of inoculum which has a pH greater than 5.3 must be analysed to detect at least Staphylococcus aureus. Only upon satisfactory results will this inoculum be permitted for use in back slopping.
This can be an expensive and a time exhaustive process and is generally avoided due to food safety concerns. AHS does not allow back-slopping.
[Chef WK was in communication with the U of A to get his method, a starter mix, studied.]
4. Chemical Acidification
If product is chemically acidified by addition of citric acid, glucono-delta-lactone or another chemical agent approved for this purpose, controls must be in place and records kept to ensure that a pH of 5.3 or lower is achieved by the end of the fermentation process. These acids are encapsulated in different coatings that melt at specific temperatures, which then release the powdered acids into the meat batter and directly chemically acidulate the protein.
Summer sausage is a very common chemically acidified product. The flavor profile tends to be monotone and lacking depth.
5. Water Activity Critical Limits
The aw may be reduced by adding solutes (salt, sugar) or removing moisture.
Approximate minimum levels of aw (if considered alone) for the growth of:
molds: 0.61 to 0.96
yeasts: 0.62 to 0.90
bacteria: 0.86 to 0.97
Clostridium botulinum: 0.95 to 0.97
Clostridium perfringens: 0.95
Enterobacteriaceae: 0.94 to 0.97
Pseudomonas fluorescens: 0.97
Salmonella: 0.92 - 0.95
Staphylococcus aureus: 0.86
parasites: Trichinella spiralis will survive at an aw of 0.93 but is destroyed at an aw of 0.85 or less.
The above levels are based on the absence of other inhibitory effects such as nitrite, competitive growth, sub-optimum temperatures, etc., which may be present in meat products. In normal conditions, Staphylococcus aureus enterotoxins are not produced below aw 0.86, although in vacuum packed products this is unlikely below aw 0.89.
6. Time and Temperature for Fermented Products
Certain strains of the bacteria Staphylococcus aureus are capable of producing a highly heat stable toxin that causes illness in humans. Above a critical temperature of 15.6°C, Staphylococcus aureus multiplication and toxin production can take place. Once a pH of 5.3 is reached, Staphylococcus aureus multiplication and toxin production are stopped.
Degree-hours are the product of time as measured in hours at a particular temperature multiplied by the "degrees" measured in excess of 15.6°C (the critical temperature for growth of Staphylococcus aureus). Degree-hours are calculated for each temperature used in the process. The limitation of the number of degree-hours depends upon the highest temperature in the fermentation process prior to the time that a pH of 5.3 or less is attained.
The operator is encouraged to measure temperatures at the surface of the product. Where this is not possible, the operator should utilize fermentation room temperatures. The degree hour calculations are based on fermentation room temperatures. Temperature and humidity should be uniform throughout the fermentation room.
A process can be judged as acceptable provided the product consistently reaches a pH of 5.3 using:
fewer than 665 degree-hours when the highest fermentation temperature is less than 33°C;
fewer than 555 degree-hours when the highest fermentation temperature is between 33° and 37°C; and
fewer than 500 degree-hours when the highest fermentation temperature is greater than 37°C.
This means that as the temperature increases, the amount of time that you have available to reach 5.3 or under is shorter. The warmer the temperature, the sharper the log growth phase of bacteria, which equates to more overshoot in lactic acid production, faster.
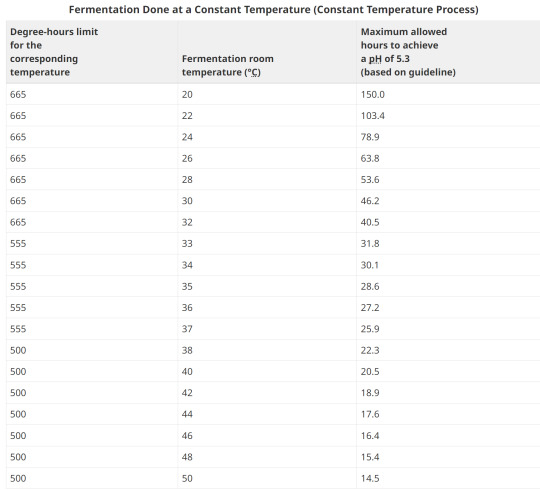
8. Examples of Degree-hours at constant room temperatures
Example 1:
Fermentation room temperature is a constant 26°C. It takes 55 hours for the pH to reach 5.3.
Degrees above 15.6°C: 26°C - 15.6°C = 10.4°C Hours to reach pH of 5.3: 55 Degree-hours calculation: (10.4°C) x (55) = 572 degree-hours
The corresponding degree-hours limit (less than 33°C) is 665 degree-hours.
Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
Example 2:
Fermentation room temperature is a constant 35°C. It takes 40 hours for the pH to reach 5.3.
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 40 Degree-hours calculation: (19.4°C) x (40) = 776 degree-hours
The corresponding degree-hours limit (between 33 and 37°C) is 555 degree-hours.
Conclusion: Example 2 does not meet the guideline because its degree-hours exceed the limit
9. Fermentation Done at Different Temperatures
When the fermentation takes place at various temperatures, each temperature step in the process is analyzed for the number of degree-hours it contributes. The degree-hours limit for the entire fermentation process is based on the highest temperature reached during fermentation.
Example 1:
It takes 35 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for second 10 hours and 35°C for the final 15 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 15 Degree-hours calculation: (19.4°C) x (15) = 291 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 291 = 519
The highest temperature reached = 35°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
10. Fermentation done at Different temperatures
Example 2:
It takes 38 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for the second 10 hours and 37°C for the final 18 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 37°C - 15.6°C = 21.4°C Hours to reach pH of 5.3: 18 Degree-hours calculation: (21.4°C) x (18) = 385.2 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 385.2 = 613.2
The highest temperature reached = 37°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)
Conclusion: Example 2 does not meet the guidelines because its degree-hours exceed the limit.
11. What happens if fermentation fails to hit critical limit?
What happens if the batch takes longer than degree-hours allows? For restaurant level production, it's always safer to discard the product. The toxin that Staph. Aureus produces is heat stable and cannot be cooked to deactivate. In large facilities that produce substantial batches, the operator must notify the CFIA of each case where degree-hours limits have been exceeded. Such lots must be held and samples of product submitted for microbiological laboratory examination after the drying period has been completed. Analyses should be done for Staphylococcus aureus and its enterotoxin, and for principal pathogens, such as E. coli O157:H7, Salmonella, and Clostridium botulinum and Listeria monocytogenes.
If the bacteriological evaluation proves that there are fewer than 104 Staphylococcus aureus per gram and that no enterotoxin or other pathogens are detected, then the product may be sold provided that it is labelled as requiring refrigeration.
In the case of a Staphylococcus aureus level higher than 104 per gram with no enterotoxin present the product may be used in the production of a cooked product but only if the heating process achieves full lethality applicable to the meat product.
In the case where Staphylococcus aureus enterotoxin is detected in the product the product must be destroyed.
12. E. coli and Salmonella Control in Fermented Sausages
Business' that manufacture fermented sausages are required to control for verotoxinogenic E. coli including E. coli O157:H7 and Salmonella when they make this type of product. This includes:
establishments which use beef as an ingredient in a dry or semi-dry fermented meat sausage;
establishments which store or handle uncooked beef on site;
Establishments which do not use beef and do not obtain meat ingredients from establishments which handle beef are not currently required to use one of the five options for the control of E. coli O157:H7 in dry/semi-dry fermented sausages.
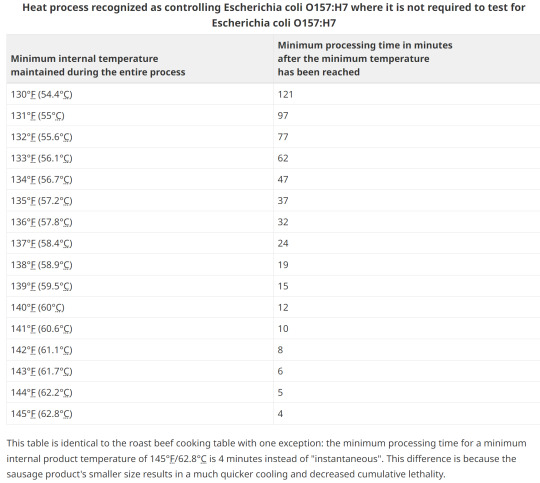
Any processed RTE product containing beef or processed in a facility that also processed beef, must be subjected to a heat treatment step to control E. coli O157:H7. Heating to an internal temperature of 71°C for 15 seconds or other treatment to achieve a 5D reduction is necessary. This is a CFIA requirement and is not negotiable.
Uncooked air dried products produced as RTE, must meet shelf stable requirements as detailed for Fermented-Dry products.
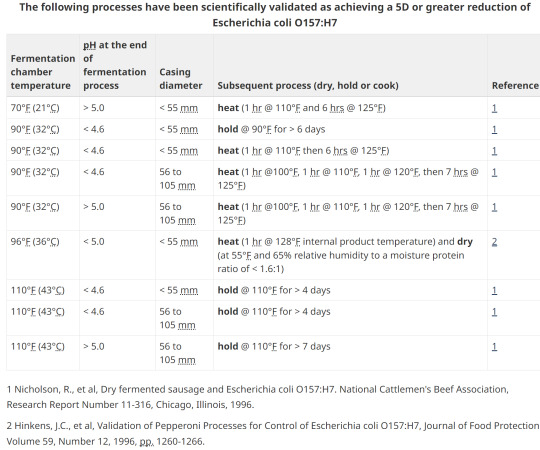
13. Options for E. coli validation
Without lab testing, the two main methods of validation are with heat treating by either low temp and a long duration, or various hotter processing temperatures for a shorter timeframe.
A challenge study to validate a process can take 1 year and over $100,000!
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
The aw and pH values are critical in the control of pathogens as well as to ensure shelf-stability in all semi-dry and dry fermented meat products. Each batch must be tested for aw and/or pH in order to verify that the critical limits are met.
Although aw measurement is mandatory only for shelf stable products, it is strongly recommended that the producer determine the aw values achieved for each product type they manufacture and for each product. Once this has been established, frequent regular checks should be made to ensure consistency. In the U.S., they rely on moisture to protein ratio and have set targets. This lab-tested value is a direct correlation of the % water to % meat protein and not aw. This gives more consistency to common names. For example, to legally call a product "jerky" it must have a MPR of 0.75:1 or lower. Remember your ABCs:
Always be compliant.
-AND-
Documentation or it didn't happen.
(tags)
Charcuterie,Fermented Meat,Food Safety,Starter Culture,Chemical Acidification,Water Activity,Fermentation Process,Degree-Hours Method,Foodborne Pathogens,Meat Processing Guidelines,Chef WK Alberta Canada,Food Industry Standards,pH Critical Limits,Thermal Processing,Food Preservation,Food Microbiology,Sausage Fermentation,Charcuterie Expertise,Fermented Meats ,Food Safety Standards,Food Processing Guidelines,Starter Cultures,Chemical Acidification,Water Activity (a_w),Critical Limits,Degree-Hours Method,Foodborne Pathogens,Meat Processing Equipment,Processing Facility Requirements,Hazard Analysis and Critical Control Points (HACCP),Food Preservation Techniques,Temperature Control,Pathogen Reduction,Food Industry Compliance,Documentation Practices,Heat Treatment,pH Control,Food Stability,Consistency in Production,Microbial Testing,Real-time Monitoring,Process Validation,Regulatory Requirements,Verotoxigenic E. coli,Lethality Standards,Product Labelling,Spoilage Prevention,Enterotoxin Detection,Shelf-Stable Products,Moisture to Protein Ratio (MPR)
#Charcuterie#Fermented Meat#Food Safety#Starter Culture#Chemical Acidification#Water Activity#Fermentation Process#Degree-Hours#Meat Processing Guidelines#Thermal Processing#Food Preservation#Food Microbiology#Sausage Fermentation#Starter Cultures#Critical Limits#Meat Processing#Food Preservation Techniques#Temperature Control#Pathogen Reduction#Food Industry#Heat Treatment#pH Control#Food Stability#Microbial Testing#Real-time Monitoring#Process Validation#Spoilage Prevention#Enterotoxin Detection#Shelf-Stable Products#Moisture to Protein Ratio (MPR)
3 notes
·
View notes
Text
Vishay launches new high-CMTI isolation amplifiers for EV and industrial power applications
June 5, 2025 /SemiMedia/ — Vishay Intertechnology has introduced a new line of high-reliability isolation amplifiers — VIA0050DD, VIA0250DD, and VIA2000SD — targeting precision current and voltage sensing in industrial, energy, and electric vehicle (EV) systems. The VIA series delivers industry-leading common-mode transient immunity (CMTI) up to 150 kV/μs and offers tight gain accuracy of ±0.05%…
#electronic components news#Electronic components supplier#Electronic parts supplier#EV current sensing#GaN system monitoring#high CMTI amplifier#industrial motor control#isolation amplifier#power inverter monitoring#Vishay VIA series
0 notes
Text

Ensure your workplace air is clean, safe, and fully compliant with professional LEV testing services. At Ventxlabs, we supply, install, and maintain Local Exhaust Ventilation (LEV) systems tailored to your environment. Our certified engineers carry out thorough LEV testing to help you meet HSE regulations and protect your team from harmful airborne contaminants.
Breathe easy—your air is in expert hands.
#LEV testing#Local Exhaust Ventilation#workplace safety#air quality testing#HSE compliance#ventilation systems#LEV inspection#fume extraction#industrial ventilation#clean air solutions#LEV maintenance#COSHH compliance#air monitoring#certified LEV engineers#hazardous fume control
0 notes
Text
NX-ERA PLCs assist Control, Supervision and Monitoring of Water Treatment Plants to Enhance Efficiency (WTP and STP)

In our increasingly resource-conscious world, the efficient management of water, both in industrial and municipal settings, has moved from being a desirable practice to an absolute necessity. From ensuring the purity of drinking water that nourishes communities to effectively treating industrial wastewater generated by manufacturing processes, the challenges are complex and require sophisticated solutions. Enter the transformative power of industrial automation, where pioneering companies like Messung are at the forefront, developing cutting-edge Programmable Logic Controllers (PLCs) designed to revolutionize water monitoring and control systems for efficient industrial wastewater treatment.

A number of vital processes are involved in the complex movement of water from its natural origins to our homes and businesses and back again. The inability to provide real-time data, guarantee accurate chemical dosage, and maintain constant system reliability under a variety of operating situations are common drawbacks of traditional monitoring and control techniques. This is the exact point at which automation's intelligence and effectiveness, powered by reliable plc control systems, become essential. Through the use of advanced control techniques, automation guarantees constant water quality that satisfies stringent requirements, optimizes the use of precious resources, reduces waste production, and eventually helps to make water management more economically and environmentally responsible.
In this blog, we will explore how industrial automation through PLCs contributes towards efficiency in the process of water treatment.

The Imperative of Advanced Water Monitoring and Control
There are several complexities in the water distribution and treatment landscape. Among the many difficulties faced by operators is the requirement for constant, real-time monitoring of vital parameters such as flow rates, pressure levels, pH values, turbidity, and the presence of different contaminants. Maintaining the overall system reliability of pumps, valves, and other critical equipment is important for continuous operation while ensuring precise and timely chemical dosing is critical for efficient treatment.
The necessity for effective control methods is further increased by the more stringent environmental standards. There is tremendous demand for industries to use efficient industrial wastewater treatment systems that adhere to strict discharge regulations. To protect the public's health, municipal water treatment facilities also have to meet strict quality criteria. In this situation, integrating advanced automation technologies becomes essential to maintaining compliance and operational excellence, not merely a benefit. In order to maintain constant water quality and effective resource use, automation is becoming a necessity rather than a pipe dream.

NX-ERA PLC Series: The Nexus of Industrial Automation and the Cornerstone of Intelligent Water Management
An important advancement in automation technology for the water treatment industry is represented by our feature rich PLC series the NX-ERA. These PLCs designed with an extensive understanding of the specific demands of the sector, provide a strong and adaptable framework for controlling intricate water distribution and treatment procedures. From small-scale pumping stations to massive water and sewage water treatment plants, the NX-ERA series' built-in adaptability and scalability enable smooth adaptation to a broad range of system sizes and complexities. In order to minimize interruption and maximize investment protection, their strong compatibility with a wide range of industry standards guarantees smooth integration with current sensors, actuators, communication networks, and other essential infrastructure components.
Delving into the advanced features of plc within the NX-ERA series reveals a suite of capabilities designed for optimal water management.

High-speed Processing Power: Enables rapid and precise control of time-sensitive processes.
Advanced Communication Interfaces: Facilitate seamless data exchange with other control systems and enterprise-level platforms.
Remote I/O capabilities: Extend the reach of control and monitoring to geographically dispersed assets, providing operators with a comprehensive overview of their entire water network.
Integration with SCADA systems: Provides a centralized platform for visualization, data logging, alarm management, and advanced control strategies, empowering operators with the information and tools they need for effective decision-making.

NX-ERA PLC’s Advantage for Enhanced Automation in Water Treatment
Selecting NX-ERA PLC for water management applications translates into a multitude of tangible benefits:
Unwavering Reliability: NX-ERA PLC series is designed to withstand the harsh conditions of industrial settings, and have a high Mean Time Between Failures (MTBF) and a low Mean Time to Repair (MTTR). This ensures that vital water systems operate continuously and dependably, reducing downtime and increasing operational efficiency.
Unmatched Adaptability: NX-ERA PLC facilitates system updates and expansions by supporting a broad range of communication protocols, including industry-standard choices like Ethernet, Modbus, and Profibus. They also provide unmatched flexibility in interfacing with a variety of field devices and current control systems.
Intuitive User-Friendly Programming: Programmers can work in a familiar and intuitive environment as they comply with the IEC 61131-3 programming standard. The software's readily apparent interface speeds up timelines for projects and lowers engineering costs by making it easier to create, commission, and maintain control programs.
Enhanced System Diagnostics: The NX-ERA series' advanced diagnostic features give operators real-time information about the health of the system and possible problems, allowing for proactive maintenance and lowering the possibility of unplanned failures.
Robust Redundancy Architecture: NX-ERA PLCs offer comprehensive redundancy across critical system layers, including IO, CPU, Profibus, and Ethernet control networks. This multi-level redundancy ensures uninterrupted operations even in the event of hardware or communication failures, making them ideal for mission-critical water treatment applications where system uptime is paramount.

Diverse Applications Across the Water Treatment and Distribution Spectrum
NX-ERA PLC series finds versatile applications across the entire spectrum of water management:
Optimizing Water Treatment Plants: NX-ERA PLC automates vital procedures in water treatment plants, including backwashing, coagulation and flocculation, sedimentation, filtration, disinfection (including accurate chemical dosing), and raw water intake control. High-quality drinking water that adheres to stringent regulatory criteria is produced by ongoing turbidity monitoring and management.
Increasing Pumping Station Efficiency: NX-ERA PLC uses advanced control algorithms to regulate water flow rates and preserve ideal pressure in distribution networks. By optimizing pump operation depending on current demand and system conditions, this intelligent control results in significant energy savings.
Intelligent Reservoir Management: NX-ERA PLC offers real-time monitoring of vital data, including water levels, temperature, and water quality indicators, for reservoirs and storage facilities. This data enables proactive management of water resources, informed decision-making regarding water release, and early detection of potential issues.
Revolutionizing Wastewater Treatment Plants: The NX-ERA Premium PLCs are vital for controlling and monitoring sewage treatment processes. These include pumping, sedimentation, biological treatment, sludge handling, and discharge. The PLCs enhance efficiency by automating pumps, valves, and sensors. They reduce costs by saving energy and chemicals while ensuring compliance with environmental rules. With PLCs, industrial wastewater treatment becomes more precise and reliable.

Messung’s Role in Sustainable Wastewater Management
Protecting the environment and public health depends on efficient sewage treatment. To improve wastewater management, Messung offers reliable automation systems. Operators can precisely regulate sewage treatment processes with the NX-ERA PLC series, which guarantees higher pollutant removal, increased effluent quality, and less environmental impact.
It is essential to comprehend the water and sewage treatment processes, and the NX-ERA PLC Series offers the technology to maximize efficiency in both. Our cutting-edge automation systems enable sustainable, effective operations in both industrial and municipal corporations.

Conclusion
Advanced automation, like the NX-ERA PLC series, is essential for efficient and sustainable water management. With deep expertise in water industry challenges, we help build a greener future. With intelligent control, real-time monitoring, and seamless integration, we help organizations optimize treatment processes, reduce waste, and conserve water resources.
Ready to transform your water management with smart automation? Reach out to us today to explore how our cutting-edge controllers can boost efficiency, reliability, and sustainability in your operations.
#Programmable Logic Controllers (PLCs)#industrial wastewater treatment#water monitoring and control systems#plc control systems#process of water treatment#sewage water treatment plants#water management applications#IEC 61131-3 programming standard#water treatment plants#Premium PLCs#sewage treatment#water management
0 notes
Text
The gelatin in film stock was made from the hide, bones, cartilage, ligaments, and connective tissue of calves (considered the very best), sheep (less desirable), and other animals who passed through the slaughterhouse. Six kilograms of bone went into a single kilogram of gelatin. Eventually, the demands of photographic industries generated so much need for animal byproducts that slaughterhouses became integrated into the photographic production chain. Controlling the supply chain became key to Kodak's success. In 1882, as Kodak began to grow as a company, widespread complaints of fogged and darkened plates stopped production. The crisis almost ruined Kodak financially and resulted in the company tightly monitoring the animal by-products used in gelatin. Decades later, a Kodak emulsion scientist discovered that cattle who consumed mustard seed metabolized a sulfuric substance, enhancing the light sensitivity of silver halides and enabling better film speeds. The poor-quality gelatin in 1882 was due to the lack of mustard seeds in the cows' diet. The head of research at Kodak, Dr. C. E. Kenneth Mees, concluded, "If cows didn't like mustard there wouldn't be any movies at all." By controlling the diet of cows who were used to make gelatin, Kodak ensured the quality of its film stock. As literary scholar Nicole Shukin reflects, there is a "transfer of life from animal body to technological media." The image comes alive through animal death, carried along by the work of ranchers, meatpackers, and Kodak production workers.
—Siobhan Angus, Camera Geologica: An Elemental History of Photography
20K notes
·
View notes
Text
#Air pollution prevention#Reducing air pollution#Air quality improvement#Environmental protection#Pollution control#Clean air initiatives#Air pollution sources#Industrial emissions#Green energy solutions#Sustainable practices#Air quality monitoring#Air pollution regulations#Reducing carbon footprint#Air pollution health risks#Clean transportation options#Climate change and pollution#health & fitness
1 note
·
View note
Text
Crowcon GMC-1002-SS Gasmaster Four Channel Display Board | Gas Detection Excellence | Ram Automations
Crowcon GMC-1002-SS Gasmaster Four Channel Display Board | Gas Detection Excellence | Ram Automations
Description:
Discover reliable gas monitoring technology with the Crowcon GMC-1002-SS Gasmaster Four Channel Display Board, crafted to deliver precision and safety in critical environments. This versatile four-channel display board ensures constant and accurate gas detection, providing peace of mind in industrial, marine, and commercial applications. Trust the Crowcon Gasmaster for enhanced safety, quick response, and dependable performance.
At Ram Automations, we proudly offer genuine automation products from globally renowned brands to help you achieve seamless operations.
🛒 Order Now - Crowcon GMC-1002-SS Gasmaster Display Board 👉 https://ramautomations.com/products/crowcon-gmc-1002-ss-gasmaster-four-channel-display-board-used
🌐 Explore Our Full Product Range: 👉 https://ramautomations.com
#Crowcon Gasmaster Display Board#GMC-1002-SS Display Board#Industrial Gas Monitoring System#Industrial Gas Detection Board#Marine Gas Detection Solutions#Process Automation Equipment#Industrial Automation Safety#Gas Detection Board#Gas Monitoring Systems#Crowcon Gas Detection#Industrial Process Safety#Marine Safety Equipment#Emergency Response Systems#Automation Control Systems#Safety Equipment for Factories#Gas Plant Monitoring Equipment#Crowcon Monitoring Equipment
1 note
·
View note
Text
AI Consulting Business in Construction: Transforming the Industry
The construction industry is experiencing a profound transformation due to the integration of artificial intelligence (AI). The AI consulting business is at the forefront of this change, guiding construction firms in optimizing operations, enhancing safety, and improving project outcomes. This article explores various applications of AI in construction, supported by examples and statistics that…
#AI Consulting Business#AI in Construction#AI Technologies#artificial intelligence#Big Data Analytics#Construction Automation#construction efficiency#construction industry#Construction Safety#construction sustainability#Data Science#Generative Design#IoT Technologies#Labor Optimization#Machine Learning#Predictive Analytics#project management#quality control#Robotics#Safety Monitoring
0 notes
Text
How Industrial Monitor Control Systems Improve Safety and Efficiency in Manufacturing Environments
In the fast-paced world of manufacturing, maintaining optimal safety and efficiency is crucial. One way to achieve these goals is through the implementation of advanced industrial monitor control systems. At Pecheanu Air Compressors Inc., we understand how these systems play a pivotal role in improving operational standards.

Streamlining Operations
It offers a streamlined approach to managing complex machinery. By integrating these systems, manufacturers can monitor various parameters in real-time. This capability ensures that all equipment operates within its optimal range, reducing the risk of malfunctions and downtime.
Boosting Safety Protocols
Safety is a top priority in manufacturing environments. Advanced control systems help enhance safety by providing constant surveillance of equipment conditions. These systems can detect anomalies or potential issues before they escalate, allowing for timely interventions. By addressing problems early, manufacturers can prevent accidents and ensure a safer work environment.
Optimizing Energy Use
Energy efficiency is a significant concern, especially with high-energy systems like compressed air. Industrial control systems can help optimize energy consumption by monitoring usage patterns and adjusting settings accordingly. This not only reduces operational costs but also contributes to a more sustainable manufacturing process.
Facilitating Predictive Maintenance
Predictive maintenance is another benefit of using advanced control systems. By analyzing data trends, these systems can predict when maintenance is needed before a failure occurs. This proactive approach helps in scheduling maintenance activities during non-peak hours, minimizing production disruptions and extending the lifespan of equipment.
Improving Data Accuracy
Accurate data is essential for making informed decisions. Industrial Monitor Control systems provide precise data on various operational parameters, enabling better analysis and decision-making. This accuracy ensures that manufacturers can respond effectively to any changes or issues that arise.
Advancing System Integration
Modern control systems are designed to integrate seamlessly with existing equipment and processes. This integration allows for a more cohesive operation, where different components work together efficiently. The result is an overall enhancement in the performance and reliability of manufacturing systems.
Final Thoughts
Implementing industrial monitor control systems can significantly impact safety and efficiency in manufacturing settings. By leveraging these systems, manufacturers can ensure smoother operations, enhanced safety, and optimal energy use. For more information on how these systems can benefit your operations, visit https://pacinc.ca/
1 note
·
View note
Text
SCADA Integrators
The Essential Guide to SCADA Integrators: Enhancing Efficiency and Control
In today’s fast-paced industrial landscape, the role of SCADA (Supervisory Control and Data Acquisition) systems is more crucial than ever. These systems allow businesses to monitor, control, and optimize their operations in real time. However, the effectiveness of a SCADA system often hinges on the expertise of SCADA integrators. In this blog, we’ll delve into what SCADA integrators do, why they are important, and how they can help businesses unlock the full potential of their SCADA systems.
What Are SCADA Integrators?
SCADA integrators are specialists who design, implement, and manage SCADA systems tailored to a company’s specific needs. They play a critical role in ensuring that all components of a SCADA system work harmoniously together. This includes integrating hardware, software, and network elements to create a cohesive system that provides real-time monitoring and control.
Why SCADA Integrators Are Vital
Customization and Optimization: SCADA integrators bring a wealth of expertise in tailoring systems to fit unique operational requirements. They ensure that the SCADA system is not just a generic solution but a customized tool that enhances the specific processes of a business. This includes configuring dashboards, setting up alarms, and optimizing data collection methods.
Seamless Integration: Integrators are adept at bridging various components of a SCADA system. This means connecting sensors, PLCs (Programmable Logic Controllers), and other field devices with the central SCADA software. Their work ensures that data flows seamlessly from the field to the control room, facilitating accurate and timely decision-making.
Enhanced Security: Security is a major concern for SCADA systems, as they are often linked to critical infrastructure. SCADA integrators implement robust security measures to protect against cyber threats and ensure that sensitive data remains secure. This involves setting up firewalls, encryption protocols, and regular security audits.
Scalability: As businesses grow, their SCADA systems need to evolve. SCADA integrators help in scaling the system by adding new components, expanding data storage, and integrating with other enterprise systems. This scalability ensures that the SCADA system continues to meet the changing needs of the business.
Troubleshooting and Support: Even the most well-designed SCADA systems can encounter issues. SCADA integrators provide ongoing support and troubleshooting services to resolve any problems quickly. Their expertise minimizes downtime and ensures that operations continue smoothly.
Choosing the Right SCADA Integrator
When selecting a SCADA integrator, consider the following factors:
Experience and Expertise: Look for integrators with a proven track record and experience in your industry. Their familiarity with specific applications and standards can significantly impact the success of your SCADA system.
Customization Capabilities: Ensure that the integrator can tailor the system to your specific needs rather than offering a one-size-fits-all solution. Customization can lead to better efficiency and effectiveness.
Support Services: Assess the level of ongoing support and maintenance offered. A reliable SCADA integrator should provide comprehensive support to address any issues that arise post-implementation.
Security Measures: Verify that the integrator has a strong focus on security, implementing best practices to safeguard your system against potential threats.
Conclusion
SCADA integrators are indispensable partners in harnessing the full power of SCADA systems. Their expertise in customization, integration, security, scalability, and support ensures that businesses can achieve optimal performance and reliability from their SCADA solutions. By choosing the right SCADA integrator, companies can not only enhance their operational efficiency but also stay ahead in an increasingly competitive market.
If you’re considering upgrading or implementing a SCADA system, investing in a skilled SCADA integrator can make all the difference. With their help, you can unlock new levels of control, insight, and efficiency in your operations.
#SCADA Integrators#SCADA Systems#Industrial Automation#Control Systems#Data Acquisition#SCADA Integration#Industrial Control#System Optimization#SCADA Security#Automation Solutions#Industrial Efficiency#Custom SCADA Solutions#SCADA Support#PLC Integration#Real-Time Monitoring
0 notes
Text
Jamshedpur's Air Quality Crisis: Funds Underutilized Despite Health Risks
Study Reveals Toxic Metals in Air as Pollution Control Efforts Lag Jamshedpur faces severe air pollution, with high levels of toxic metals detected, while only 35.78% of allocated funds for control measures have been utilized. JAMSHEDPUR – The Steel City grapples with a mounting air pollution crisis, as recent studies unveil alarming levels of toxic metals in the air amid significant…
#air quality monitoring#ecological risk index#environmental fund management#environmental health risks#industrial pollution Jamshedpur#Jamshedpur air pollution#pollution control fund underutilization#public health concerns#roadside pollution exposure#toxic metals in air
0 notes
Text

Discover tailored solutions for your display needs with CCest.com's customized LCD controller boards. Our versatile boards cater to a range of applications, offering customizable features and functionalities. Explore our offerings to unlock precise control and optimization, ensuring seamless integration and enhanced display performance tailored to your specific requirements. Read More : https://www.ccest.com/LCD-controller-board/
#gaming monitor#outdoor digital signage totem#customized lcd controller board#industrial panel pc size from 7inch to 32inch
0 notes
Text
/PRNewswire/ -- Air Quality Control Systems Market in terms of revenue was estimated to be worth $107.4 billion in 2024 and is poised to reach $150.7 billion by 2029, growing at a CAGR of 7.0% from 2024 to 2029 according to a new report by MarketsandMarkets™.
#Air Quality Control Systems#Air Quality Control Systems Market#Air Quality Control#air pollution#energy#power generation#enviromental#environment#sustainable development#sustainable#sustainability#sustainable future#Pollution Monitoring#industrial#industrialization#manufacturing#automotive#construction#chemical industry#chemicals#oil#refinery#oil refinery
0 notes
Text
Dick Grayson:
*runs the titans*
*works for the league*
*has a day job*
*solo patrols bludhaven*
*solo patrols New York*
*on call 24/7 for regularly scheduled Gotham crisis(es)*
*training at least 40% of new gen heroes at any given moment*
*infiltrating the current annoying cult, corrupt gov, spy organization, company, mafia group, evil underground ancestral foundations of a city and random corrupt modeling industry*
*monitoring drug pedaling in 3 cities*
*emotionally regulating 80% of his family bc why would they do it themselves? Nah let’s just ruin relationships for fun -cough Bruce cough-*
* maintaining civilian cover*
*canonically does volunteer work*
I am beginning to think nightwing doesn’t have anger issues he’s just overstimulated bc wtf
Like Dick take a break what is this?
————
Dick currently working on infiltrating the mob, after 4 days of 6+ hour patrols bc bludhaven has no chill an Arkham breakout, a performance review at work that took too long, organizing a titans outer space mission, just got back from training Jon Kent: no one call me plz god no one call me I can’t do this I have so much work no one. Call me plz
*phone rings* -it’s tim
He could ignore it but last time he left Tim alone for a month the dumbass lost his spleen and decided a cowl was a fashion choice (equally bad in his opinion)
Dick picking up the phone with his non broken arm: yello
Tim: so I accidentally maybe got kidnapped and maybe also started a cult around the concept of Batman and I’m out of energy drinks. (All equally dire in tims opinion)
Dick popping 4 caffeine pills: shut up I’ll be there in 30 don’t DO ANYTHing.
—————
Jason: sooo I might be engaged to an alien princess
Dick about to pop a Xanax: tell me it’s Kori or at least in this galaxy
Jason: nope
Dick: …. Can it wait
Jason: she wants to eat me, their species is like a praying mantis knockoff but with space and mind control.
Dick: yeah okay give me an hour I’ll call raven
————
Damian: hello Richard
Dick: what did you do.
Damian: I have been kidnapped by my mother
Dick: again
Damian: I feel it would be redundant to say anything
Dick: …….. alright I’ll call the nearest flying hero be there in a bit… keep ur spine where it is Damian or I swear to god-
——————
Bruce: cult
Dick who just got done with an undercover mission: anddd?
Bruce: we need someone to infiltrate it
Dick: I swear to god I. will. hurt. you
Bruce: hnnnn
——-
Babs: I have… acquired a child
Dick who is fighting deathstroke : …okayyyy
Babs who is watching the fight: she’s a little bit … traumatized
Dick, dodging a katana: preaching to the choir
Babs: can you do your whole, human empathy and kindness tell me ur life story I have puppy dog eyes.
Dick: ….
Babs: you owe me
Dick: … one day I will delete all your numbers and disappear
Babs cheerfully: you know no matter where you go I can find you hunk wonder see you in 3 hours don’t die before then!
#nightwing#batman#dick grayson#jason todd#tim drake#batfam#bruce wayne#damian wayne#barbara gordon#batfamily#comics#dc fanon
3K notes
·
View notes