Last Seen Blogs

efeskenti
alper

fashionfromapisces
Fashion From a Pisces

anytonki
Untitled

zombiepigeon
☢️ zombie ☢️

breakfastteatime
Breakfast Tea Time
Text
Printing Paper for Offset Printing Books and Periodicals

Name and Origin
Printing paper for offset printing books and periodicals is a new type of paper developed to meet the rapid printing requirements of offset rotary printing machines, replacing letterpress printing paper. In addition to possessing the general properties of letterpress printing paper, this type of paper also needs to meet the specific requirements of offset printing processes. It is named after its primary application in printing books and periodicals.
Uses and Specifications
Printing paper for offset printing books and periodicals is primarily used for offset printing of various publications, such as books, magazines, and documents. With the significant progress in printing technology in China, offset printing machines are becoming more widespread, leading to an increasing demand for printing paper for offset printing books and periodicals.
This type of paper is classified into three grades: A, B, and C, depending on the requirements of the publication. It comes in three different weights: 52g/m2, 60g/m2, and 70g/m2.
Common Raw Materials
The main raw material for printing paper for offset printing books and periodicals is reed pulp. Large areas of reeds grow in the Panjin region in the northern part of China, and the Dongting Lake area in the southern part also has considerable resources of reeds and rushes. In Europe, the best fiber quality comes from the Danube River region in Romania, but the reeds in both the northern and southern parts of China are of good quality, although reeds and rushes often grow together, making them difficult to distinguish. Additionally, attention should be paid to the degradation of reed fibers in China, as there is a phenomenon of deterioration. While it is possible to use entirely reed pulp for making printing paper for offset printing books and periodicals, adding a portion of chemical wood pulp (especially bleached sulfate coniferous wood pulp) can enhance the paper's quality.
Technical Requirements
Printing paper for offset printing books and periodicals is suitable for monochrome and two-color offset printing of books, documents, and magazines. The main technical requirements include:
(1)Minimal stretch deformation: Due to the multiple overprinting processes on offset rotary machines, if the paper has significant stretch deformation, accurate overprinting becomes impossible, resulting in blurry images and unclear outlines, affecting print quality.
(2)Good surface strength: Since the ink used in offset printing generally has higher viscosity than that used in letterpress printing, offset printing paper's surface strength should be greater to reduce the impact of fluffing on printing efficiency and print quality.
(3)Adequate ink absorption and ink application: With the continuous increase in printing speed, offset printing paper for books and periodicals must have good ink absorption. Otherwise, the printed text may be blurry, or the printed image may be unrecognizable, leading to waste. Due to the overprinting in offset printing, the paper should have a certain ink application to prevent damage from the action of wet water during printing.
Click to learn more about textbook printing, sticker label printing, medicine boxes, case bound book printing, PE bags, Religious book printing, shopping bag printing, catalog printing, and China printing.
(4)The paper should be flat, with a uniform fiber structure and consistent color. Each batch of paper should not have significant differences.
(5)The paper surface should be free of visual defects that could affect printing use, such as sand, hard lumps, folds, wrinkles, various streaks, spots, transparent points, cracks, holes, etc. There should be no paper fragments, remnants, damage, or recessed corners inside the flat paper.
Additionally, printing paper for offset printing books and periodicals has specific requirements for paper whiteness and dust.
0 notes
Text
4 Easy Steps to Achieve Closed-Loop Color Correction in Printing, Efficiently Enhancing Color Consistency
For printing companies and equipment manufacturers, a longstanding challenge exists in maintaining color consistency from digital proofing to printing presses, between different printing machines, and even across different production facilities. While equipment manufacturers strive for shelf consistency, printing companies face challenges in color stability due to different devices, operators, and even production locations. Therefore, in today's fast-paced and high-demand production environment, developing workflows and building reliable control methods to achieve color matching across multiple locations or devices is crucial for enhancing the production quality and efficiency of printing factories.
Application and Current State of Color Management
The past decade has witnessed rapid development in color management technology in China. We have evolved from not understanding G7 certification to cultivating over thirty in-house G7 experts, enabling each production facility to independently complete G7 certification and annual renewals. We have transitioned from being unfamiliar with single-point density meters to equipping each printing press with color scanning systems to track printing color changes, guiding mass production. Despite the gradual complexity of our production control processes and the increasing number of supporting tools and methods, the challenge of color instability still persists.
We attempted continuous printing of 4000 sample sheets, sampling every 100 sheets, tracking and monitoring gray balance color patches at two different locations, and recording measurement values. The color scanning system can track changes in printing color, guiding machine operators to adjust ink keys accordingly to correct colors. While this meets production requirements to some extent, the lag and accuracy limitations of manual adjustments have prevented achieving the desired color consistency control throughout the entire printing process.

In response to the inherent instability of printing colors in recent years and to reduce the subjective impact of operators on production process control, we began developing and applying closed-loop automatic color correction technology through digitization to automate and intelligentize the production process.
Development and Application of Closed-Loop Automatic Color Correction Technology
Currently, there are various closed-loop automatic color correction solutions in the industry, including original equipment configurations on printing machines or third-party technical solutions. Third-party technical solutions have more user-friendly and adaptable designs that can be updated iteratively based on user needs. However, they may have compatibility issues with printing machine systems, especially with newer printing machine systems. While original equipment configurations eliminate compatibility problems, they are expensive, have low market usage rates, and their system interfaces and functionalities may lack user testing and optimization updates, resulting in less-than-ideal user experiences.
There is no inherent good or bad in technical solutions; one should choose the preferred solution that suits their needs. It is crucial to emphasize that the closed-loop automatic color correction system, unlike other color management software and hardware devices, does not immediately function after installation. The system has self-learning capabilities, adjusting and correcting control curves based on the different states of the printing press and the type of substrate during usage. It can also optimize CIP3 data for more accurate ink pre-setting. When used correctly, the accuracy and efficiency of the closed-loop automatic color correction system increase over time. However, improper use may render the system ineffective and even abandoned during the system's self-learning phase. The closed-loop automatic color correction system consists of two main parts: printing color scanning and tracking, and printing color closed-loop correction. The functions of printing color scanning and tracking were implemented ten years ago, with almost all printing presses at Yutong equipped with automatic color scanning systems capable of reading color information from printed sheets. Subsequently, machine operators manually adjusted ink keys based on the readings to achieve color correction throughout the entire mass production process. Currently, we have implemented the second part, i.e., printing color closed-loop correction. The closed-loop automatic color correction system works through four cyclic steps, as shown in Figure 2.

(1) Before printing starts, the system presets the initial ink quantity on the ink fountain based on pre-press CIP3/CIP4 pre-inking data. After preparation, the printing press starts running, and once the ink quantity is in place, a printed sheet is extracted. The scanner reads the color strip, displaying color density data for each ink zone and identifying areas where ink density data exceeds the tolerance range.
(2) The closed-loop automatic color correction system obtains the scanned color data and calculates the adjustment amounts for each ink key corresponding to different color groups based on the differences between the current density and the set target.
(3) The closed-loop automatic color correction system generates ink control information according to the calculation results and transfers it to the printing press system. It automatically adjusts the ink key openings for each color group precisely, thereby adjusting the ink amount to control the density of each color ink.
(4) After the closed-loop automatic color correction system completes the automatic adjustment of the ink keys, the printing press runs again. Once the ink quantity is in place, a printed sheet is extracted, and the scanner reads the color strip, displaying color density data for each ink zone. The results show that the data for each color ink zone is back within the tolerance range, indicating stabilized color.
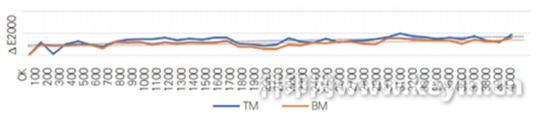
The above steps are simplified, and in actual production, it may take several cycles to achieve stable color. This is related to factors such as the self-learning state of the closed-loop automatic color correction system, the accuracy of the system curve, and the stability of materials. As a comparison, we reprinted 4000 sample sheets using the closed-loop automatic color correction system, sampling every 200 sheets, tracking and monitoring gray balance color patches at two different locations. The recorded measurement values show color deviation as presented in Figure 3. Compared to manual adjustment of ink keys by machine operators, the closed-loop automatic color correction system demonstrates excellent color deviation performance, with minimal color fluctuation and significantly improved batch color stability during mass production.
Click to learn more about book printing, sticker printing, medicine box, hardcover book printing, PE bag, Bible printing, paper bag printing, catalog printing, and printing in China.
In traditional printing processes, manual extraction of printed sheets is required to check colors and adjust ink keys. After data and intelligent optimization of the printing process, the closed-loop automatic color correction system reduces human factors during production, achieving color stability control. Simultaneously, it shortens printing preparation time, improves production efficiency, and ensures color communication uniformity throughout the entire printing workflow and packaging supply chain.
Printing, as one of the Four Great Inventions of ancient China, has evolved through the wisdom and efforts of predecessors. Technical inheritance is our primary task and crucial mission. In today's era of rapid scientific and technological development, combining technological forces with traditional skills on the foundation of inheritance is the sustainable approach. Striving for excellence in intelligent manufacturing is the long-term plan. We look forward to seeing more successful applications of intelligent manufacturing solutions in the printing industry.
0 notes
Text
This might be the two biggest challenges in the application of embossed cigarette pack coding! How to solve them?
Cigarette packs with variable two-dimensional codes have been recognized by tobacco regulatory authorities as the standard form of cigarette packaging due to their advantages in anti-counterfeiting traceability, publicity, and marketing. With the continuous expansion of the scale of coding operations in cigarette printing enterprises, there are still many challenges in the perfect integration of inkjet coding technology with the existing embossing technology.
01
Challenges in Efficiency
The embossed cigarette pack coding mainly adopts the embossing online coding method. The speed of embossing machines in cigarette printing enterprises is mostly around 200 to 300 meters per minute. Considering the quality requirements of two-dimensional codes (resolution greater than 500 dpi) and the limitations of nozzle firing frequency, the current maximum speed of inkjet coding equipment is around 150 meters per minute, which is equivalent to cutting off 50% of the production capacity of embossing machines, severely reducing the production efficiency of embossing. Below is an analysis using the online inkjet coding equipment of a certain enterprise.
A 10-color BOBST embossing machine equipped with 6 sets of printing units, with 2 G6 nozzle units arranged before and after each printing unit. The horizontal resolution of the two-dimensional code is determined by the physical resolution of the nozzle and is independent of the equipment speed and nozzle firing frequency. The maximum horizontal resolution of the G6 nozzle is 600 dpi, which can basically meet the coding requirements. However, the vertical resolution is related to the equipment speed and nozzle firing frequency. The maximum firing frequency of the G6 nozzle is 50,000 times per second. We can calculate the maximum speed corresponding to a vertical resolution of 500 dpi as follows.
Firing frequency of 50,000 times per second means each firing requires 1/50000 second; 500 dpi means 500 dots per inch, so the time to fire 500 dots is 500 × 1/50000 second. At this time, the equipment speed is 25.4 ÷ (500 × 1/50000) = 2500.4 millimeters per second, which is equivalent to 150 meters per minute, the maximum speed corresponding to a vertical resolution of 500 dpi. When the speed is increased to 200 meters per minute, the firing frequency of the nozzle has reached the limit of 50,000 times, and there is no possibility of further improvement. At this time, we can calculate the vertical resolution of the printed two-dimensional code as follows: 200 meters per minute is equivalent to 3333 millimeters per second or 131.2 inches per second. Thus, the vertical resolution of the two-dimensional code is 50000 ÷ 131.2 = 381 dpi, far below the requirement of 500 dpi resolution.
Solution:
(1) Select nozzles with higher firing frequencies, but the cost will be high.
(2) Update and upgrade the inkjet printing control software. Although the aforementioned inkjet coding equipment has 2 G6 nozzles arranged before and after each printing unit, these 2 nozzles repeat printing. Under the same firing frequency and equipment speed, it does not help to improve the resolution of the entire two-dimensional code.
The horizontal resolution of the two-dimensional code, 600 dpi, is achieved by the interlaced printing of 4 nozzles each with a resolution of 150 dpi. We can use this technology as a reference and control it with software. Let the first nozzle complete 50% dpi of the coding vertically, and the second nozzle complete the other 50% dpi in an interleaved manner. Printing with 2 nozzles in an interleaved manner doubles the firing frequency of the printing unit. According to the previous calculation method, the speed of coding can be doubled, reaching a maximum of 300 meters per minute.
02
Challenges in Consumption
Due to the structural characteristics of the nozzle and the properties of UV printing ink, the channel and nozzle of the nozzle are prone to clogging. Each clogging will cause the entire embossing line to stop, leading to frequent start-stop consumption of embossing lines, which is a great pain for cigarette label printing enterprises.
Click to learn more about book printing, sticker printing, medicine box, hardcover book printing, PE bag, Bible printing, paper bag printing, catalog printing, and printing in China.
Solution:
(1) Use higher-quality UV printing inks; do not attempt to frequently replace inks of different models (because inks of different models may undergo chemical reactions, leading to clogging of nozzles).
(2) Strictly follow the operating instructions to clean and maintain the nozzles, leaving no room for luck.
(3) Try to use different printing areas of the nozzle to print two-dimensional codes, which requires different settings for the two-dimensional code template before printing. Such use can not only reduce the frequency of nozzle clogging but also extend the service life of the nozzle.
With the development of inkjet printing technology, we will have more methods to deal with the challenges mentioned above, and embossed cigarette pack coding will also take a step to a higher level.
1 note
·
View note