
Don't wanna be here? Send us removal request.
Statistics
We looked inside some of the posts by okkcats and here's what we found interesting.
Average Info
Notes Per Post
0
Likes Per Post
0
Reblog Per Post
0
Reply Per Post
0
Time Between Posts
5 days
Number of Posts By Type
Text
17
Last Seen Tumblr Blogs





Fun Fact
Hackers stole 65M passwords from Tumblr in 2013.
Text
The manufacturing of PCB Milling Boards
PCB Milling boards
Boards (circuits boards, printed circuit boards, …) can be manufactured in many ways, in this article, there’re two PCB milling ways we would like to introduce. The first way goes like this:
• Making a movie • Exposure of the photosensitive base material • Develop • Etching • Drilling • Decoating • Coating with soldering varnish
PCB Insulation milling
The second way of PCB manufacturing-PCB milling, which at first seems more attractive, is insulation milling. This requires the following steps:
• Generating the milling data, preferably as G-code according to DIN 66025 • Clamping the base material • Milling the contours of the conductor tracks • Drilling the holes for the components in the same clamping • Coating with soldering varnish
The following points speak for the insulation milling:
• The basic PCB material is cheaper • The panic with chemicals falls away • The production of a single PCB prototype is faster
On the other hand, it speaks against:
• You need an appallingly expensive CNC milling machine, along with the necessary control electronics and PCB software. Nothing should go below 2,000,- Euro total costs, even in self-construction. As a PCB manufacturer in China since 2006, MOKO Technology manufactures PCB with advanced CNC milling machines to assure good quality • Expensive carbide cutters are required for milling, which usually last only 1 – 2 European boards • Creating the milling data is not easy • Setting the PCB milling parameters is difficult and usually only works with trial and error • Milling a one-sided European board can take more than an hour • The milling dust (glass fibers!) may be harmful to health
PCB manufacturing procedure

If you still want to mill your printed circuit boards, here is the procedure you can use to produce the board shown above with the dimensions 100 mm x 60 mm. This is the control board of the spindle motor of the milling machine. The board is only one-sided, but the production of double-sided boards is possible according to the same process. It is important that a trace width can be created, which makes it possible to perform a trace between two IC connections. Otherwise, only very simple boards can be milled. The fact that it can be successful in this shows the following cut-out enlargement:
The trace width should be around 0.3 mm, the distance between the traces and soldering eyes about 0.4 mm. This means that the PCB board can also be soldered sensibly without constantly soldering traces with each other. However, this requires a decent soldering iron with a thin, long tip and good soldering wire (0.5 mm).
The software pcb-gcode
Without appropriate software, of course, nothing works. You can use the layout software Eagle to design the printed circuit boards, of course, if you find MOKO Technology, you can get PCB design as free with your PCB manufacturing need. Eagle has a freeware version for trying out and for smaller projects. This is also interesting for people who use a different layout program, as we will see later.
However, creating PCB milling programs for insulation milling is not a standard function of Eagle. But because it is possible to have such functions carried out by so-called “ULPs” (User Language Programs), a man named John Johnson has earned himself to write a suitable ULP.
The ULP can be downloaded from the CadSoft download page. First, look for the “PCB-gcode.zip” ULP. Unfortunately, there is no search function, but the ULPs are sorted alphabetically. Download the zip file and unzip all the files it contains to the c:-programs-EAGLE-4.12-ulp directory.
Now, if you type “run pcb-gcode -setup” in Eagle’s layout view on the command line, the following configuration screen should appear:
Here you set the following parameters:
1.Top Side (top of the PCB board, side of the component)
• Generate top outlines – Generate PCB milling data for the conductor tracks of the top • Generate top drills – Create drilling data for the top • Generate top fills – Create milling data to remove all copper between traces and soldering eyes (usually not required)
2.PCB Bottom Side (bottom of the board)
• How the parameters of the top
3.PCB Board (parameters that apply to the entire board)
• Generate Milling – generates milling data from the mill layer of the board (e.g. outline or larger cutouts) • Isolation Default – this should be a very small value, 0.0025 is OK • Isolation Maximum – the maximum width of the insulation • Isolation Step Size – how much wider the insulation becomes with each pass
4.CB Units (units of measure)
• Microns – thousandths of a millimeter • Millimeters – millimeters • Mils – Thousandths of An inch • Inches – inches (25.4 mm)
Then click on the “Machine” tab. The following window appears:
Here you set the following parameters:
5.Z-Axis (Z-Axis settings)
• Z High – A position that avoids collisions with clamping devices • Z Up — The position on which the Z-axis is driven over the board when positioning in a hurry. Should not be chosen too high to save time • Z Down – Intrusion depth of the cutter • Drill Depth, slightly more than the thickness of the printed circuit board • Drill Dwell – Bore time • Milling Depth – PCB Milling depth for outlines and cut-outs, slightly more than the thickness of the board
6.Tool Change
• Position on which the Z-axis is driven for convenient tool change
Spindle (milling spindle)
• Spin Up Time – Time in seconds to keep the spindle at speed • Etching Tool Size – Width of the engraving stitch for milling the trace outlines (see below)
7.Feed Rates
• XY – Feed speed for the X and Y axes during PCB milling • Z – Immersion speed of the cutter
Then click on the “GCode Style” tab. The following window appears:
Here you can now set for which PC control program the code should be generated. This is what a so-called “post processor” (.pp) does. As a fan of Mach3, I chose “Mach”. If there is no post-processor for the control program you are using, you can create one yourself by doing the following:
• Choose the post-processor that comes closest to the desired one • Then open the gcode-defaults.h file in the directory C:-Programs-EAGLE-4.12-up with the editor • Make the necessary changes • Do not change the format codes such as “%f”, “%d”, etc. • Save the file under a new name, e.g. “Cover.pp”
Then, when you click Accept, the configuration changes are saved. Clicking “Accept and make my board” saves the configuration changes and starts generating the milling and drilling data. Clicking “Cancel” discards all changes.
Generating PCB milling and drilling data in Eagle
Generating the data from Eagle is very easy, but some detail needs to be considered to create a usable circuit board. First, you should set the “Design Rules”. To do this, enter “DRC” on the command line or click on the corresponding icon. The design rules window appears.
First, click on the “Clearance” tab and set all distances to 16mil (0.4 mm). This is, first of all, a good starting point for your own experiments. Then click on the “Sizes” tab.
Set the minimum track width to 16mil (0.4 mm). This is important when working with the Autorouter. Then click on “Restring”.
Set the pads (component connectors) to 16mil. This ensures that they do not become too small. All values are those with which I work and with which I have achieved good results. Of course, you may be able to achieve better results with other values.
Then click “Check”. You will probably get a list of errors that complains of too few distances between the traces. Change the spacing accordingly. However, you can ignore too few distances where traces are performed between IC ports. They should not make the traces narrower there either.
If everything is fine, type “run pcb-gcode” on the command line
The following files are then generated, all of which have the name of your schematic file, to which the following extensions are attached:
• top.nc: the trace outlines for the top of the board • bot.nc: the trace outlines for the bottom of the board • tf.nc: Milling data to remove the remaining copper on the top (usually not necessary) • bf.nc: Milling data to remove the remaining copper on the bottom (usually not necessary) • td.nc: Drilling data, seen from the top. In the beginning there is a table with the required drill diameters. Due to the conversion inch millimeters with partly “crunch” values. Just take the drill that comes closest.
These are to be used in the production of one-sided boards, otherwise, the board would have to be turned over. mt.nc: Milling data for outlines and cutouts, seen from the top. mb.nc: Milling data for outlines and cutouts, seen from the bottom.
These files are written to the same directory as your schematic file.
For a first test, you can now open the top.nc or bot.nc in Mach3 and view the result. Presumably, the display of the milling webs is outside the preview window. Therefore, reduce the size of the display until you see the board. Then move and move them until you have a clear picture:
Click on the image to see it in full size and check the outlines of the traces and component connectors. Particularly critical are the places where traces are carried out between component connections. If there is no milling track between the conductor track and the connection, then you must reduce the width of the milling stitch in the configuration (Etching Tool Size).
Clamping the board
To be able to mill the board, you must first clamp it. It makes a significant difference whether you work with an engraving depth controller or not. The engraving depth controller ensures that the PCB milling stitch always has the same immersion depth at all points of the board. Because the Stichel is V-shaped, the depth determines the width of the insulation, i.e. the milled web. If this becomes too wide, then your traces disappear into the nirvana, it becomes too narrow, copper stops and leads to short circuits. The depth controller on my machine looks like this:
The short pipe at the front is the connection for the vacuum cleaner, the micrometer screw is used for height adjustment. I will describe how the depth controller works and is built elsewhere.
Because the engraving depth controller presses the board firmly on the underlay, it does not need to be secured against lift-off. Instead, it is important to secure the board against slipping. For this purpose, I have built a frame consisting of 1.0 mm rigid aluminum sheets on a wooden plate.
Two sheet metal strips form an angle into which the board is pressed by two wedges of the same material. The image should make the principle understandable. This type of fastening has the advantage for series production that the boards are always clamped in the same position. So I can first mill all the boards and drill them in one pass without having to constantly change the program and the tool.
The PCB milling tool
You can use engraving stitches for milling, which are parts made of carbide round rods, in which half is ground away in the lower area. These are then sanded at different tip angles. The grinding angle is always half the size of the tip angle. The tip is slightly sanded, resulting in a cutting edge. Cutting width and tip angle can be selected when ordering. So far, I have achieved the best results with 0.1 mm cutting width, a tip angle of 40° and a milling depth of 0.2 mm. The drawing shows a trick:
The shaft diameter should be 3 mm, which also fits with Proxxon collets. There are also stitches with 1/8 inch shaft diameter, which do not fit properly into the 3.2 mm collet and tend to “egg”. Take a look at eBay, there are several vendors. Make sure that you get stitches with a finished cut edge, you have to grind stitches without cutting with a stitch grinding machine yourself.
Workpiece zero point
The workpiece zero points is located on the left front edge of the PCB board in the milling data for the top. At the bottom, however, it is located on the right, front edge. All coordinate values of the X-axis are negative!
Height
If you work with an engraving depth slider, you know how to adjust the height. Otherwise, the easiest way is to clamp a cutter and drive it over the board for a short time. Then loosen the chuck and drop the cutter onto the board. Then tighten the feed again and set the Z-axis to zero. Don’t forget to drive the Z-axis up a bit again!
Immersion depth
The immersion depth is very critical because this results in the width of the PCB milling web. The formula for this is:
Cutter 40°: Width = Immersion Depth * 0.7279 Cutter 60°: Width = Immersion Depth * 1,1547
You need a certain minimum immersion depth (0.15 – 0.2 mm in my experience), otherwise, a ridge will be created at the milled webs. Since inaccuracies of the machine also play a role, I advise trying some of the pieces of waste.
Spindle speed
The speed of the milling spindle should be as high as possible in order to achieve a burr-free cut. Spindle speeds from 20,000 rpm are OK. However, on my machine with 6,000 rpm also quite clean boards are available.
Milling
Now it’s time to start! Also pay attention to the necessary safety distance of the cutter and that there are no clamping means in the way. Don’t forget to turn on the spindle! You probably won’t be satisfied with the first result and will have to experiment a bit.
Drilling
One of the charms of the process is that you can drill the board immediately. To do this, you need the drilling data on the respective page. The holes go through the whole board in any case but are mirror-image at the bottom to the top, i.e. also with the drilling data the zero points of the bottom is the right front. As soon as a drill change is required, the PCB milling program stops and moves the spindle to the position you specified for the tool change.
Double sided PCB
As already mentioned, the production of double-sided boards is also possible. To do this, place a separate, small hole in the layout of the board and note the coordinates. To do this, enter “info” on the command line and click on the hole. You will then see a small window
The first coordinate (52.07) is the X-axis, the second is the Y-axis, seen from the top. If you turned the board after milling and drilling the top, position the center of the milling spindle exactly over this hole and enter the coordinate values as the X and Y positions in the controller. You have to enter the X-coordinate as a negative value!
Other PCB layout programs
If you are working with a different layout program, you can read the Gerber and Exelon data using the Eagle Power Tools and then generate the milling data from it, and as per a PCB manufacturer that you can trust, MOKO Technology can be a good choice as we’re professional in manufacturing and assembling printed circuit boards since 2006, we’re also open to answer any of your questions on the issues of your PCB boards!
0 notes
Text
What is High Tg PCB
High Tg PCB Board

Tg means glass transition temperature. There are also a lot of different High Tg PCB materials that are not listed here, other countries, other companies prefer different materials. If without special notification, we will normally use SYL’s S1170.
6 layers high TG FR4 PCB with blinded holes
Board thickness: 1.6 mm
Minimum. Hole diameter: 0.3 mm
Minimum. Line width: 5.0mil
Minimum. Line spacing: 4.8mil
Surface treatment: immersion gold
Were they from high-TG materials?
The access to a high high-TG material is that it is possible to increase the continuous operating temperature and thus also to higher currents. The continuous operating temperature is the temperature at which the circuit board can be operated continuously without being damaged. Gold plated as a rule of thumb that the TÜV is at about 20 ° C below the specified TG. This difference should serve as security because that means that loading on the TG definitely leads to the destruction of the circuit board.
High-TG material certainly feels like a “special technology”. In the automotive industry, this material is in demand due to the higher temperature resistance – with increasing authorizations and ever-increasing settings. TGs around 130 ° C is the lowest limit of FR4 materials today, but many many multilayers will become TG150 ° C. The temperature of the glass transition The temperature at which the material initially softens because the glass fiber fabric softens.
Exactly from high-TG material one speaks practically from a TG of 170 ° C. This high-TG material up to TG170 ° C becomes like normal FR4 based on epoxy resin and how it should be like a normal circuit board. The exceptions in the process are a drilling parameter because the material contains special fillers. A high TG material can be taken care of, taken care of one eye and taken care of more.
How are the high-TG materials ordering rights?
At Bittele Electronics we offer complete solutions for PCB assembly for all types of requirements related to the production of high-quality PCBs and PCB assembly. One of the most common special requirements for PCB manufacturing is the requirement for high-temperature tolerance to withstand the demanding operating conditions and/or environments.
Our customers often have questions about the temperature requirements for the PCB assembly process itself and whether a certain material selection is required for the lead-free PCB assembly or not.
High TG PCB manufacturer and manufacturing ability
Moko Technology can produce high-Tg circuit boards with a Tg value of up to 180 ° C.
The following table lists some of our commonly used materials for manufacturing high-temperature circuit boards.
Material TG
(DSC, ° C) Td (Wt., ° C) CTE-z (ppm / ° C) Td260 (Minimum) Td288 (Minimum) S1141 (FR4) 175 300 55 8 / S1000-2M (FR4) 180 345 45 60 20 IT180 180 345 45 60 20 Rogers 4350B 280 390 50 / /
One can refer to our direct relationship table as a guideline:
Material TG TÜV FR4 standard TG 130 ° C 110 ° C. FR4 medium TG 150 ° C 130 ° C. FR4 high TG 170 ° C 150 ° C. Polyimide super high TG material 250 ° C 230 ° C.
The properties of high Tg materials are listed below:
Higher heat resistance Lower the CTE of the Z-axis Excellent thermal resilience High resistance to temperature changes Outstanding PTH reliability Pcbway offers some popular high tg materials S1000-2 & S1170: Shengyi materials IT-180A: ITEQ material TU768: TUC material
Types of PCB board material
There are many types of PCB board material, each board specification is different, its material, price, parameters, etc. are also different.
Depending on the grade from low to high:
The details are as follows:
94HB: ordinary cardboard, without fireproof (the lowest material, punch, can not make PCB power).
94V0: flame retardant cardboard (punched holes).
22F: one-sided half-glass fiber plate (punched holes).
CEM-1: single glass fiber plate (must be drilled by the computer, holes cannot be punched).
1. The quality of the flame retardant properties can be divided into four types: 94V-0 / V-1 / V-2/94-HB
2. Prepreg: 1080 = 0.0712 mm, 2116 = 0.1143 mm, 7628 = 0.1778 mm.
3. FR4, CEM-3 are all for material type, FR4 is fiberglass and CEM3 is the composite substrate.
4. Halogen-free is a substrate that does not contain halogen (elements such as fluorine and iodine), since bromine produces toxic gases when burned, it is not harmful to the environment.
5. Tg is the transition temperature of the glass, namely the melting point.
Moko Technology has been a professional circuit board manufacturer for many years, can provide customers PCB solution for most types of circuit boards from one source, just contact us freely.
We are one of the leading Chinese manufacturers focused on the manufacture of FR4 circuit boards. If you are interested in our PCB solution for the high TG fr4 board, please contact our factory. We are certain that we can offer you the best quality products on time and excellent service from a single source. Hot Tags: PCB solution for high TG fr4 board, china, factory, manufacturer, manufacturing
Why is none of the TG specified in the datasheets?
With some common high-frequency materials, the TG is not taken into account in datasheets. This is due to the technical origin of the importance of the TG concentration since this is the “glass transition temperature”. In principle, this is also the case for polyimide material. In general, with ceramic or PTFE material you can usually have a “TG” of 200 ° C or more.
What should you think about flexible polyimide boards?
Rigid flex circuit board
With flexible printed circuit boards, it should be noted that despite a polyimide, they are usually also equipped with an epoxy component. Even with adhesive-free material, an adhesive would come into play when the cover film or stiffeners were stuck on, as a result of which the TG of the flexible circuit, despite polyimide as the main component, lies in the area of the epoxy.
What can a solder resist withstand?
Conventional solder resists sometimes have a load limit well below the material’s TG. For high TG material for applications above these areas, we, therefore, recommend either manufacturing without solder resist and, if necessary, protecting the entire assembly with appropriate high-temperature protective lacquers. Alternatively, discoloration of the paint at very hot temperatures should be expected.
Then please contact us and we will be happy to supply prototypes from Asia so that the later series material can be correctly qualified.
“Tg” refers to the glass transition temperature from a printed circuit board, indicates the point at which the board material begins to transform. We manufacture standard printed circuit boards with materials offering a TG value of 140 ° C, which can withstand a moderate operating temperature of 110 ° C. Incidentally, PCBonestop also offers high TG printed circuit boards to online customers.
If the Tg of PCB substrate is increased, the heat resistance, moisture resistance, chemical resistance and stability of printed circuit boards will be improved as well. The high Tg applicates more on top free PCB manufacturing processes.
Therefore, the difference between general FR4 and high Tg FR4 is, when hot, especially in heat absorption with moisture, high Tg PCB substrate will perform better than general FR4 in the aspects of mechanical strength, dimensional stability, adhesiveness, water absorption, and thermal decomposition.
China high TG PCB supplier
High TG PCB – High-temperature PCB for PCB applications that require high temperatures.
In recent years, more and more customers have asked to produce high Tg circuit boards.
Since the flammability of the printed circuit board (PCB) is V-0 (UL 94-V0), the printed circuit board changes from the glassy to the rubbery state when the specified Tg value is exceeded and the function of the PCB is impaired.
If your product is operating in the range of 130 degrees Celsius or higher, you should use a circuit board with a high TG for safety reasons. The main reason for the Hi TG board is the shift to RoHS boards. Because of the higher temperatures required for the lead-free solder to flow, most of the PCB industry is moving towards Hi-TG materials.
Attempting to reduce heat build-up on your circuit board can affect the weight, cost, performance requirements, or size of your application. As a rule, it is cheaper and more practical to simply start with a high temperature, heat resistant circuit board.
If your application is at risk of exposing your PCB to extreme temperatures or the PCB has to be RoHS compliant, you should consider high TG PCBs.
Multi layer circuit boards with many layers
Industrial electronics Automotive electronics Fineline trace structures High-temperature electronics
Heat dissipation considerations
High TG PCB circuit boards are very important if you want to protect your circuit boards from the high temperatures of the application process or the extreme temperatures of the lead-free assembly. However, you should, of course, consider several methods of pulling the circuit board Extreme heat generated by electronic applications away from your board.
What is FR-4?
FR-4 circuit boards are divided into four classifications, which are determined by the number of copper trace layers contained in the material:
• Single-sided circuit board / single-layer circuit board • Double-sided circuit board / double-layer circuit board • Four or more than 10 layers of PCB / multilayer PCB
High TG PCB advantages
High glass flow temperature (TG) High-temperature resistance Long peel resistance Small expansion of the Z-axis (CTE)
High TG PCB Application:
Automobile
Backplanes
Server and network
Telecommunications
Data storage
Heavy copper application
Main features
Advanced high Tg PCB resin technology
Industry-standard material with multi-functional epoxy resin with high Tg (175 ℃ from DSC) and excellent thermal reliability.
The world is going green – Why are halogen-free base materials the better solution when PCB requirements are high?
According to IEC 61249-2-21: Definition of “halogen-free” the following applies: – maximum 900 ppm chlorine – maximum 900 ppm bromine – a total maximum of 1500 ppm halogen As a result, halogen-free materials predominantly use phosphorus, nitrogen, ATH as halogen-free flame retardants.
Today, modern base materials are classified according to the following UL classification, which also expresses the different nature of the base material in the standardization. FR 4.0 – filled and unfilled epoxy resin systems Tg 135 – 200 TBBPA FR 4.1 – filled and unfilled epoxy resin systems Tg 135 – 200 halogen-free
A new additional classification has been available for two years: FR 15.0 – filled epoxy resin systems TBBPA RTI 150 ° C FR 15.1 – filled epoxy resin systems halogen-free RTI 150 ° C The replacement of the flame retardant TBBPA with halogen-free flame retardants is linked to other chemical properties of the resin systems. The bonding energy of the resin system increases significantly and serves as the basis for the improved thermal properties of the halogen-free materials. This increased binding energy also improves the adhesion problem with the glass fabric, which in turn has a positive effect on the CAF performance. The lecture shows various examples of improved properties such as heat stability and CAF behavior in small HW-HW, which have been proven in practice.
Factors to consider in terms of thickness
Compatibility with components: Although FR-4 is used in the manufacture of numerous types of printed circuit boards, its thickness affects the type of components used.
Space requirements: When designing a circuit board, it is extremely important to save space, especially with USB plugs and Bluetooth accessories.
Design and flexibility: Most manufacturers prefer thicker printed circuit boards. With FR-4, a carrier that is too thin could break if the circuit board is enlarged. Thicker PCBs are flexible and at the same time allow “V-grooves” (notch cuts).
The environment in which the circuit board is to be used must be taken into account. With electronic control units in the medical field, thin printed circuit boards guarantee lower loads. They can bend and deform when the components are soldered.
Impedance control: The thickness of the printed circuit board includes the thickness of the dielectric medium, in this case, the FR-4, which facilitates the impedance control.
If you want to integrate your printed circuit boards in products where the use of components is not easy and which are not very suitable for a rigid printed circuit board, you should also prefer another material: polyimide/polyamide.
Product category of high TG PCB, MOKO Technology is a specialized manufacturer from China, blank PCB, high TG PCB supplier/factory, wholesale high-quality products of high TG PCB r & d and production, we have the perfect after-sales service and technical support. Look forward to your cooperation!
0 notes
Text
Extremely high density PCB
High density PCB construction
High-density ICs force high density PCB designers to find new design strategies to either have more functionality on smaller plates – in end-user products – or much more function on larger parts.
Another generation of smaller elements on integrated circuits is on the way. This is in the 65 nm range, but some IC manufacturers are already developing prototypes with 45 nm elements. The smallest elements in currently produced ICs, about 90 nm, already conflict with the physical basis of the connection.
Printed connections, or tracks, can only be small until signal integrity and performance distribution problems occur on the disk. The assembly of the new chips on each plate type will require both some new strategies as well as those used in the past.
These problems in the design of printed circuit boards are known: receiving signals from ICs and sending them to ICs, maintaining signal integrity, and distributing power to the components of the disk. Signal integrity means avoiding crosstalk, which occurs when traces are too close to each other, and managing impedance to avoid signal reflections that are more likely to occur in too long a track because they occur on very large high density PCB plates
There is also a new complication: very short rise and fall times. Then, even with very short tracks, potentially additional impedance problems may occur.
Five years ago, a Terabit Internet router was a top product. It contained 52 PCBs and was half a rack or 3 feet high, 2 feet deep and 18 inches wide. Now the router has only one PCB and is only 1.5 inches high. If we had been told at the time that an IC could house billions of transistors and 10 Gbps-compatible tracks, we would have laughed. Now I don’t know if there are any size and speed limits at all.
The signal integrity issues on disks with smaller ICs and tracks can often be handled with familiar techniques: managing track size and separation to minimize crosstalk and construct track connections with appropriate resistors to avoid reflections. We consider thousandths of an inch as minimum track width, and 7 to 8 thousandths of an inch as the minimum distance between them, no matter how many pins a chip has. He prefers a separation of 10-thousandths of an inch.
New PCB Architectures
The design of high density PCB has taken two paths. One leads to the PCBs that are really high-density, used in mobile phones, digital cameras, and other consumer and home electronics devices, where all circuits fit on a thumb nail-sized board and power must be distributed sparingly to extend the service life between individual charges. The other leads to high-performance PCBs in supercomputers, extreme high-speed routers, and similar systems.
On these tiny PCBs, PCB designers don’t have to squeeze components in confined spaces, but performance with low power requirements is everything. Larger PCBs operate at very high speeds. The two types of high-density disks have different problems, while designers scale down to the next generation of ICs with smaller elements.
For high-performance disks with ICs that have 1,000, 2,000, or even more pins, the physical limits imposed by standard connections probably require radically different design techniques.
One example, a self-proclaimed signal integrity evangelist whose company, be The Signal, is located in Olathe, Kansas, is a cube-shaped 3-D PCB.
This is not a collection of stacked layers. It’s an integrated design that’s specific to 3-D, where all important processes run vertically across multiple layers of processors.
Other techniques focus on laminates. Manipulation of laminate material can help reduce signal loss, and very thin plates can support shorter and more connections. Some new production laminates are only 2 thousandths of an inch thick and become thinner. According to Bogatin, these laminates can allow designers to halve the number of layers in a PCB while improving performance provision.
Operating speeds of high density PCB increased from 10 to 20 MHz in the 1980s to gigabit-per-second in the 21st century. In the 1980s, you could design a plate with your eyes closed. Now you have to open both eyes wide.”
Simulation and training
As the panels become more complex and their manufacturers don’t want to waste 1,500-pin ICs due to poor design, simulation and modeling are critical to PCBs. If something doesn’t work, you need to take qualified action, and you can’t get on with tried-and-tested rules of thumb. Disks are increasingly similar to ASICs [Application Specific Integrated Circuits], and now we increasingly need the same type of simulation as for as ICs. Simulation tools that generally do this are now available, but performance integrity toolsets are still missing today.
Extremely high density PCB

MOKO Technology shows the technology platform Dencitec, which allows an extremely high density of integrated functions for printed circuit boards with high throughput.
These options include conductor and spacing widths of up to 25 μm with copper thicknesses of 20 ± 5 μm on all conductive layers, laser via diameter of 35 μm, residual rings with a diameter of 30 μm on the inner layers and 20 μm on the outer layers, copper-filled blind vias with the possibility of via stacking and vias in pads. This leaves more space for the integration of additional options such as energy supply (batteries, etc.). In addition, modern materials enable the manufacture of ultra-thin circuits, such as four-layer flex circuits with a total thickness of fewer than 120 μm. In contrast, commonly used standard processes only deliver good results up to conductor widths and spacings of 50 μm and classic semi-additive processes such as thin-film technology enable conductor widths and spacings of less than 15 μm but are generally limited to production formats.
A simulation of the galvanic copper deposition in the PCB production
Before we produce a high density PCB board, we carefully analyze the data received. This is how we find all potential effects on production, which could impair the quality and long-term reliability.
Until now, electroplating has been a field in which hardly anyone has been able to determine exactly how a particular design will behave. The copper layer thickness that is deposited on the circuit board depends on the layout density. If the density is low, we risk building too much; if the density is high, we risk too little build-up. A copper structure that is too strong means that the holes in the holes become too small. A copper structure that is too low means that the hole walls are too weak so that the plated-through holes can break during assembly and lose their long-term reliability.
The goal is a uniform copper density and a uniform structure over the entire circuit board. We take this into account as much as possible when placing the printed circuit boards on our production benefits. We can place additional copper patterns (so-called compensation surfaces) between and around the circuit board to compensate for the density. Nevertheless, we are limited to these methods because we cannot modify the actual design of the circuit board. Only the developer can do this.
Historically, there have been no developer tools to determine copper density. Today MOKO Technology offers a solution with a color-coded image of the printed circuit board, which shows the potential areas of the superstructure and substructure of copper.
We use special Galvano-simulation software that divides the board into small cells. The copper density of each cell is compared to the average copper density of the entire circuit board and color is then assigned to this cell. A copper density lower than average is colored on a scale from green (average), yellow and orange to red. The more red, the lower the relative density and the higher the risk of excessive copper build-up in this area. Cells with a higher copper density are colored on a scale from green to dark blue. The more blue, the greater the risk of insufficient copper build-up.
Armed with this visual data, the developer can add copper areas in low density areas or reduce large copper areas.
In addition, we will provide a galvano index that measures the uniformity of the copper density on the circuit board. A completely uniform circuit board has an index of 1. This means that no electroplating problems are to be expected. Lower values show less uniformity and are highlighted on the visualized image by red and blue areas. If the index falls to 0.8 or less, special attention is required. In the example shown above, the galvano index is 0.65. The blue area, which is too small, can be clearly seen.
The galvano picture is created when a new order is placed. This galvano picture is part of “PCB Image”, a realistic representation of your printed circuit boards, which we will send you together with the order confirmation. In the near future, this simulation will become part of the price request function. We will do a number of checks and create a report from them. Based on the galvano picture, which was also created, the designer can see whether he can make changes to improve the uniformity of his high density PCB circuit board.
After the modification, the galvano index is 0.95. The picture shows a uniform copper deposition.
Galvano simulation – good galvano index layer pattern – good galvano index
Of course, there may be design restrictions that make a less uniform copper density unavoidable. For this we are preparing another solution to improve the quality and reliability of the finished printed circuit board. The Elsyca Intellitool anode matrix project will further improve the uniformity of the final copper structure.
More packing density for complex electronics
The high density PCB boards have to keep up with the advances in microchips. Circuits with a high packing density represent a technological leap, which should have as far-reaching consequences as the transition to surface mounting in the mid-eighties.
Progressive miniaturization of components, chips, and systems will mean a drastic technological leap for printed circuit board manufacture in the coming years as well as due to the introduction of surface mounting (SMT) in the mid-eighties. The highest growth rates are currently to be expected in the field of high-tech circuits because the integration success of the microchips means that the connection technology is also required. The challenge is to produce the finest structures for printed circuit boards with high integration density (High-Density Interconnection – HDI) economically.
So far, the contacting problems with multi-pole components have been solved by moving some of the connections to one or more additional signal layers. However, the production of multilayer circuits (multilayer) is comparatively complex and therefore costly. However, the number of layers can generally only be reduced by using finer conductor pattern structures or by using smaller hole diameters. In order to electronically connect the individual signal layers of the circuit board to one another, the conductor tracks are so-called vias, i. H. drilled and then metalized holes led to the next level or the underside of the plate. Since a printed circuit board can have several thousand holes, there is enormous potential for savings simply by reducing the hole diameter. Mechanically, however, such micro holes (micro vias) with a diameter of less than 0.1 mm can only be produced with lasers, whereas traditional drilling at 0.2 mm reaches its limits.
However, micro vias are only the first step towards even more complex circuits in fine-wire structuring. The particularly critical work steps here include the entire photo process, with the help of which the copper cladding of the circuit board base material is usually structured. The ultra-fine conductor technology places particularly high demands on the exposure and on the subsequent etching step. If structures with a width and spacing of less than 0.1 mm are to be realized in series production, the production yield drops dramatically in some cases. This can be remedied by new production methods that significantly simplify the entire photo process. This includes direct laser exposure, which describes the photoresist directly with the conductor pattern. The conventional exposure step using a film is completely eliminated.
Technically, direct exposure is superior to previous contact exposure because it offers more flexibility with regard to lot sizes and a higher structure resolution. The number of process steps can thus be significantly reduced. Running costs for clean room, films and masks, photoresists as well as the resulting expenses for the disposal of environmentally harmful materials and residues are also reduced with this procedure. Higher yields can be achieved especially with very fine conductors, since the high coherence of the laser beam enables reliable imaging of the smallest structures with minimal under-radiation. And due to the higher depth of field of the direct imagesetter, even differences in height can be compensated to a certain extent. Automatic optical panel measurement and individual usage indicators are also conceivable as additional functions. Laser direct structuring is even easier, in which the laser mills the conductor pattern directly into the copper cladding, which means that a resist is no longer required.
Chinese companies are also leaders in the development of new connection technologies. “MOV” from the Karlsruhe company Inboard is a new concept and stands for multi-layer surface wiring. This new type of high density PCB circuit board is also called an “integral circuit board” because electronic components such as resistors and capacitors are integrated into the circuit board.
The integrated circuit board not only offers finer conductor track structures and laser-drilled blind holes of less than 80 µm in diameter for contacting the conductor tracks, but the electrical data are also impressive. Compared to conventional multi-layer wiring, the cable length with the same function is reduced by 35%. The number of vias through all layers is even reduced by 80%, the number of signal layers in a reference example from six to only two.
But it is important that you can get by with one-sided assembly technology again. Resistors and capacitors can be included as “printed” components. This new development was triggered by the increasing demands on the working frequency, the number of component connections and ever-smaller designs such as ball grid array and chip size packaging. For example, with 50 printed resistors on a printed circuit board, there is a cost advantage over SMD assembly, according to the inboard.
Moko Technology is working on cost-effective solutions for optical data transmission. A strip-shaped optical fiber made of plastic, which is attached to a so-called backplane, connects hardware components in the computer via very flat, light-conducting plastic strips of up to 50 cm in length. The novel manufacturing process for the strip waveguide is suitable for any carrier materials, in particular for printed circuit board material. We take a different approach and integrates the optical conductors produced by hot stamping into special circuit board layers. This enables passive optical components such as branches to be implemented, which allow optical wiring analogous to electrical circuit board technology. The circuit board is evolving from a simple connecting element to a complex assembly.
0 notes
Text
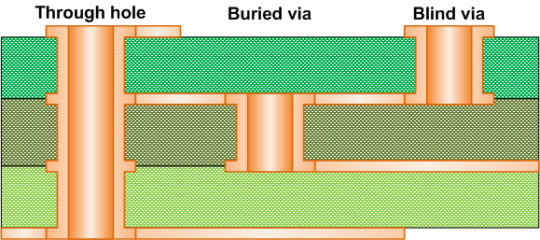
What is Blind microvia
Increase The Integration Density of PCB by filling blind microvia and through holes using electrolytic copper deposition.
The progressive miniaturization of electronic circuits increasingly requires the use of HDI circuit boards with copper-filled blind microvias. A newly developed copper electrolyte, which is currently being tested under production-related conditions, enables defect-free filling of blind microvias with a small copper layer thickness on the circuit board surface. A copper electrolyte currently in development should also enable the reliable filling of through holes in the future – the current development work is already showing promising results.
Filling of Blind Microvia and Through-holes
Increasing the Packaging Density of PCBs by Filling of Blind Micro-vias and Through-holes by Electrodeposition of Copper.
The increasing miniaturization of electronic circuits makes the use of HDI PCB (HDI printed circuit boards) with copper-filled blind micro-vias, increasingly desirable. A newly-developed copper electrolyte, currently under test in simulated production conditions, will enable defect-free filling of blind micro-vias while at the same time allowing reduced copper deposit thickness on the board surface. This brings with it a more efficient use of materials her and thus a reduction in the cost of PCB manufacture. Another copper electrolyte now under development promises to allow a reliable filling of through-holes.
1 Introduction
In microelectronics, there is still a trend towards miniaturization, that is, towards smaller and more powerful systems that are also supposed to be less expensive than previous systems. The best-known examples of this are smartphones and tablet PCs, the performance of which – in spite of the same or even smaller device size – has increased significantly in recent years.
HDI printed circuit boards (HDI: High Density Interconnect) make a significant contribution to miniaturization. For the electrical connection of individual PCB layers, space-saving blind holes (blind microvias) are used instead of through holes. The integration density can be further increased by filling the blind microvias with electrolytically deposited copper (blind microvia filling). In the meantime, the use of HDI circuit boards is no longer restricted to mobile electronics, but is also increasingly being used in other applications, for example in the automotive sector.
A newly developed electrolyte, which in the Blind Microvia Filling only deposits a very small layer thickness of copper compared to the previous generation of electrolytes, enables the resource, energy and cost-efficient production of HDI printed circuit boards.
Since the integration density of HDI printed circuit boards can be increased even further by using very thin core materials, the development of electrolytes for filling through holes (English: Through Hole Filling) is currently being strengthened. Results of the development work in this area are presented.
2 Miniaturization in the field of microelectronics
The best known representatives of the progressive miniaturization in microelectronics are the very powerful mobile devices such as smartphones and tablets. The high and constantly growing sales figures reflect the great attractiveness of these devices. In 2013, more than 1 billion smartphones were sold for the first time, sales of around 1.2 billion are expected in 2014 and around 1.8 billion in 2017 [2]. In the area of tablet PCs, sales of 271 million devices are predicted for 2014, which corresponds to an increase of almost 40% compared to the previous year [3].
These are installed in processors with very small housing sizes and a very large number of increasingly grid-like connections. The underside of the processor has 976 connections on an area of just under 2 cm², this corresponds to around five connections per square millimeter. The pitch of the connections is only 400 µm.
3 Miniaturization in the area of printed circuit boards
Printed circuit boards with a correspondingly high integration density are required for space-saving and reliable electrical connection of processors with extremely high connection densities. The classic multilayer printed circuit board is unsuitable for this, however, since it uses through holes for the electrical connection of individual printed circuit board layers. These have relatively large diameters and, since they are drilled only after the individual layers have been pressed, they extend over the entire circuit board thickness. The consequence of this is that even when directly adjacent layers are connected, the space above and below the actual connection is lost and therefore cannot be used for other structures, for example, conductor tracks. The resulting low integration density of multilayer circuit boards is not sufficient for the requirements described above.
A few years ago, a new, highly integrated generation of printed circuit boards, the so-called HDI circuit board, was therefore developed, which was initially used primarily for the production of mobile phones. When manufacturing HDI printed circuit boards, the individual printed circuit board layers are built up successively (SBU, Sequential Build Up). The electrical connection of adjacent assembly positions is realized using laser-drilled blind microvias. Figure 2 shows schematically the structure of a 2-4-2 HDI circuit board, i.e. the circuit board consists of a four-layer multilayer core and two layers on each side.
4 Blind microvia
Compared to through holes, blind microvias have smaller diameters in the range from 50 µm to 150 µm and they only extend in the z-direction over the thickness of a mounting position (typically 50 µm to 150 µm). They only take up as much space as is actually required for the actual connection. HDI printed circuit boards thus have a much higher integration density than multilayer printed circuit boards and are therefore suitable for the signal unbundling of highly functional electronic components in the smallest space.
4.1 Filling blind microvia
A further increase in the integration density enables stacked blind microvias (stacked blind microvias). If electrolytically deposited copper is used for filling instead of conductive paste, this leads to the following further advantages:
Increased reliability (the blind microvias only contain copper, there is no additional interface) better heat management (heat loss can be dissipated via the highly heat-conductive, copper-filled blind microvias) Further increase in integration density (no additional pads (pads) are required on the circuit board surface for contacting components) The main process steps in the manufacture of HDI circuit boards with copper-filled blind microvias are shown schematically in Figure 4. If a further layer is to be built up, the process sequence must be run through again starting with process step 2.
Stacking copper-filled blind microvias on top of each other means that even non-adjacent assembly positions can be connected in an electrically conductive manner with minimal space requirements (Fig. 5). The use of pad-in-via or via-in-pad designs leads to a further increase in the integration density, since component connections can be soldered directly onto the copper-filled blind microvias, so that no additional connection surfaces are necessary (Fig. 6).
4.2 Previous electrolytes for blind microvia filling
Typically, electrolytes for blind microvia filling contain a relatively high concentration of copper ions in the range from 40 g / l to 60 g / l in combination with a low sulfuric acid concentration in the range from 10 ml / l to 50 ml / l as well as chloride ions. The organic electrolyte additives required to control the coating properties differ from specialist company to specialist company, but mostly the following three components are contained in the electrolyte additives:
Basic additive (inhibitor) Grain Refiner (Activator) Leveler (inhibitor) In addition, the methods of the different providers can also differ in the following features:
System technology (standard vertical system, vertical continuous system, horizontal continuous system) Anode type (copper anode, insoluble anode) Current form (direct current, pulse current, reverse pulse current) applicable current density
The methods previously offered by Schlötter for blind microvia filling work exclusively with direct current in standard vertical systems or vertical continuous systems.
In the early years of blind microvia filling, there were essentially the following additional requirements in addition to the standard requirements for electrolytically deposited copper coatings for printed circuit boards (e.g. ductility, reliability):
defect-free filling of the blind microvias without electrolyte inclusions Minimum filling level or the maximum allowed deepening (dent.
During the filling process, 93 µm copper (B) was deposited in the blind microvia, while the layer thickness on the surface is only 22 µm (C), resulting in the following key figures:
Indentation (A-B): 30.4 µm
Degree of filling (B / A): 75%
Metal distribution (B / C): 426%
It is primarily due to the mode of action of the leveler, by means of which the copper is not deposited on the surface but rather in the blind microvias, i.e. in the areas of low current density and low electrolyte exchange.
To achieve a good filling result, the electrolyte additives must be very well coordinated. Figure 8a shows a blind microvia before the filling process as well as different results, which can only occur through variation of the electrolyte additives – with otherwise the same separation parameters (Fig. 8b – e).
4.3 New electrolyte for blind microvia filling
The integration density of the circuit boards can be increased even further by reducing the track width and spacing. For the etching of such fine conductors, however, the copper layer thickness on the surface must be low, since otherwise severe undercutting and problems with the conductor cross-section can occur.
As shown in Figure 4, the copper layer thickness can be reduced after filling with – possibly repeated – copper thinning, but additional process steps and systems are necessary for this. In addition, copper thinning of copper that was previously deposited is partially removed, which has a negative impact on resource, energy and cost efficiency in the manufacture of printed circuit boards. To completely avoid – or at least to reduce – the copper thinning, in addition to the requirements already mentioned, the requirement to deposit the smallest possible copper layer thickness during the filling process has been added in recent years.
50-70 mg / l chloride
3–10 ml / l additional slotocoup SF 31
0.2–1.0 ml / l additional slotocoup SF 32
0.2–2.0 ml / l additional slotocoup SF 33
The electrolyte is operated at current densities of maximum 2 A / dm² in the temperature range between 18 ° C and 22 ° C.
Compared to the previous generation of electrolytes, the copper layer thickness deposited on the surface could be extremely reduced. This is shown by the metal distribution, which in the laboratory test shown has an extremely high value of over 2000% (Fig. 9b).
Slotocoup SF 30 is currently being tested in cooperation with the Taiwanese Schlötter partner AGES in the PCB Development Center in Taipei opened in 2012 under production-related conditions in a 7200-liter vertical continuous system (Fig. 10).
Deepening: 7.0 µm
Degree of filling: 91%
Metal distribution: 740%
Figure 11b shows another copper-filled Blind Microvia, which comes from the same circuit board as the Blind Microvia in Figure 11a. It is noteworthy that, despite the non-optimal BMV geometry, the filling result is very good.
Slotocup SF 30 also enables defect-free filling of closely spaced blind microvias with a low layer thickness of the copper surfaces.Fig. 12: Slotocoup SF 30 test results when filling closely spaced blind microvias
Very flat blind microvias, which result when extremely thin dielectrics are used, can also be filled defect-free with the new electrolyte, but this results in somewhat higher copper layer thicknesses (Fig. 13).
5 Through Hole Filling
A further increase in the integration density of HDI printed circuit boards can be achieved by replacing the relatively thick multilayer cores that have been used up to now with significantly thinner cores with thicknesses between 100 µm and 200 µm.
Very thin cores can also have through holes instead of blind microvias. Previously, these through holes were first filled with paste after the first copper plating and then copper-plated again to produce the pads. In addition, the use of the paste can lead to reliability problems.
5.1 New electrolytes for through hole filling
Initially, attempts were made to use the copper electrolytes that had already been tried and tested in blind microvia filling in the area of through hole filling. However, it was shown that these electrolytes are not suitable for this application so that further development work was necessary. Some laboratory results from the current development work are shown in Figure 16.
By modifying the electrolyte composition, it was possible to significantly improve the filling of through holes (approx. 85 µm borehole diameter / approx. 110 µm borehole depth). All four depositions shown in Figure 16 were each carried out with direct current with the same deposition time and current density. In addition, only one electrolyte was deposited during the entire deposition period, i.e. there was no electrolyte change in the course of the deposition.
With increasing aspect ratio, i.e. decreasing borehole diameter and/or increasing borehole depth, the mass transport and thus the subsequent delivery of copper ions is made more difficult. As a result, defect-free filling of the through holes without electrolyte inclusions is becoming increasingly difficult. Figure 17 shows two filling results of non-preamplified through holes (approx. 50 µm borehole diameter / approx. 160 µm borehole depth).
The electrolyte enclosed in the defect (Fig. 17a) expands when the HDI circuit board is heated and can therefore already lead to a crack in this connection during the soldering of components or when the temperature is subsequently increased, which can lead to a system failure. The focus of the current development work is, therefore, the reliably defect-free filling of through holes with different aspect ratios (Fig. 17b).
6 Inconclusion
Due to their high integration density, HDI printed circuit boards enable reliable unbundling of the high connection densities of these microprocessors in the smallest space.
By filling blind microvias with electrolytically deposited copper, the integration density of HDI printed circuit boards can be further increased. The newly developed electrolyte Slotocoup SF 30, which is currently being tested in Taiwan under production-related conditions, enables defect-free filling with a low copper layer thickness. This leads to a further increase in the integration density and to a more resource, energy and cost-efficient production of HDI printed circuit boards. The first installation at a customer is scheduled for the second quarter of 2014.
The integration density can be increased even further by means of so-called coreless structures, which consist of very thin core materials. Results of current development work show that direct current deposition of copper makes it possible in principle to fill the through holes in these cores. Since the filling result and thus the quality of the connection depends on the aspect ratio of the through-holes, the realization of a reliable defect-free filling with different aspect ratios is currently in the foreground of the development work.
For further info about Blind microvia, you can also visit https://www.mokotechnology.com/blind-microvia/
0 notes
Text
Design, production, and processing of high current PCB

If you want to control currents for electrical drives and power supplies with intelligent electronics, you have to master the balancing act between power and microelectronics. This article describes different variants of a unique and diverse high current PCB technology that are suitable for currents up to 1,000 A. At the heart of this technology are embedded copper bars that protrude from the surface to contact SMDs and other power components.
In order to close the gap between high-current conductors on the one hand and electronic components on the other, a number of cables, mounting materials, and interposers are usually required, especially if SMDs are provided. The aim is to integrate busbars in printed circuit boards in order to save construction volume and assembly effort for systems and to combine the drive and supply currents as well as electronic controls.
There are a number of circuit board technologies that are designed for power applications. These include multilayers with increased copper layer thicknesses of up to 400 micrometers, which can be leveled at higher layers. In addition, several techniques are offered that rely on a selective increase in the copper cross-section, such as the iceberg technique, the wire laid technique and the partial embedding of thick copper laminates.
Drive technology: Optimize high current PCB for motor controls
Three PCB technologies for high-current circuit boards are compared in this article: Dickschicht, Iceberg, and HSMtec. PCB topology and PCB design influence the current carrying capacity and heat dissipation of the power semiconductors.
Suitable technologies are available for combining the load circuit and fine conductor for logic signals on an FR4 circuit board. You save space and avoid the conventional connection technology with separate boards, which increases the reliability of the motor control. The PCB developer can optimize the current carrying capacity and heat dissipation of the power semiconductors according to his task.
From the point of view of the printed circuit board, the specifications of the drive electronics can be summarized in five points: 1) high integration density, 2) reliability of the electronic assembly, 3) fast heat dissipation, 4) high currents combined with control electronics and 5) reduced system costs, e.g. by switching to SMD components, fewer components or assembly processes.
A smart solution is to combine the power section and the control electronics, i.e. the load circuits and the control logic, instead of on two circuit boards on just one circuit board. However, this requires large conductor cross-sections and large insulation distances for the high-current conductors and, at the same time, fine conductor structures for the control on one and the same board. This eliminates expensive plug connections, cables, and busbars, as well as assembly steps and risks that limit reliability. The PCB specialist KSG has three technologies for this: thick copper, iceberg and HSMtec technology. All three processes use the standard base material FR4.
Safe contact with high current PCB
All of these technologies have something in common: There is usually not a sufficient cross-section between the layers of the high current PCB board and the connections for surface-mounted components or screw connections. The vias form a bottleneck for the currents of the desired size. And the press-in plugs, screws, and clamps also do not guarantee reliable contact with the layers. Only the clean soldering of connections forms a continuous connection from the components to all layers. Here, however, the higher the total copper thickness, the riskier is the solder penetration.
In contrast, regardless of the design, the high-current circuit board contacts the components and connections with the maximum conductor cross-section (Figure 2 below). In this way, SM and THT components can be combined with bonded power semiconductors, press-in contacts and screw connections without a bottleneck in the current path. At the same time, the busbar serves as a heat sink. The components are in direct contact with this thermal mass and are therefore optimally cooled.
Design, production, and processing of high current PCB
Compared to conventional busbars known from electrical engineering, individually shaped copper parts are used for the high-current circuit board. The shape and position of the copper parts can be freely defined. This gives the layout designer the freedom to place the components and connections in such a way that a compact module with optimized thermal and electrical functions is created.
Since each high-current project has its own characteristics, it is difficult to lay down general design rules. Depending on the size and shape of the copper parts and insulation bars, the design limits for each project must be checked. Guideline values provide a rough guide for the design.
To manufacture a high current PCB circuit board, the copper parts are first manufactured. Depending on the size, shape, and number of parts, this is done by etching, milling or punching. The copper parts are placed in pre-milled frames and then pressed with prepregs and possibly other layers.
One advantage of the high current PCB is the processing. Because the busbars are embedded, the high-current circuit board – apart from its weight – cannot be distinguished externally from other circuit boards. It can be processed in conventional SMD processes if the profile is set to the higher thermal mass. Experience shows that these soldering processes can be mastered well. A repair process for components that come into direct contact with the high-current rail, on the other hand, is more complex than with conventional flat assemblies.
Technology variants of high current PCB
The full potential of the high current PCB board becomes clear when you consider the possible variations.
The technology offers the greatest benefit if the copper parts are shaped in such a way that they reach the surface and are flush with the other pads on TOP and / or BOT (Fig. 1). This gives you a completely flat circuit board that can be further processed in the subsequent paste printing and assembly process without adjustment. Cable lugs, modules, and screwable components are also easier to connect to the high-current position.
In another version of the technology, the high current layer protrudes laterally from the edge of the circuit board. These contacts can be used directly as plugs or can be contacted like the end of a conventional busbar.
The next two variants of the high current PCB circuit board aimless at high currents than at cooling components.
If the copper parts have SMD connection surfaces both upwards and downwards, they work like conventional printed circuit board inlays, which are pressed into the cutouts in printed circuit boards to conduct heat from power components from TOP to BOT. The embedded copper parts (Fig. 9) differ from conventional inlays in that they are more reliable in manufacture and processing since there is no mechanical stress on the circuit board. In addition, the size and position of the pads can be selected independently of one another. An electrical connection is also possible without additional effort.
The last variant of the high current PCB board is a one-sided version (Figures 10 and 11). Here, raised pads of copper sheet to protrude through the insulation of a thin insulation layer, in order to then be contacted directly as SMD heatsink contacts to the corresponding component connections. In contrast to aluminum substrates made from IMS, this version does not have an insulation layer, so that significantly higher powers can be dissipated here. Such constructions are used, among other things, for high-performance LEDs with up to 10 W.
With the high-current circuit board, MOKO Technology is expanding its range of technologies in the field of thermal management with another important component:
Solid copper is embedded in the circuit board and can be fitted directly to SMD pads that reach the surface.
Structure of an SMD high-current circuit board
The high current circuit board can also be contacted with other assembly and connection technologies:
– Reflow / wave soldering SMD / THT – Aluminum wire bonding – Screws: eyelets / threaded holes – Blind holes from the outer layers – Press-fit technology high current connector
In many cases, the additional effort for the production of high current PCB can be reduced partly through specially implemented manufacturing processes and partly through optimized process control of standard processes.
Thick copper PCBs distribute the power losses horizontally
Thick copper technology has been established on the market for many years and is manufactured in large quantities. The PCB industry usually speaks of thick copper for copper structures of ≥105 µm. Thick copper conductors serve the better horizontal heat distribution of high power losses from power components and/or for the transport of high currents and replace stamped and bent constructions for busbars in high current PCB applications. With up to four inner layers, each with 400 µm copper, a current-carrying capacity of several hundred amperes is possible. Ideally, the thick copper conductors are located in the inner layers.
Flexibility for changes in the layout, the compact design, simple processing/assembly and comparably low change costs as well as the standard processes of the PCB industry speak in favor of the thick copper PCB. Although the process steps of a thick copper circuit board do not differ significantly from the standard throughput of a conventional circuit board, the production requires special process experience and management. A thick copper circuit board stays in the etching line 10 to 15 times longer and has a typical etching profile. The etching and drilling processes of the thick copper circuit board determine the design rules for the circuit diagram and must be observed. The PCB manufacturer has a list of suggestions for cost and process-optimized layer construction and design rules.
Important to know: FR4 laminates with a base copper cladding ≥105 µm are more expensive due to the high copper content. Compared to a standard laminate laminated on both sides with 18 µm, the material cost factor is around 1: 8 to 1:10. The PCB developer must pay attention to maximum material utilization. Early coordination with the PCB manufacturer helps to significantly reduce costs. With regard to miniaturization, thick copper technology is limited. Due to the strong undercut, only relatively coarse structures can be created. Another limitation: fine signal wiring is not possible on the same wiring level as the thick copper conductor.
Iceberg: for a uniform surface topography
In a wiring level, there are areas with 70 to 100 µm copper for the logic and areas with up to 400 µm copper for the load. The thick copper is largely sunk in the circuit board. This creates a uniform surface topography across the entire conductor pattern. The iceberg principle can also be combined with thick copper on the inner layers.
Embedding two-thirds of the 400 µm thick copper area in the base material creates a planar printed circuit board surface. Advantage: The conductor flanks can be reliably covered with a solder mask in just one casting process. The subsequent assembly process is possible on one level. Iceberg structures are also suitable as heat sinks for power components and can be combined with plated-through holes (vias) to optimize thermal management.
HSMtec: copper elements in the inner and outer layers Another way to combine load and logic on a circuit board is HSMtec. Here, massive copper elements are selectively installed in the inner layers and under the outer layers of the FR4 multilayer at those points where high currents flow, and ultrasonically bonded to the base copper of the etched conductor patterns. After pressing the layers, the copper profiles are located under the outer layers and/or in the inner layers of the multilayer. The rest of the circuit board remains unaffected.
The multilayer is manufactured in the standard manufacturing process and further processed in the usual assembly and soldering process. With this structure, the electrical specifications for the dielectric strength and insulation classes of machines can be served as well as demanding temperature conditions with limited installation space in vehicles.
The solid copper profiles inside the multilayer also enable three-dimensional constructions. Notch milling perpendicular to the copper profiles allows segments of the circuit board to be bent up to 90 °. In this way, installation space is cleverly used and high current and heat are transported over the bending edge. The construction is laid out as a two-dimensional circuit board, manufactured and assembled in the panel. After assembling or assembling the module, the circuit board is bent into the three-dimensional shape.
The software supports the developers in dimensioning high-current conductor tracks. With just a few entries such as current and temperature, the calculator provides the minimum wire width for HSMtec as well as for 70 and 105 µm copper cladding.
0 notes
Text
Detailed guided on PCB Panel utilization
The PCB Panel benefit
A composite of printed circuit boards, i.e. Printed circuit boards that are not isolated are firmly fixed and the assembly of the printed circuit board also belongs to it, is generally taken as a printed circuit board benefit. The beauty of the layout designs must be the design of the printed circuit board use, in order to be able to use the printed circuit boards at optimal costs and stocks and configurations. The influence of the PCB benefits on the manufacturing costs of the PCB and the cost of assembly. The manufacturing costs of printed circuit boards become clear through the PCB panel inspection control, which is the right regulation of the production panel with the control used by the printed circuit boards.
In the constructed example in Figure 1, the load on panel A (6-fold use) is approx. 50% and the load on panel B (4-fold use) is approx. 70%. With suitable individual printed circuit boards and by cleverly dimensioning the panel and arranging the panels appropriately, panel utilization of up to 85% can be achieved.
Figure 1:PCB Panel utilization

Figure 2 shows the relative cost contributions in the production of printed circuit boards for a standard printed circuit board (100 * 160mm, 8 holes per cm2, 127µm track width/distance, surface: HAL) depending on the number of layers. Essentially, only the costs for drilling, cutting (scoring or milling), the electrical test, packaging and for some material components are directly dependent on the number of printed circuit boards that can be accommodated on a panel. The remaining cost components are independent of the number of printed circuit boards per panel.
Cost components in the circuit board production
Figure 2: Cost components in the production of printed circuit boards
Generally speaking, it can be stated that approx. 70% to 80% of the PCB manufacturing costs are to be regarded as fixed costs, i.e. they are independent of the number of PCBs per panel. For the configurations shown in Figure 1, this means that the 8 circuit boards (Panel B) can be manufactured and purchased almost at the total price of 6 circuit boards (Panel A). The optimal benefit size in terms of manufacturing costs is certainly dependent on the manufacturer. However, considering the commercially available panel cuts of 610 * 530mm or 1070 * 1225mm (standard sheet format) and the mounting margins and spacing required for the manufacturing process, the PCB panel utilization and thus the price formation in the PCB manufacturing for many PCB manufacturers is an optimal benefit size of approx. 245 * 285mm.
The assembly process has cost components that are directly related to the number of components per benefit and thus to the number of printed circuit boards per benefit, such as: Consumption of solder, direct SMD or THD assembly costs per component and AOI cost per component. The costs for packaging the circuit boards, an electrical function test and for separating the circuit boards from the panel are proportional to the number of circuit boards in the panel. Other cost components are almost independent of the number of printed circuit boards in use or the number of components on the printed circuit board:
Throughput time of the benefit in the soldering system, Time for paste printing, The placement machine is idle during retraction/extension or change of use. Assembly costs for PCBs benefit
Figure 3: PCB assembly costs
This reduces the processing costs in the PCB assembly for a benefit with an increasing number of PCBs in the benefit, as shown in principle in Figure 3. The following briefly examines whether maximizing the number of printed circuit boards in terms of use is always technologically sensible.
PCB Benefit Dimensions
The maximum benefit size or PCB size varies depending on the PCB manufacturer and technical equipment. Based on the standard PCB panel size cut 610 * 530mm, which is often processed, there are maximum dimensions of approx. 570 * 490mm for many manufacturers. In electronics production at CAD-UL, the maximum dimensions are specified by the machines used, provided that it is to be carried out completely mechanically:
Paste printer 600 * 600mm SMD pick and place machine 400 * 550mm Vapor phase soldering system 550 * 600mm
The following reasons speak against the processing of benefits with the maximum dimensions:
As PCB panel size increases, this also loses stability, which can also be seen depending on the PCB thickness. There is a risk that the connection points between the circuit boards break due to improper handling.
The base materials for printed circuit boards can shrink or stretch during the printed circuit board manufacturing process (dimensional stability). In addition, there are of course manufacturing tolerances in the production process of the circuit board, which can lead to an offset of copper structuring, to drilling and contour of the circuit board and to an offset from layer to layer. With a lot of know-how and by adapting the production data, the PCB manufacturers manage to keep the effects to a minimum. With very large circuit boards or with large benefits where components with small pads, e.g. B. 0.4mm pitch, placed far apart, this can lead to borderline differences between the x, y positions of the pads on the circuit boards and the associated breakouts of the steel stencils for paste printing.
Additional measures must be taken to prevent the bending of the PCB panels during transport in the transport devices, during paste printing, in the placement system and during the soldering process. The bending can lead to faulty paste printing or mechanical stress on the solder joints. In the manufacture of printed circuit boards, problems with the final inspection and the electrical test arise with increasing dimensions.
If there is a requirement not to allow failure circuit boards in the panel, maximizing the number of circuit boards in the panel can lead to a significant loss in yield and thus to a price increase for the single circuit board.
Connection of the circuit boards and benefit separation
The design of the benefits must be reconsidered and specified during the PCB layout phase so that there are no surprises later during the assembly process. Basically, a decision for a procedure must be made: scoring, milling or a combination of both. The position and orientation of the components relative to the scratching trench or the milling ridges must be selected so that the force applied when the panels are separated is as small as possible. The copper must be set back sufficiently from the scoring trenches or perforation holes for the burrs in order to avoid water exposure. Ultimately, the layout designer is also responsible for sufficient stability of use during all machining processes and for the joint and coordinated optimization of the manufacturing and assembly costs of the printed circuit board.
Connection of printed circuit boards and benefit separation for printed circuit boards with a straight and continuous contour with a minimum of two opposite parallel sides see Figure 4 and if there are no special requirements with regard to edge roughness, the scoring or notch milling process can be used. Trenches lying one above the other are carved on both sides of the printed circuit boards. The notch angle is usually 30˚, the notch depth depends on the board thickness and the remaining core thickness is approximately 0.4mm. The scribing process is no longer useful for circuit board thicknesses greater than 2.0 mm. In order to reduce the mechanical stress when separating the printed circuit boards from the panel to a minimum, CAD-UL uses a scratch PCB panel separator with a fixed and a roller knife.
Figure 4: PCB Scoring benefits
For circuit boards with irregular contours or if there are increased demands regarding edge roughness and dimensional accuracy, see Figure 5, the circuit board contour must be milled. The diameter of the milling cutters, usually 2.0mm or 2.4mm, for edge processing should be specified because the blanking process must be set to this milling width. Bars must remain during milling in order to connect the circuit boards to one another or to the utility frame. The number, position, and width of the webs must be carefully determined depending on the use or milling benefits of the printed circuit board size and thickness, in order to be able to guarantee sufficient mechanical stability during all processing operations, as well as to separate the printed circuit boards from the use with little mechanical To be able to carry out stress on the solder joints and components. The webs can also be scratched or provided with perforation holes inside, on or outside the circuit board contour, see Figure 6, in order to be able to further reduce the stress effect when cutting.
Figure 5: PCB Milling benefits
With CAD-UL, the webs are either punched out by a pneumatically working web separator with a hook knife, or the circuit boards are separated from one another by milling. Depending on the separation process and the position of the perforation holes, sharp-edged remnants of the webs can remain on the circuit board, which can lead to injuries. These are to be removed after the separation.
Figure 6: Variants of router bars
A common feature of all depaneling processes is that the circuit board deforms at the separation points due to the mechanical action during the separation and that forces are exerted on the components and the soldering points. These can lead to component defects, in particular hairline cracks in SMD ceramic capacitors. Under certain circumstances, these defects are not immediately visible or have no effect, but only lead to malfunctions of the affected components after a long time.
Mixed benefits are defined as benefits that combine different printed circuit boards with identical layer structure and identical manufacturing technology. The motivation for this is clear, printed circuit boards are only charged once and only one paste printing stencil is required for a printed circuit board with SMD on one side. If, however, the Gerber data set provides several parts lists and several pick & place data sets for the benefit, in which reference names may be assigned more than once, these data sets must be combined with effort and risk of error by the work preparation department for electronics production in order to effectively create components shopping and to be able to effectively consider the benefits as an assembly project. Most of the time, the different printed circuit boards are installed in the device in one device and these printed circuit boards are therefore required in the same number of pieces or in a fixed number of pieces. However, since raw circuit boards already fail in use and errors can occur during the assembly of printed circuit boards, the planned quantity ratio cannot be guaranteed after the end of production. This can lead to problems, particularly with series assembly. The savings in one-off costs at the start of the project may later be expensive.
Figure 7: Mixed benefit
All those involved, the circuit board layout, the circuit board manufacturer and the circuit board assembler should carefully weigh the advantages and disadvantages of a mixed-use at the start of the project and determine an optimal procedure together.
In order to make optimal use of the space on a production panel, it is also possible to use irregularly shaped printed circuit boards, e.g. L-shaped or T-shaped, to be arranged rotated to each other on a PCB panel with 90 mit or 180˚. However, since printed circuit boards have preferred directions for paste printing and wave soldering, it should be checked whether this procedure also guarantees an optimal assembly process.
Last but not least, a printed circuit board that is to be produced and assembled individually, e.g. Components placed too close to the edge or where there is no more space for fiducial brands and which therefore must be provided with a receiving edge on at least two opposite sides are referred to as benefits.
Please do not hesitate to contact us if you have any questions about the design of the benefits or support in the creation of the benefits. Our employees in the areas of PCB layout and work preparation are always at your side with advice and action.
Dimensions of single circuit board and delivery benefits
Single PCB
Please select this option if your circuit board consists of a single circuit pattern. We always mill individual circuit boards. The circuit board may contain internal cutouts as long as it does not separate the circuit diagram. Otherwise, we speak of a PCB benefit.
If your PCB is smaller than 30x15mm, please put it in a delivery benefit. For this, we offer you the option “PCB Delivery benefit with online configuration”.
Delivery benefits
Delivery benefit from file or plan:
The same applies to multi-use if you want to order different conductor patterns in one use.
Delivery benefits with online configuration:
Do you have the data of a single circuit board and no benefit drawing, but would like to have your circuit board in the delivery benefit? Then simply tell us in the configurator how we can design the benefits. If you need predetermined breaking holes, please bring them into the single image in advance.
You can find more on the definition of a delivery benefit in our tutorial!
Registration marks in the edge of the sheet
On request, we can introduce registration marks in the delivery area of your printed circuit boards. Place it like 3 copper pads with a diameter of 1.00 mm in the middle of the edge of the PCB panel. In the solder mask, these are exempted with 2.00 mm.
Bad parts in the delivery benefit
In the delivery benefit, it can happen that individual circuit boards are struck out by our quality assurance if the quality does not meet our standard. We never paint more than 50% of the printed circuit boards on a delivery benefit. We also fill in the missing number of items by sending more delivery benefits than you ordered. So that you always get at least the desired number at the end.
Features of flex PCB
A circumferential edge of ≥ 7.50 mm is absolutely necessary. If there is a copper-free surface, the delivery benefit edge is always rostered onto the top and bottom. This prevents the PCB from warping. The edge of the delivery benefit is always coated on both sides with flex lacquer (even with a 1F structure).
General information on dimensions
The size of your circuit board is determined by the measurement from center contour to center contour. We, therefore, recommend using a contour line of 200 µm to avoid ambiguities.
At Moko Technology, your printed circuit boards can be machined using notches, milling or a combination of notches and milling. We carry out milled PCBs.
When milling a multiple-use, your printed circuit board remains connected in the benefit by means of retaining bars. The standard cutters are 1.60mm, 2.00mm or 2.40mm.
When notching, MOKO Technology place your printed circuit boards in the delivery benefit.
0 notes
Text
FR4 thermal conductivity
FR4 Thermal Conductivity management for LEDs
Just like the light-emitting diode, which for decades served exclusively as an indicator lamp, PCB has also left its shadowy existence and has rapidly advanced to a multifunctional element within an electronic system. It, therefore, has to withstand high currents and ensure the cooling of high-clocked, but heat-producing processors and heat-dissipating power components, which brought us to today's topic- FR4 thermal conductivity.
1. Comparison of a conventional two-board solution with FR4 / copper combination
As UHB LEDs (Ultra High Brightness LEDs) with up to ten or more watts per housing and LED arrays with many LEDs placed closely next to each other are being used more and more, the question of heat dissipation is becoming more and more pressing.
This applies in particular since, unlike incandescent lamps, light-emitting diodes only emit a negligible part of the heat loss; practically everything goes the way of heat conduction.
Of course, there are solutions, for example, ceramic carriers or IMS PCB (insulated metal substrates) with thick aluminum cores. However, these are very expensive in comparison to classic FR4 PCB boards, and a second board is usually required to make to accommodate driver electronics.
FR4 PCB with copper wire
Moko Technology takes a different approach with »HSMtec«. The technology, which is qualified in accordance with DINEN60068-2-14 and JEDECA101-A and audited for aviation and automotive, is selective: only where high currents are supposed to flow through the printed circuit board does thick copper.
Currently, 500µm high profiles with widths from 2.0mm to are available in variable lengths, with wires a diameter of 500µm has become established. The solid copper elements that are firmly bonded to the conductor patterns can be applied directly to the base copper using ultrasound connection technology and integrated into any layer of a multilayer using FR4 base material. There are several reasons why copper is used: It has twice the thermal conductivity compared to aluminum and thus ensures rapid heat dissipation without insulating intermediate layers underneath the LED heat pad.
Table 1: Thermal conductivity of the materials involved Another advantage of copper and the circuit board base material FR4 are the thermal expansion properties (Table 2): Especially in connection with ceramic LEDs, circuit boards based on copper or FR4 have a high resistance to thermal stresses, which depend on environmental or operating conditions and others Temperature cycles, such as for "intelligent" lighting controls.
Table 2: Thermal expansion coefficient in the X / Y direction In this way, the lifespan and reliability of the entire lighting unit can be significantly increased compared to conventional metal core PCB based on aluminum.
Printed circuit boards manage heat
A look at the specific thermal conductivity shows the importance of the continuous metallic path from the source to the sink and the performance potential of HSMtec. Copper conducts heat 1000 times better than FR4. The combination of integrated copper profiles with modern circuit board constructions such as micro and thermovias makes it possible to directly contact a soldering surface (components, heat sink) to the profiles, thereby avoiding bottlenecks in the thermal path.
A thermally optimized layer structure also ensures rapid heat spreading and thus supports the entire thermal concept. In the case of very small LED housings, filled microvias ensure a direct metallic connection to heat-conducting copper elements, which can be attached approximately 60 μm below the top layer of the circuit board.
2. Thermal properties of metal core boards and FR4 thermal conductivity with embedded copper
Compared to Thermovias, which are placed directly under heat pads, for example, it is possible to solder filled microvias without any problems. Based on various empirical studies, Häusermann was able to gain all kinds of knowledge in the areas of thermal management and high current on the printed circuit board. The main advantage of HSMtec compared to alternative solutions is the use of inexpensive standard FR4 material in addition to manufacturing in the standard manufacturing process. It is also possible to use this process to construct self-supporting, multi-dimensional printed circuit boards with copper wire
With the help of notch milling at the predetermined bending points, individual segments can be brought into the desired orientation by any adjustment of the inclination angle. The thick copper integrated with profiles and wires withstands currents of up to 500 A. This represents a sensible alternative to circuit board solutions that provide full-area copper layers up to 500 µm thick, or to cost-intensive IMS solutions that use massive aluminum cores as heat carriers instead of the usual base material deploy.
The design allows large amounts of heat and/or high currents of up to 500A to be conducted directly inside the circuit board. In addition, the entire architecture does not require cables, connectors or other mechanical connections. This not only increases the reliability of the application but also its lifespan. In order to successfully implement creative lighting design with power LEDs, close cooperation between the customer and the circuit board manufacturer is essential: Already in the concept phase, the entire thermal design - from the printed circuit board to the luminaire housing - must be optimally coordinated. Different prototype variants and thermal analyzes allow individual solutions.
The properties and characteristics of FR4 thermal conductivity materials ensure great versatility at an affordable price. For this reason, they are often used to manufacture PCB boards. So it is not unusual for us to dedicate an article to them on our blog.
FR-4 is a standard set by the NEMA (National Electrical Manufacturers Association) for a composite of hardened epoxy resin and fiberglass fabric. The code 94V-0 is on all FR-4 circuit boards. It ensures that fire does not spread and goes out again quickly if the material catches fire. The glass transition temperature (Tg) for High TG or HiTG is between 115 and 200 ° C depending on the manufacturing method and the resins used. FR-4 uses bromine, a chemical element, and so-called refractory halogen. It replaces G-10, another composite material that is less fire-resistant in most applications. FR-4 also offers a good ratio between fire resistance and weight. FR-4 High CTI: The Comparative Tracking Index (tracking resistance) is over 600 volts. FR-4 without copper foil: Ideally suited for insulation boards, models and circuit board carriers. More information about the properties of these different materials can be found later in this article.
What holds our world together
The properties of base materials for electronic assemblies.
What is "base material"?
The individual components of the typical base material are adhesive, a backing material and the conductive layer. The FR4, the most widely used base material, is made of adhesive Epoxy resin and the base material made of twisted glass fibrils, which are woven into a glass fabricate. "FR" stands for "Flame Retarding" and thus points to the indispensable flame retardant Property of the material. The "4" stands for a certain FR type. There are also the types "FR2" and "FR3", which are hardly in use these days, and "FR5" with a higher one Temperature resistance as "FR4".
Prepregs and laminates
When manufacturing FR4 base material, the glass fabric with the epoxy resin is used first soaked. The result is "Prepregs", an artificial word that stands for "Preimpregnated" and on it to indicate that the epoxy resin matrix has dried but has not yet hardened.
Each prepreg consists of exactly one type of glass fabric, which is specified with a number, for example, "106", "1080", "2116" or "7628". This type of designation was previously related to the prepreg thickness is very binding. The 106 was about 50 µm thick, 1080 about 60 µm, 2116 approx. 115 and the 7628 approx. 180µm.
The modern demand for a safe but also inexpensive pressing of Multilayers has led to various prepreg variants that differ in the thickness of the resin coating differ. There are still prepregs with standard resin content but now also with medium ones and high resin content. The usual identifiers are then "SR" for "Standard resin", "MR" for "Medium resin" and "HR" for "High resin". Including all manufacturing tolerances, the thickness of one so-called 1080 prepregs recently between 56µm (= SR variant, lower tolerance) and 84 µm (= HR variant, upper tolerance) fluctuate.
Colloquially, "thin laminates" with thicknesses between 0.05mm and 0.86mm, and "Thick laminates" with thicknesses between 0.90mm and 3.2mm available. The thickness of the copper cladding can be 5, 9, 12, 17, 35, 70, 105, 210 or 420µm. There is no direct physical property associated with these copper thicknesses. The designations come from the Anglo-American language area for historical reasons just a multiple or an integer divisor of 1 ounce (= 35µm). Vincenz, Taube, Wiemers: PCB and assembly technology PCB and assembly technology. Prepregs and copper foils are the Electronics raw materials. laminates are already derived products. Incidentally, this reference also explains the classic PCB thickness of 1.50mm.
Technical characteristics of FR4 thermal conductivity
The foreseeable future belongs to the FR4 and its derivatives. The material is stable, the insulation is reliable, the dielectric behavior is usable, the costs are acceptable, the processing is established and the heat resistance is tolerable. The derivatives are essentially generated by modifying the epoxy resin matrix. In the wake of the switch to lead-free electronics (~ RoHS), it has become common to replace part of the resin volume with mineral fillers. This delays the temperature-related increased Z-axis expansion of the circuit board (parameter CTE (z) = "Coefficient of thermal expansion").
As a result of the higher temperature resistance, the likelihood that the circuit board will be damaged during soldering. One then speaks of “FR4 thermal conductivity with a higher Tg value” or also of “high Tg material”. The standard value for FR4 is 130 °, higher Tg values are 150 ° or 175 °, depending on the material manufacturer. In general, "Tg" is misleadingly translated as "glass transition temperature". What is meant, however, is that the epoxy resin structure becomes soft and elastic as soon as the Tg value is reached and that the Z-axis expansion consequently increases considerably.
Error events are then cracks in the contacted vias and/or tears of the internal conductor tracks from the via sleeves. Delaminations can also occur which leads to a partial dissolution of the pressed material composite. The consequence is usually a failure of the module. The continuous operating temperature of a module with FR4 material should not exceed 95 to 100 ° C. A higher Tg value does not increase the continuous operating temperature of a module. The continuous operating temperature essentially depends on the epoxy resin matrix and should not exceed 95 to 100 ° for FR4 material. Another parameter is the Td value. "Td" stands for "Time to Decomposition" and describes the temperature value at which the material has lost 5% of its mass due to outgassing/evaporation.
Since the introduction of SMD technology, the requirements for the base material have increased. The reduction in the design of SMD components also leads to a reduction in the SMD areas on the circuit board, because otherwise, reliable soldering is not possible (i.e. twisted components, tombstoning). When an SMD pad gets smaller, the area with which this pad adheres to the circuit board also becomes smaller. Simple mechanical loads, vibration and braking or acceleration forces can cause the component to tears. Reflow soldering additionally reduces the adhesion between the SMD pad and the circuit board by up to 75%, depending on the base material type, circuit board surface and number of reflow cycles. Unfortunately, the measures to achieve a high Tg in return often lead to a reduction in copper adhesion. With standard material, pull-off forces of around 2 N / mm can be found, which can drop to 0.8 N / mm with high-Tg material.
Note
Find out about the technical quality of base materials on the Internet or through a talk to your PCB manufacturer. Use the physical properties of Base materials for your circuit concept. Ensure that the used base material for consistently high product quality of your assembly.
0 notes
Text
What are BGA PCB Soldering Joints
The underside of the chip pronounced. BGA PCB has many compared to wired IC advantages such as: • Smaller housing • Higher packing density • Higher pin density • Improved signal transmission properties • Better thermal coupling to the circuit board
Latest forms of these components, such as which enable VFBGA (Very Fine BGA) meanwhile several thousand connection pins with a pitch of less than 0.5mm. The BGA PCB components are assembled in a corresponding soldering process, with many factors play a role. The result of this process is usually a matt.
• High level of liability between the ball and circuit board • High mechanical long-term stability • The high structural integrity of the ball body • High conductivity • High electrical signal integrity • High insulation resistance to neighboring pins
At this point the interaction between the physical states and the resulting electrical properties clearly. The reference model shows the structural relationships in a simplified manner. It is based on a static, directional signal with simple ohmic. The conditions prevailing in the chip (bond wires, etc) are neglected as well known.
Static reference model between the mechanical and the electrical level during the soldering process, the solder of the balls melts with the solder paste and it forms a chemical reaction with the surface of the circuit board an intermetallic zone. Also, there is an intermetallic zone between the chip and the ball body, which, however, is pronounced at the chip manufacturer and must also be checked by him. This should normally be between the transmitter and the receiver should be stable at the milliohm level.
But all theory is gray because in practice both systematic and random occur errors and these lead to greatly changed electrical parameters and also one shiny solder joint is by no means a guarantee of freedom from errors. They range from visible deformations of the solder body in the senses of lean or fat solder joints, where there is electrical contact, up to optically well-defined solder joints with no, or sporadically falling electrical contact.
The standard IPC-A-610E plays an important role in the evaluation of a BGA PCB soldering joint role. It specifies the acceptance criteria for electronic assemblies and also specifies criteria for BGA PCB components. So for a production system solutions are necessary which ensure the conformity of the solder joints to this standard can demonstrate. This also causes structurally unstable solder joints where it is underneath mechanical stress to break and thus to loss of electrical conductivity comes avoided. However, it remains to be noted that many errors, the shape of the solder body regarding, only have electrical effects at extreme values.
Worth mentioning here are the "Head in Pillow" and "Black Pad “known phenomena. With the former effect, the solder does not melt with the solder paste and a quasi-barrier layer is formed. However, the optics of the solder joint reveal this typically not. The main causes, in this case, are contamination of the ball surface.
The problem with the black pad is more towards the circuit board. Here the reacts ball with the solder paste but below it also creates a layer with reduced or complete lack of conductivity.
Overview of typical error categories for BGA PCB soldering joints
However, they do lower resolution and thus problems in the detection of liability weaknesses in the intermetallic zones. AXOI devices combine AXI and AOI in one system
They are also capable of failing BGA PCB soldering joints on incorrectly placed chips due high-density BGA assemblies with conductor tracks completely embedded in the circuit board are pushing against it.
Put reliable methods like ICT and FPT aside for years. As groundbreaking the so-called boundary scan method, which is based on IEEE1149.x is standardized and works without an adapter. Starting from the discussed production requirements, crystallize for complex BGA assemblies focus on two technologies - X-ray systems in the form of AXI / AXOI and as an electrical test device boundary scan system. Both procedures are examined in more detail below.
Make full use of X-Ray's potential even if X-ray technology is basically able to use the BGA. Looking at balls is just a necessary technical basis. The actual customer benefit is primarily defined by technological device design.
X-ray systems are used in modern SMD production either directly in or next to the production line for fully automatic X-ray inspection (AXI) used. In summary, AXI systems for use in SMD production lines at BGA Assemblies meet a number of basic criteria, such as: • Complete inspection according to IPC-A-610E • Low slip • Low rate of ghost errors (false alarms) • Throughput in the area of the beat rate of the production line (in-line operation) • Automatic error detection • Simple program generation • Intuitive user guidance • Support for Statistic Process Control (SPC)
The IPC-A-610E addresses criteria such as those related to the BGA PCB components solder ball offset, solder ball distance, solder ball shape and pores (air pockets) in the soldering.
Particularly efficient to meet the requirements of the IPC-A-610 3D AXI systems based on tomosynthesis are to be checked, e.g. the OptiCon X-Line 3D from GÖPEL electronic.
OptiCon X-Line 3D with integrated AOI option (AXOI)

Well soldered BGA ball, Roundness OK Area OK Gray value OK

Badly soldered balls Roundness NOK Area NOK Gray value OK
Measurement of good and bad solder joints
The examples in Figure 3 show an example of a ball and its ball image processing evaluation. The pictures show the section through the middle of the BGA soldering balls. The example below shows that the amount of solder applied has an influence on void formation.
BGA - 50% solder volume, low voiding
BGA - 100% solder volume, low voiding, light larger ball area
BGA - 200% solder volume, strong voiding recognizable
Representation of voids
Typically, the void test does not use the volume, but the void area certainly. Mainly the void area is related to the ball area and thus the void percentage issued.
The lower left example shows the automatic void determination. The IPC-A610E limit for the maximum proportion of void in the total solder joint is 25 percent.
Automatic determination of the proportion of void area to BGA area; Voiding = 27.4%; Measuring plane = ball center
Automatic determination of the proportion of void area to BGA area; Voiding = 27.4%; Measuring plane = ball center
Short circuits between two balls; these can also by means of an electrical test can be detected
Representation of void components, short circuits, and non-planar BGA
In addition to assessing the shape, presence, and pores of the solder balls, according to Figure 5 also short circuits between the solder balls are evaluated. If this BGA PCB is mechanically or thermally stressed, it will be expected to fail. Such an inclined position can include: stray components are caused that come to rest under the BGA. The error scenario of the "head-in-pillow" effect has already been discussed. It is also known under the synonym "trailer". One way of this failure scenario safely and to be able to test reproducibly is the use of a “tear-drop” pad design. in this connection, the connection pads of the BGA PCB are not circular, but tear-shaped.
X-ray image of a BGA with tear-drop design; the round pronounced soldering are trailers
X-ray image of a BGA with tear-drop design; the round pronounced soldering are trailers
Detection of trailers by tear-drop design
If a ball melts and combines with the solder paste underneath, it is shaped the typical teardrop shape. If no connection is established, the ball retains its circular shape and can be measured such as roundness, axis ratio or ball are abe sorted out.
The teardrop shape reduces the distance between two pads and it can cause injury of the minimum electrical insulation distance.
Now, a ball shape assessment is often not enough to make it bad differ. If there are assemblies on one side, you can use high-resolution 2.5D x-ray oblique radiation examined the transition between pad and solder ball become. If the constriction is recognizable here, this is an indication of a trailer.
ScopeLine MX-1000 for semi-automatic BGA analysis (MXI)
It’s better without needles This is a complementary partner for X-ray inspection of complex BGA assemblies Boundary scan procedure first choice.
This design-integrated test electronics is serialized via a so-called test bus driven. The virtual needles are actually boundary scan cells, which are in form a shift register (boundary scan register) can be interconnected. By the electrical test of BGA soldering joints succeeds in the synchronous handling of the problems of the cell. However, the fault location cannot be used for directional connections to be determined exactly, then processes such as MXI are required again.
Connection test of two BGA pins via boundary scan
With multi-point connections, e.g. Bus structures, on the other hand, is a pin accurate fault diagnosis completely given. But the charm of the boundary scan process is also its high test speed and flexibility when testing prototypes. Sophisticated system solutions such as the software platform SYSTEM CASCON ™ [6] from GÖPEL electronic offer automatic test pattern generators (ATPG) which thousands of test the solder joints in parallel in a few seconds and with automatic pin error diagnosis can, without the need for an adapter. It can hardly be more cost-effective. Boundary scan is a structural process and independent of that in the chip integrated functional logic. The bottom line is that each pin is individual and can be tested independently. This also makes the process very easy to use combine stress tests in which e.g. due to thermal stress in a climatic chamber attempts are made to cause defective solder joints to fail. It also offers for this GÖPEL electronic pre-assembled hardware modules, such as the TIC03 from the SCANFLEX series. But Boundary Scan also has its strengths in the laboratory. For quick prototype verification targeted check of certain signals is often relevant for the designer. Here graphic tools like Scan Vision ™ achieve the best results.
Representation of layout and schematic for interactive pin toggling
They not only allow cross-referencing between layout and schematic but also the activation of the boundary scan cells by simply clicking on the corresponding pin. The resulting logical signal states are then transferred from the user definable color schemes visualized. Special packages such as the PicoTAP Designer are also available for the introduction of Boundary Scan studio [8] from GÖPEL electronic available. They already contain all the tools including ATPG and debugger, as well as the necessary hardware to get started immediately. This also includes a hardware module for testing I / O signals. The special charm these packages are of course their extremely good price/performance ratio.
Components of the complete package PicoTAP Designer Studio
The very existence of the technologies and system solutions discussed so far is enough for one manufacturing with the highest quality standards is not enough. Rather, the use of X-ray systems and boundary scan systems in the production of BGA PCB assemblies a thorough analysis of the entire manufacturing situation. Above all, they play precise knowledge of the errors to be combated and their statistical distribution authoritative role. In total there are over 100 parameters that define an influence the optimal inspection and test strategy. In this respect, it is at this point impossible to name "the" strategy. But the fact is that the combination of AXOI and Boundary Scan at BGA provides 100 percent error coverage can guarantee and the greater the proportion of BGA is the more important precisely these techniques. From today's perspective, they are for high-density assemblies in perspective the only solution. What a process line looks like for such situations could be seen.
Example of using AXOI, MXI and Boundary Scan in a BGA PCB assembly line
The basic idea is to establish a sensor behind each process step and the statistical error information holistically on the processes fed back. The AXOI system can due to its high inspection speed qualify the module according to IPC-A-610E and, for example, also the inner meniscus measured by TQFP components. The still missing mechanical fault coverage is ensured by the integrated AOI system. MXI is used for precision analysis commitment. The sensors shown in blue are all in the GÖPEL product portfolio electronic included.
Summary and conclusions
BGA components are an important component of complex circuit boards and enable ever higher integration densities and improvements in the electrical parameters. The continuously decreasing access makes the use more appropriate countermeasures in the form of alternative inspection and test procedures are essential. In practice, 3D-AXOI machines, in particular, have a combined AXI / AOI system and Boundary Scan as the electrical test method for the greatest potential Solve the access problems. Both methods complement each other perfectly enable fault coverage against 100% for BGA soldering joints. It also offers boundary-scan fundamental future security as it progresses on standardization within the framework of the IEEE. That from GÖPEL electronic the developed concept of embedded system access (ESA) involves these standards and complements them with further technologies to extend the fault coverage [11]. Thereby the combination becomes even more attractive. For optimal use of the discussed system solutions, however, there is one in the first place accurate analysis of the process situation is essential because if the buggy bride is not dancing want to help all technology fiddling nothing.
https://www.mokotechnology.com/fr4-thermal-conductivity/
0 notes
Text
High Speed PCB Design
Maintaining high speed PCB design quality from the driver to the collector on the PCB is not an easy task. One of the most testing issues is dealing with the engendering deferral and relative time postpones bungles. To deal with the time delays, we have to realize how to figure follow length from time postpone an incentive to execute the PCB support steering as needs are. Let me show you the procedure. The high-frequency PCB design also requires selective material for PCB.
Finding a high Speed PCB Design
As per material science, swift sign travels in a vacuum or through the air at a similar speed As light, which is. Looking for high speed PCB design: According to materials science, electromagnetic signals travel in a vacuum or in the air at a speed similar to that of light, that is: Vc = 3 x 108 m/s = 186,000 miles/s = 11.8 inches/ns Due to the influence of the dielectric constant (Er) of the PCB material, the signal passes through the PCB transmission line at a slower speed. In addition, the transmission line structure also affects signal speed.
There are two general PCB follow structures:
stripline
microstrip
The equations for computing the sign speed on a high-frequency PCB are given underneath:
Where:
Vc is the speed of light in a vacuum or through the air
Er is the dielectric steady of the PCB material
Ereffis the compelling dielectric consistent for microstrips; it’s worth lies among one and Er, and is roughly given by:
Ereff≈ (0.64 Er+ 0.36) (1c)
Figuring engendering delay (TPD)
The spread deferral is the time a sign takes to increase over a unit length of the transmission line.
Here is how we determine the diffusion delay from the following lengths and other methods: Where: symbol speed relative to the transmission line In a vacuum or air, it rises to 85 picoseconds per inch (ps/ In).
On PCB transmission lines, the engendering delay is given by:
How to choose High-Speed PCB Design Material
Before selecting the high-speed PCB material for your fast PCB plan, it is essential to decide a worth (or qualities) for DK and Z0 for your transmission line (or lines). Your high-speed PCB board structure programming may enable you to set these qualities and incorporate them as a component of the plan file(s) for your agreement maker (CM). If not, there are dk outlines and impedance mini-computers online to assist you with landing at the best possible qualities. Presently, you are prepared to actualize the 2-advance answer for your fast PCB structure material choices!
Stage 1: Select board material sorts
Pick material sort from types prescribed for high-recurrence PCBs. This incorporates choosing center, prepreg, and substrate materials. You might have the option to profit by half breed development, where sign layer material is picked for high recurrence. Yet, different layers may utilize different materials to diminish manufacturers’ costs.
Stage 2: Select board material thicknesses and copper loads
Utilize your determined or favored qualities for DK and Z0 to choose thickness and copper loads. Make sure to keep up impedance consistency all through sign ways. Your CM ought to be a piece of your material choice procedure as the board manufacture, and PCB gets together stages may expect adjustments to your determinations before your sheets can be made. Rhythm Automation, the industry head in quick, exact PCB model assembling, is prepared to band together with you and help you in upgrading the material determination process.
Also, to assist you with beginning on the best way, we outfit data for your DFM and empower you to see and download DRC documents effectively. In case you’re an Altium client, you can permanently add these documents to your PCB structure programming.
If you are prepared to have your plan made, attempt our statement device to transfer your CAD and BOM documents. If you need more data on rapid PCB plan or making material determinations for your board, get in touch with us.
Impedance Matching in High-Speed PCB Design
It isn’t predominantly to take a gander at the recurrence, yet the key is to take a gander at the steepness of the edge of the sign, that is, the ascent/fall time of the sign. It is commonly viewed as that if the ascent/fall time of the sign (in 10% to 90%) is under multiple times the wire delay, it is fast. The sign must focus on the issue of impedance coordinating. The wire delay is ordinarily 150ps/inch.
Standard Impedance Matching Method
1. Couple Terminal Matching:
Under the condition that the sign source impedance is lower than the trademark impedance of the transmission line, a resistor R is associated in arrangement between the source end of the sign and the transmission line, so the yield impedance of the source end coordinates the trademark impedance of the transmission line, and the sign reflected from the heap end is stifled. Re-reflection happened.
2. Parallel Terminal Matching:
For the situation where the impedance of the sign source is little, the info impedance of the heap end is coordinated with the trademark impedance of the transmission line by expanding the parallel obstruction, to wipe out the reflection at the heap end. The execution structure is isolated into two
Coordinating obstruction choice guideline: For the situation of a high information impedance of the chip, for a solitary opposition structure, the parallel opposition estimation of the heap terminal must be near or equivalent to the trademark impedance of the transmission line; for the double obstruction structure, each parallel obstruction esteem It is double the trademark impedance of the transmission line.
The benefit of parallel end coordinating is primary and straightforward. The notable drawback is that it will bring DC control utilization: the DC control utilization of the single obstruction mode is firmly identified with the obligation cycle of the sign; the binary opposition mode is whether the symptom is high or low. There is DC control utilization; however, the current is not precisely 50% of the single resistor. Moreover, high-speed PCB design guidelines are enough to guide you.
0 notes
Text
8 Types Of PCB Layers
PCB is a fundamental building block of all electronic components. So it comes with various different types of layers. For a beginner, PCB Layer types and PCB layers boards types can be confusing. However, after having a basic understanding of these concepts, it appears quite simple.
This detailed article explains everything you need to know about PCB layers types and how to optimize them. Let’s come straightly to the points and elaborate on different PCB layers.
Types Of PCB Layers
Mechanical Layers
A single PCB circuit board can have multiple mechanical layers. However, you need at least one layer to fabricate your board. The most common mechanical layers form the physical dimension of your board. This layer assists a fabricator to cut out the circuit board from stock material.
This layer can be a simple rectangle or a complicated shape having round corners or cut-outs. In addition, some mechanical layers contain details tooling specifications and some other mechanical information. These extra mechanical layers have seldom usage so there is no need to dive deeper.
Keep Out Layers
Contrary to the mechanical layers, keep out layers define the constraints of the working area of circuit boards. For instance, if you want to draw all components ½ inch from the perimeter of your board. Then, the keep out layer will come under discussion.
This layer is very helpful to give feedback to the designer. So it assists designers not to violate the predetermined boundaries. Moreover, you can use it to identify segments on the interior that need to stay clear for different reasons.
Routing Layers
Routing layers are very helpful for interconnecting different components. Designers spend most of the time on routing layers for best performance. Routing layers can lie on both inner and outer layers. Moreover, in PCB layers stack up against the world, manufacturers call them as the top or bottom layers. You must provide routing layers to your fabricator while creating circuit boards.
Ground Planes and Power Planes
These are both solid copper layers shorted to a fixed potential. In simple words, you need to connect ground planes to GND and power planes to one of your onboard voltage. Likewise routing layers, these layers can lie as internal or outer layers of PCB.
Both layers are very advantageous for power distribution. Moreover, these are convenient for ground across all of your components. In addition, these can boost the performance of circuitry in certain conditions. You must provide all the files that describe all planes within your design while creating your custom circuit board.
Split Planes
Power and ground planes contain multiple sections of copper connected to different potentials. So you can modify them easily. It is very helpful to enhance the convenience of planes. For example, your plan can have multiple voltages on it distributing +5V to one section and -5V to another section.
There can be some performance issues while dealing with splitting planes up. Performance issues occur most often in the ground plane. Above all, split layers are handy to increase the convenience of planes.
Overlay or Silkscreen Layers
Overlay or silkscreen layers are additional layers to add text for all components on the circuit board. You need to add these layers on both top and bottom layers. If you want to utilize this layer, you need to provide separate layers for both top and bottom overlays.
Although circuit boards work perfectly fine even without these layers. However, you should add this layer to improve readability while repairing your circuit boards. In addition, you can add your company name, design name, serial or revision number of a circuit board. There is no need to add this layer to the internal layers because you can’t see them!
Solder Mask Layers
It is another one of the most common PCB layers types. Circuit boards come in different colors like green and blue. So the thin colored protective covering of the PCB on the top and bottom is solder mask. Solder mask plays an important role to protect traces from shorting when the debris is present on your board.
Solder mask is not mandatory for manufacturing PCB layers. You can add it to the top or bottom layers that depend on your needs. If you want to apply the solder mask on your board, you need to provide a file. The file should contain detailed information on where to place the solder mask.
Solder Paste Layers
It is another one of the most common PCB layers boards types. Solder paste is a substance that assists in the soldering of surface mount components on a PCB. Basically, the pads in PCB layers stack up specify solder paste within the exposed copper region. When you populate the board with surface mount components, it helps the solder flow better.
Solder paste files are mandatory for both sides of your design while using surface mount components on those layers.
How to optimize your PCB layers
PCB layers stack up is a core point while discussing multiple layers of PCB. It is very important to make the best selection for your layer stack up. Here are the top 5 best tips for optimizing your PCB layers:
Optimize your board size
First and foremost, decide the size of the circuit board. It facilitates you to determine other attributes of your multilayer PCB. Different factors that are very helpful to determine the optimal size of boards are the number and size of the components. Another important factor is the location where you want to deploy your board.
Optimize your layer design
You should optimize the number of layers for your circuit boards. All you need to calculate the pin density for your circuit boards. You should also consider impedance requirements for your boards.
Optimize your Via selection
To optimize your board, you need to choose appropriate via types. Such as blind, buried and through-hole vias, etc. So it is very helpful to control the complexity of the circuit board. Moreover, via selection can also impact your PCB board thickness.
Optimize your material selection
You must choose the best materials on a layer by layer basis. Signal layers in PCB layers stack up must be symmetric and support good signal integrity.
Optimize the manufacture of your boards
The most important point is to choose the best manufacturer for your circuit boards, such as MOKO Technology. Everything matters in layer optimizations such as solder masking, drill hole sizes, and trace parameters. So you should go for an expert team of manufacturers. And MOKO Technology is the best option!
0 notes
Text
PCB Fabrication
The smaller printed circuit board is often required in model making. Examples include eye switches for level crossings, power sources for car lights and others. The experienced model trainer may also want to tackle “larger” projects, such as his own booster with the desired performance. About PCB fabrication, it can be divided in different ways.
Perforated plates and experimental plates
The easiest way of PCB fabrication is with so-called experimental plates. These are PCBs made of hard paper or epoxy resin (GRP), which are drilled with a pitch of 2.54mm (= one-tenth of an inch). The copper layer is either just around these holes as pads or as strips. This means that smaller circuits can be set up quickly. The components are inserted on the side without copper and soldered on the other side. Connections can be made with thin wires and strands. However, this type of printed circuit board does not satisfy in the long run. It just looks too much like “handicrafts”.
Milling circuit boards
Another option for PCB fabrication service is to take a copper-clad board and mill conductor tracks on it. A drill stand and a small, fast-running drill are sufficient. Corresponding conductor tracks can be milled freehand or with a stop using a small, pointed cutter. The holes for the components are then drilled.
While this option is available for long, straight conductor tracks – such as passenger car lighting – the limit of what is possible is quickly reached with more complex PCB boards. In addition, it takes a lot of flair to mill paths freehand. This method can therefore only be used to a very limited extent unless you have a milling cutter with a motorized XY table.
Such a CNC router can possibly be made from a 3D printer yourself. The print head (the hot end) is replaced with a small milling machine. There are plenty of examples of how this works on the Internet. Most common 3D printers can be converted to CNC milling machines, such as RepRap, K8200, etc.
Etched circuit boards
The etched circuit boards are the simplest types of PCB fabrication.
Material requirement
• Bullet Copper-clad hard paper or GRP board (PCB raw material) • Bullet Waterproof felt tip pen • Bullet graph paper • Bullet etchants (iron-3-chloride, etch sulfate, aminium persulphate) • Bullet Lacquer • Bullet grains • Bullet Flat plastic tub •Bullet drill with small drills (0.8 / 1.0 / 1.2mm)
Detailed PCB fabrication Process
First, you should draw a template. These are laid out on paper (preferably graph paper or tenths of an inch paper) and the connections marked, which later give the eyes. It can already be ensured that there will be no crossings of the conductor tracks if possible. Now it is time to connect the marked component connections. Inevitable crossings will later be made with wires on the component side, soldering eyes must also be provided for this.
Now the etched circuit board is attached to the back of the template with tape, with the copper side to the paper. The markings on the connections are transferred onto the circuit board by hand using a punch with light pressure.
Then, the conductor tracks can be drawn on the copper surface with the waterproof felt tip pen. Large copper surfaces should also be painted over if possible, this will make the etching process easier.
After drying (at least 1 hour), the plate is placed in the approx. 1 cm high plastic tank filled with caustic. The etchant should have a temperature of approx. 35 – 50 ° C. Slightly “swiveling” supports the etching process. Remove the plate from the liquid and wash off with cold water. If you hold the circuit board in the light, any errors are immediately visible.
Now the felt-tip pen color can be wiped off with household paper soaked in acetone or gasoline. To protect the copper and to facilitate soldering, the plate is sprayed with a thin layer of solder lacquer. After drying, the plate can be drilled – done!
With a little practice, this circuit can be used to produce “worth seeing” circuits. But this technique is also subject to very narrow limits, especially due to the felt pen used (width of the line). In addition, this technique is hardly suitable for the series, since each plate has to be drawn individually by hand.
Toner Transfer method
A better result than drawing on the copper surface with a felt pen is obtained with the toner transfer method. The template is printed in a mirror image on a carrier material with the laser printer and the toner is then transferred to the circuit board. The laser printer should produce a rich print image. Old, almost used toner cartridges should be replaced beforehand.
Various coated papers (glossy surface) are suitable as the backing material, such as the backing paper for labels. Even better results can be achieved with a special toner transfer paper.
The actual transfer of the toner from the carrier to the copper layer takes place with heat. To do this, the paper is placed on the circuit board with the toner side and fixed with heat-resistant adhesive tape. Then press the iron on the paper at maximum speed for a few minutes. After cooling, the paper can be carefully peeled off, the toner now adheres to the copper. For optimal adhesion, it is necessary that the copper surface is cleaned well beforehand. Household sponges (such as Scotch Brite) with a rough surface and normal powder cleaner (e.g. Vim cleaning powder) and lukewarm water are suitable.
With this method, quite precise circuit boards with thin tracks can be created.
As an alternative to transferring the toner with heat, the chemical transfer must also be mentioned here. To do this, the template is printed out in a mirror image on a sheet of a magazine (simply tear out one page and print the template over the text or images). Place this paper with the toner side on the circuit board and fix it with adhesive tape. Then coat the paper well with nail polish remover, rub it in again and again with your finger. The paper must be completely wetted. After the nail polish remover has dried, peel off the paper. Wash the circuit board with lukewarm water to remove any color residue from the magazines.
With both methods, the circuit board can then be etched directly in the etchant as described above.
Professional PCB Fabrication Service
All of these limitations lead us to the professional way of PCB fabrication, even if as a hobby electronics technician we use simpler means and tools. This method includes the following steps:
Create Template
Photographically transfer the template onto the circuit board
Etch circuit board
Drill
Equip and solder
Material requirement
In addition to the previous version, the transfer of the template to the PCB fabrication is done photographically. The following material is required for production in this way:
• bullet PC and printer • bullet graphic software, such as Corel Draw, AutoSketch or a special print layout software • bullet exposure lamp and glass pane or exposure case • bullet Flat plastic tubs (at least 2) • bullet drill with small drills (0.8 / 1.0 / 1.2mm) • bullet tracing paper or (special) carrier foils for print production • bullet Photo-coated PCB material (positive) •bullet Suitable developer liquid • bullet etchants (ferric chloride, etch sulfate, aminium persulfate) • bullet Lacquer
0 notes
Text
PCB Protective Coating
Protection against dust, moisture, humidity, and other outside elements are essential in the protection of circuit board and components. In order to protect against damage, this article provides methods and means to help assure the components are protected and safely insulated. Below are some methods that can be implemented in assuring the safe coating and removal of components and boards. And we will cover a variety of tops from PCB protective coating thickness, PCB coating removal, and how to cure a PCB conformal coating.
PCB Protective Coating Thickness & Measurement
Thickness:
Thickness depends on the PCB board functions, weight, and profile. We consider many factors when deciding on how thick of an application is needed. A thinly applied coating with result in potential damage to the components as there wouldn’t be enough of a layer to protect against the risks of the environment. Too much? That will add to uneven and frankly unnecessary stress on the solder and other components. The thickness applied to properly coat should fall within the range of 25-250 micrometers and should be applied evenly. Remember, over or under applying the recommended thickness could result in damage.
Dry Measurement:
Only applicable after the coating has dried sufficiently enough or risk of damage will present itself. There are numerous ways to check the PCB coating thickness, however, it is most convenient to deploy the use of calipers. As long as you took a previous measurement of areas you applied the coating too, simply re-measure the same areas after the application of the coating. Averaging the before and after measurements will leave you with the thickness measurement you applied. It seems simple enough.
Wet Measurement:
With a wet film gauge, (which resembles a fine-tooth comb) the thickness of the coating application can be measured while it’s still wet allowing for adjustment as needed prior to drying. The wet film gauge has measurements inscribed, a careful eye is needed to even apply the coating evenly. Once this method is mastered, it’s fairly straight forward and simple.
Either method produces accurate results, it’s a matter of preference which to apply. However, it is recommended to use the Dry Measurement method until you’re comfortable working with and applying the coating. At that point, you can work on mastering the Wet Measurement.
PCB Protective Coating Removal
There are multiple ways to remove the PCB coating, should you need to. Listed below are the top 5 ways to remove PBC. Before applying a particular method, consider the board’s future. If the board is likely to be used again, Scraping is not likely to be your preferred method. If the board or components will have no further use, the method applied is irrelevant.
Parylene
This method is applied using a Chemical Vapor Deposition machine (CVD). This works whether the PCB is applied thick or thinly and is approved by the Food and Drug Administration if applied in a medical atmosphere. Excellent abrasion and chemical resistance along with low thermal expansion make this a good choice for home or hospital settings.
Silicone Resins
Applicable by brush, spray, manually dipped or a machine. This application is perfect for severely hot temperatures, humidity along with being top-notch for corrosion resistance.
Polyurethane Resins
The application of the PCB can be removed with this application where it’s applied thickly or thin. The perfect solution for applications needed to minimize chemical exposure, and it also approved by the Food and Drug Administration. This is usually applied by machine, manually dipped, brushed or sprayed.
Acrylic Resins
One of the best defense against prolonged exposure to moisture. It can be manually dipped, brushed, painted or sprayed and has a glossy coating.
Epoxy Resins
Chip, scratch, and peel resistant. Applies a smooth durable surface and can be applied by manually dipping, spraying, painting, or by machine.
Scraping/Grinding
This method should only be deployed as a last resort. The risk for damage to the components is high implementing this method and should be applied to harder conforming coatings.
All aforementioned methods for PCB coating removal are viable solutions for immediate use.
How to Cure a PCB Conformal Coating
Moisture Cure Coating
The utilization of atmospheric moisture is required to cure in this manner. Humidity plays a vital role in this process, therefore manipulating the humidity can greatly reduce the amount of time needed for the curing process. Conventional, IR ovens and humidifiers are perfect objects than can are capable of accelerating the curing process. Take head, leaving containers unsealed for a prolonged amount of time will cause moisture to be absorbed, facilitating the curing process.
UV Cure Coating
This method utilizes the intensity of ultraviolet light creating a chemical reaction within the coating causing exposed areas to immediately begin the curing process. This method requires a second process of curing, due to the fact it’s impossible for the ultraviolet light to hit every area needed for curation. This application is predominantly used for instant results; its application shouldn’t be left unattended.
Heat Cure / Evaporation Cure Coating
If this method is applied to solvent based conformal coating, the evaporation process will rapidly accelerate simply by applying a heating element. As the liquid evaporates, it leaves behind a coating resin which will need to be removed as well. This method has the potential to alter the coating properties which will cause coating defects if not applied correctly. While heating, the thermal sensitiveness of the components and boards must be accounted for and taking into consideration prior to application.
The curing methods listed above offer the most practiced applications for curing the conformal coating. It is recommended. However, to implement the Moisture and Heating curing method over the UV. Once familiarized with the first 2 methods, you can cautiously proceed to UV.
The above methods are the most well-known applications in reference to PCB. It is recommended to exercise caution and use all safety gear required to reduce the risk of injury.
0 notes
Text
Types of PCB
A Printed Circuit Board (PCB) electrically connects and mechanically supports various electronic components. We do this by using conductive pads or tracks. These are etched from copper laminated sheets. However, we also include a non-conductive substrate. There are various types of PCB boards and they have specific applications. Today we will take a look at some of them.
Single-sided PCB
A single-sided PCB is one of the types of PCB and is made from a single layer of a substrate. Only one side of this substrate is coated with copper. In single-layer boards, we solder various components onto one side. So, this makes it easier to design and produce a single-sided PCB. Therefore, they have a low cost and we can manufacture them in high volumes. Hence, we commonly use single-layer PCB in simple applications like calculators, printers, radio, and cameras.
Double-sided PCB
Double-sided PCB is also among the types of PCBs. They have a substrate material like single-layer PCB. However, the substrate is coated with copper on both sides. We can drill holes in double-layer boards to allow the connection between components on opposite sides.
We use these types of PCB in applications that have intermediate complexity. Therefore, the typical examples include LEDs, amplifiers, HVAC systems, vending machines, and car dashboards.
Multi-layer PCB
Multi-layer PCB has multiple layers of PCB. So, we have to use a specialized glue for securing them together. We need to place the layer of boards by sandwiching them between insulation layers. Therefore, we can ensure that excess heat won’t damage the components.
These types of PCBs are suitable for a wide range of advanced electronic applications. So, we often use multi-layer PCB in data storage, file servers, satellite systems, medical equipment, GPS technology, and weather analysis.
Rigid PCB
We manufacture rigid PCB from a solid substrate which prevents the twisting of the board. A computer motherboard is a common example of a rigid PCB. The motherboard is designed for allocating electricity from the power supply and facilitating communication between various computer parts such as GPU, RAM, and CPU. Rigid PCBs are the most abundant type of PCB. So, we use rigid PCB in those applications where we want to prevent the deformation of PCB and increase its lifespan.
Flexible PCB
Flexible PCB is the exact opposite of rigid PCB. As the name suggests, these PCBs are very flexible and can move freely. Since flexible PCB needs flexible manufacturing material, therefore, they have a high manufacturing cost.
Flexible PCB offers many benefits that rigid PCBs are unable to offer. We can fold flexible PCB over their edges and wrap them around the corners. Their flexibility allows them to have lightweight and hence we can use them in small spaces.
We can also use flexible PCB in those areas which are subjected to environmental hazards. However, to achieve this, we have to manufacture them by using waterproof, corrosion-resistant, and shockproof materials. This is something that the rigid PCB is not capable of.
Flex rigid PCB
These types of PCB combines the best of both worlds as they depict the properties of both the rigid and flexible PCB. These boards have multiple layers of rigid PCB attached to a number of flexible PCB layers.
These boards have more benefits than those offered by flexible or rigid PCB alone. Flex-rigid PCB has a lower parts count than the conventional flexible or rigid boards. This is because we can combine the wiring options for both of them into a single PCB. When we combine the properties of flexible and rigid PCBs in the flex-rigid board then we get a reduced size, streamlined design, and lighter weight.
We mostly use flex-rigid PCB in those applications where weight and space are of prime concern. This includes digital cameras, automobiles, cell phones, and pacemakers.
Materials for PCB Manufacturing
The dielectric substrate is a major part of PCB which is either flexible or rigid. We use a dielectric substrate with a copper coating. We will now discuss some of the materials which we frequently use for manufacturing PCB.
FR4
FR is an abbreviation for Fire Retardant. FR4 is the most common glass laminated material for all types of PCB fabrication. FR4 is a composite material that is based on woven glass-epoxy compounds. It is very useful because it gives us excellent mechanical strength.
FR-1 and FR-2
This material is based on phenol and paper compounds. We mostly use this material only for single-layer PCBs. Both FR2 and FR1 have the same properties. However, they have one difference which is glass transition temperature. FR2 has a lower glass transition temperature in comparison to the FR1. We further divide these materials in halogen-free, standard, and non-hydrophobic.
CEM-1
This material is a composite of phenol compounds, paper, and woven glass epoxy. We use this material only for single-layer PCB. We can use CEM-1 as an alternative to FR4. However, CEM-1 is more costly than FR4.
CEM-3
This material is white in appearance and we mostly use it in double-layer PCBs. It is based on glass epoxy compounds. CEM-3 is cheaper than FR4 so it is a good alternative. However, it has lower mechanical strength in comparison to FR4.
Polyimide
We mostly use this material in flexible PCBs. It is based on rogers, kepton, and dupont. It has good felicity, electrical properties, high chemical resistance, and wide temperature range. The operating temperature of this material is from -200 ͦC to 300 ͦC.
Prepreg
It is a kind of fiberglass that is impregnated with resin. These resins are pre-dried, so it sticks, flows and completely immerses when heated. The adhesive layer of the prepreg gives it a comparable strength to the FR4.
There are many forms of this material which have varying resin content. These include Medium Resin (MR), Standard Resin (SR), and High Resin (HR). We choose between these according to the layer structure, required thickness, and impedance.
MOKO Technology is a leading company in the field of Printed Circuit Boards (PCBs). We specialize in all types of PCB manufacturing with multiple materials since 2006. Feel free to contact us if you have any queries or if you want a quote.
0 notes
Text
What is HDI PCB?
Do you remember IBM Simon? You can consider it the father of smartphones. The Simon phone has 38 mm thickness and almost 510g weight. So it was impossible to place in the pocket. On the other hand, look at today’s smartphone. You can easily put them in your pocket. And the reduction in the size of a smartphone is due to the HDI PCB. The purpose of HDI technology is to make devices smaller, thinner, and lighter as well.
So do you want to learn HDI PCB? This article gives you a clear idea about what is HDI circuit boards. So we will cover its features, benefits, and applications, etc. After completing this article, you will be adept in the HDI PCBs.
What is HDI PCB
HDI PCB stands for High-Density Interconnector Printed Circuit Board. It is one of the significant enhancement in the world of PCB electronics. Moreover, its advanced multiple via processes minimizes the number of layers. So it provides smaller yet most powerful circuitry.
Features of HDI PCB
HDI PCB fabrication uses the latest multilayer technology that allows you to integrate multiple layers with high density. This technology has significant dominance over other traditional PCBs. Here are some key features of this technology:
High-density interconnector uses laser drilling technology. So this technology precludes different drawbacks that occurred during traditional mechanical drilling technology. Therefore, it reduces your difficulties.
These boards contain high wiring density per unit surface area as compared to regular PCBs.
HDI boards most often come with apertures having a range of 3.0 to 6.0 mil. Moreover, the line width is between 3.0 and 4.0 mil. So by using these features, you can minimize the pad size significantly.
Another most popular feature of these boards is vias. There are different types of vias such as buried, blind and micro vias. The size of the vias can be lesser than 0.0006 mm in diameter. So these small size vias help you to save more space on the boards. So you can create a more compact design.
The effectiveness of these boards assists as a substitute to use of high-layer laminated boards. Moreover, these boards are expensive as well.
Different characteristics such as lightweight and high frequency. Plus, high electrical speed makes it the ideal option for various applications.
Different stack-ups for HDI PCBs
According to the IPC-2315 standard from the IPC, there are 6 basic types of stack-ups. These stack-ups types include I, II, III, IV, V and VI. However, the last three types are more expensive and have minimum use. So we will only discuss the first three types of vias. Moreover, the standard differentiates HDI stack-ups on the basis of the vias type. Such as micro, buried, blind and plated through vias.
HDI Type I: These types have a structure of a laminated core having at least just a single layer of micro vias. These vias can exist on one or both sides of the circuit. Type I HDI use blind and PTH vias. However, it doesn’t use buried vias.
HDI Type II: This type includes different blind and buried vias on a laminated core. Fabricators can stagger different micro vias and stack them relative to buried vias.
HDI Type III: To construct this type, the manufacturer uses micro vias, buried and blind vias on a laminated core. Moreover, this type includes at least two layers of micro vias on one side of the board or both. You can stagger micro vias over other micro vias. Furthermore, you can stack them over other buried vias.
Materials of HDI PCB Fabrication
Do you want to know about the different materials used in HDI PCB manufacturing? You should know about the different materials for various reasons. For example, if you know about the material, you can choose the right material for your HDI board. Let’s have a look at the most important material used for HDI:
Copper: This is the primary material for all PCBs.
Core: It is a skeleton of the board. It is a copper-clad board. You can use it for the double-panel production of the inner layer.
Surface treatment materials: It includes nickel-gold alloy, lead-tin alloy, OSP, silver, etc.
RCC: The specification of RCC includes 60T12, 60T18, 65T12, etc.
FR4 (LDP): The specifications of FR4 include 1080 and 106.
If you want your PCB to perform well, you will have to choose adequate dielectric and resin material. The properties of these materials include decomposition temperature and glass transition. It further includes thermal expansion coefficient and delamination time.
For example, most of the people go with FR4 materials. You can use it for those applications that need a few GHz frequencies. In addition to this, if you want to pick materials used in microwave/ RF applications. You need materials that are capable to maintain impressive signal integrity. So choose a material that can is good for up to 20 GHz.
And other material includes BT epoxy, polyamide, and enhanced epoxy. You can pick any of them according to your needs!
Benefits of using HDI PCB Board
Using HDI circuit boards in your application has a lot of advantages. Due to these benefits, most manufacturers prefer HDI over other types of circuit boards. Have a look at the benefits of using HDI PCB in your applications:
1. Reduce heat transferring
Traditional PCBs burn due to a lack of heat transferring. So this technology has an edge over traditional circuitry such that it reduces heat transfer. Why? It is because the heat has to travel for a short distance before leaving the HDI PCB.
The design of this circuity makes it capable to go through a high thermal expansion. So it increases the lifespan of the circuit boards.
2. Manage thermal conductivity
The availability of different types of vias makes sure the current transmission between the components. So it is up to you to fill these vias with either conductive or non-conductive materials. You can further enhance the functionalities by using the blind vias and via in pad components together.
Furthermore, the HDI boards have a compact structure. So it reduces the transmission distance between different components. It further reduces transmission times and crossing delays as well. So as a result, you will have a strong signal for your circuit.
3. Minimal power usage
HDI PCBs consume less battery power as compared to traditional ones. This is because of advanced manufacturing technology. This technology binds the electrical components resulting in minimizes loss of energy.
HDI circuits use vias instead of through holes that also reduce power usage. This effect increases the lifespan of your battery.
4. Smaller form factors
It is an ideal choice for saving space. You can easily minimize the total number of layers on HDI PCB desingning. For example, you can replace the 8-layer through holes by using a 4-layer via in pad solution. As a result, you will have a small PCB. Some vias will not visible to the people and increase performance as well.
5. Incorporation of components
You can’t only minimize the space but also incorporate your boards as well. It means you can put as many details as you want on the HDI board. Furthermore, you can populate both sides of the board to incorporate the components. So this depends on the design and the need for the application.
6. Different designs
By using the high-density interconnector technology, you can create different designs of the boards. So you can use these circuit boards in all applications as you want. Such as you can have rigid, flexible and combination of both.
How does HDI PCB change your lives?
HDI PCB is the fastest-growing part of different industries. Nowadays, devices are getting smarter and more portable. Furthermore, components insides the devices are smaller and lightweight. On the other hand, performance is getting higher and higher. In addition to this, performance works in smaller areas as well.
So all this happening just because of HDI circuits and other technologies similar to this. These circuits provide higher density per unit as compared to traditional circuit boards. This technology use buried, blind, and micro vias to uplift the performance. Besides, these vias provide high-quality results when combined with laser direct imaging and laser drilling machines.
Application of HDI PCBs
So far you have learned a lot of things about this amazing technology. However, you might be thinking that where you can apply these incredible circuit boards. So it is a fact that there are countless applications where you can use this board. Therefore, you can use this circuitry from simple to mega-complex applications. Here are some significant applications for HDI PCBs:
1. Consumer electronics
This term refers to all basic devices you find in your daily life usage. Such as laptops, smartphones, and cameras. Moreover, it also includes the majority of home appliances and entertainment systems.
All these gadgets need circuit boards having lighter weight. Moreover, these appliances also need flexibility. Thus, HDI circuitry meets the qualities of these gadgets.
2. Medical equipment
There are numerous electronics playing a key role in the wellbeing of our health. So the medical industry wants to ensure the high-quality circuits that meet their standards. So all medical equipment should be effective and play a major role in the safety of the patient.
So there are several devices where you will find HDI printed circuit boards. Such as monitors and scanners. It further includes heart pacemakers, scientific instruments and control systems.
3. Industrial applications
You can find this circuitry in the high-powered industrial applications. Due to its effectiveness and robust nature. Moreover, it consumes less energy and ensures maximum output.
Even these circuit boards are capable to perform in a harsh environment. So most boards use thick copper that helps in faster battery charging. Moreover, it also helps in high current applications as well.
So you can find this circuitry in various applications. Such as electric drills and different measuring equipment. Besides this, they exist in power equipment such as generators and solar power panels.
4. Automotive
Most automotive rely on different electronic parts to work properly. So you can use this technology in these applications. You can use high-frequency signals of RF and HDI PCBs combined with sensor applications. This is common in automotive.
Different technologies such as radar technology are clearing their way in the automobile industry. All such technologies rely on HDI circuitry.
In addition to this, some common applications such as engine management systems use this technology. It further includes navigation devices, video, and audio devices.
5. Aerospace applications
The precision and durability make HDI an ideal choice for aerospace applications. Moreover, HDI circuits can resist vibration effects. Airplane and jets need circuity that can withstand in harsh environments.
So HDI circuit boards ensure the security of aerospace applications. These apps include monitoring equipment such as pressure sensors. Plus, accelerometer.
Conclusion
The high-density interconnector circuit board is the most robust technology. You can use this technology in a wide number of applications. If you want to order high-quality PCB, you must be familiar with the basics of this technology.
So if you are looking for a reliable PCB, you can consult MOKO Technology. We utilize the latest technologies to create high-quality circuit boards.
0 notes
Text
Multilayer PCB boards are better than their alternatives
A multilayer PCB board is made from three or more conductive copper foils. These are glued and laminated together with layers of insulation between them. We use VIAS to achieve electrical connections between the layers. This allows us to make complex PCBs of various sizes.
The electronic products are becoming sophisticated with time and we need advanced PCBs. Conventional PCBs had problems like crosstalk, noise, and stray capacitance. So, we had to follow some design constraints. However, these design constraints didn't allow for the satisfactory performance of single-layer PCBs. Therefore, manufacturers came up with a multilayer PCB board.
Multilayer PCB boards are gaining popularity in modern electronics. They are available in different sizes so we can use them for numerous applications. Multilayer PCB boards can have 3-50 layers. However, layers are mostly used in even numbers because an odd number of layers can lead to circuit warping. Common applications need no more than 12 layers of these PCBs however some special applications can involve up to 100 layers. However, this is very rare because it reduces their cost-effectiveness.
Multilayer PCB boards are better than their alternatives
When we compare multilayer PCB boards to the single layer or double layer PCBs, then the benefits of multilayer PCB boards seem more prominent. Here, we will take a look at some of them.
1.Higher Assembly Density
Single layer PCBs have limited density because of their surface area. However, we can multiply the density of multilayer PCB boards through layering. Therefore, we can increase their functionality, speed, and capacity and reduce their size.
2.Smaller Size
Multilayer PCB boards have a smaller size in comparison to the single layer PCBs. We can increase the surface area of single layer PCBs only by increasing their size. However, we can increase the surface area of multilayer PCB boards by adding more layers. So, we can decrease their overall size. This allows us to use multilayer PCB boards even in very small electronic devices.
3.Lighter Weight
We can seamlessly integrate a large number of components in multilayer PCB boards. So, we need a smaller number of connectors. Therefore, multilayer PCB boards are lightweight and are ideal for complex electronic applications. Multilayer PCB boards have the same functionality as that of a single-layer PCB. However, they require fewer connections and have reduced weight. This is empirical for smaller devices where we are concerned with the overall weight.
4.Functionality Enhancement
Multilayer PCB boards are more capable than the single layer PCBs. They have controlled impedance, greater design quality, and improved EMI shielding. So, we can accomplish more with them as compared to single layer PCBs.
Multilayer PCB boards still exist some limitation
Despite their advantages, multilayer PCB boards have some limitations. Therefore, we should also take a look at them.
1.Higher Cost
Multilayer PCB boards manufacturing is more expensive as compared to double layer and single layer PCBs. Multilayer PCB board design is difficult so we need more time to work out any possible problems. They have a complex manufacturing process so there are high labor costs. Additionally, the equipment we use for multilayer PCB boards fabrication is a little expensive.
2.Complicated Production
Multilayer PCB boards are difficult to manufacture and they require sophisticated manufacturing techniques. So, a multilayer PCB board can become useless even if there is a small flaw in the designing or manufacturing process.
3.Need for Highly Skilled Individuals
Multilayer PCB boards require extensive designing before we can manufacture them. If we lack experience then it can be very difficult. Interconnection is required between different layers of a multilayer board. However, we have to avoid impedance issues and crosstalk. Therefore, we need to be careful because a single flaw in the design can lead to a non-functioning PCB.
4.Production Time
There are more manufacturing steps involved as the complexity increases. This affects the turnover rate of multilayer PCB boards. Every multilayer PCB board needs a considerable amount of time to manufacture. This leads to longer wait times between when an order is placed and when you deliver the product.
Tips for Designing Multilayer PCB boards
Designing an efficient multilayer PCB board requires a lot of focus and care. So, here are some tips which can help you with the designing process.
1.Board size
If you set your board size first then it will give you a constraint for determining other elements of your multilayer PCB boards. The optimal board size depends on the size and number of components. It also depends on the location where you will mount your board, tolerance for spacing, drill holes, and clearances.
2.Layer design
You can use PIN density for finding the number of layers you will need for your board. For layer design, you should consider impedance requirements, especially if you are using controlled or fixed impedances.
3.VIAS selection
The VIAS you choose for your board will affect the complexity of manufacturing. So, this will affect the quality of your multilayer PCB boards.
4.Material selection
You should select the material for manufacturing your board by using a layer by layer approach. However, you must ensure that the material allows for good signal integrity and ground plane distribution.
5.Optimize the manufacturing process
Your design decisions will affect the performance of your multilayer PCB board. You should carefully choose clearances, solder masking, drill hole sizes, and trace parameters. All of these significantly influence the manufacturing process.
Thickness Standard for Multilayer PCB board
The typical thickness of PCBs was 1.57 mm or 0.063 inches in the past. This was standardized because of the substrates of plywood sheets. However, when we started developing multilayer PCB boards then we had to follow the thickness of connectors between layers. So, the required thickness became variable. However, a general standard is thickness from 0.008 to 0.240 inches. You can choose the PCB thickness depending on your needs and applications.
MOKO Technology is a renowned name when it comes to manufacturing PCBs. We specialize in all kinds of PCBs including multilayer ones. We have the capability for mass production and we can incorporate any number of layers in our boards. If you are looking for a reliable supplier for custom made multilayer PCB boards service, then you are in the right place! Feel free to contact us if you want a quote or have any queries.
0 notes
Text
Material Selection for High frequency PCB
High Frequency Printed Circuit Board is a class of PCBs. These are mostly used in those applications which involve special signal transmissions. These mostly operate in the frequency range of 500 MHz to 2GHz. High frequency PCB is a viable choice for applications involving microwave, mobile, and radio frequency.
Most of the electronic products today involve signal communication. This is more prominent in products that involve satellite and Wi-Fi systems. So, we look towards high frequency boards whenever we need a signal communication in our electronic products.
Today we will discuss all high frequency PCB boards and how you can use them as per your needs and requirements.
Material Selection for High frequency PCB Fabrication
We mostly use high frequency laminates in high frequency PCB. However, these are often difficult to fabricate. Because they must maintain the thermal heat transfer of the application due to the sensitivity of the transmitted signal. So, we need special materials for high frequency PCB manufacturing.
When you are selecting a material for High frequency PCB, you must keep the following in mind,
Dielectric constant
It is the ability of a material to store energy when we apply an electric field. However, it is a directional property which means that it will change with the axis of the material. So, the material you intend to use should have a small dielectric constant. Therefore, it will deliver stable input and there will be no delay in the transmission signal.
Dissipation Factor
Your material should also have a small dissipation factor. Because a high dissipation factor can affect the quality of the transmitted signal. However, a small dissipation factor will allow for less signal wastage.
Loss Tangent
It depends on the molecular structure of the material and it can affect the RF material going through high frequencies.
Proper spacing
It is important in terms of skin effect and cross talk. Crosstalk takes place when the PCB starts interacting with itself and we observe undesired coupling between the components. So, we need to ensure the minimum distance between the plane and trace in order to avoid crosstalk. The skin effect is related to the resistance of the trace. However, skin effect becomes prominent as the resistance increases. So, this can lead to warming the board. Therefore, the trace length and width must be such that it can’t affect the PCB at high frequencies.
The diameter of the VIA
VIAs with smaller diameters have low conductance hence, they are more suited when we are dealing with high frequencies.
Coefficient of thermal expansion
It determines the impact of temperature on the size of the material. So, this becomes important during the assembly and drilling processes. Because even a slight change in the temperature can significantly alter the size of the material. So, you must ensure that the thermal expansion of the foil must be the same as that of the substrate. Otherwise, the foil might dissociate when we subject it to high temperatures.
So, based on these considerations, we recommend the following materials for high frequency PCB,
Taconic RF-35 Ceramic
Rogers RO3001
Taconic TLX
Rogers RO3003
ISOLA IS620 E-fiber glass
Rogers 4350B HF
ARLON 85N
Features of High frequency PCB
High frequency PCB is supposed to give excellent performance. So, they have the following typical features.

Benefits of High frequency PCB
High frequency PCB service is a convenient choice when it comes to wiring. Because they shorten the connection between the various electronic components and hence, they shorten the length of the wiring. So, this consequently improves the speed of signal transmission.
High frequency PCB allows the signal line to form a constant low impedance to the ground. So, this significantly reduces the circuit impedance and provides an improved shielding effect.
Most electronic products have functional requirements of heat dissipation and high frequency PCB are made from such material that facilitates heat dissipation hence, they are an ideal fit.
The PCBs which we use in telecommunication or high-speed products are subjected to high frequencies. So, ordinary PCBs can’t function at these frequencies that is why we need high frequency PCB.
Applications of High frequency PCB
High frequency PCB has a range of applications and we will take a look at some of them,
Medical Applications
We can use high frequency PCB in healthcare or personal monitors such as heart rate monitors, blood glucose monitors, and blood pressure monitors.
You can also use them in medical scanners such as CT scanners, X-Ray scanners, and MRI scanners.
Also, we can also use them in photometers and microscopes.
Industrial Applications
You can use these in electric drills and electric presses.
We may use these for the measurement of various parameters and controlling them. For example, pressure measurement systems and temperature control systems.
Also, you can also use them in power indicators of generators, solar panels, and inverters.
Advance Communication Applications
High frequency PCB enables the efficient transmission of sound signals over long distances. So, this allows for clear communication.
We can use these for various advanced communication functions such as filtering and amplification.
Also, we can use these in microphones, mixing decks, booster stations, and receivers.
Radar systems
We extensively use High frequency PCB in RADAR systems.
These play an important role in the marine and aviation industries.
Submarines and ships rely on these for detecting enemy vessels.
Also, aircraft use these for navigation and safe landing.
If you are looking for high-frequency PCB and can’t find a reliable vendor then you shouldn’t worry. Because MOKO Technology is here to save the day. MOKO Smart has vast experience in manufacturing all kinds of PCBs, including high-frequency PCB. We have a state-of-the-art setup and we have the capability for mass production. Also, our products are of premium quality and have excellent performance hence, we can deliver customized PCBs that are tailormade to meet your needs. Feel free to contact us if you want a quote or if you have any further queries.
0 notes
Text
What is microvia PCB?
Have you ever opened up the case of a broken smartphone or smartwatch? If yes, you will be familiar with small circuits packed into such small devices. Different electronic components are shrinking day by day. However, the performance of these devices is dramatically increasing. This change has occurred due to the microvia PCB.
In this informative article, you will learn about microvia PCB design and cost consideration. Furthermore, we will explain its challenge. Let’s have a look at what are microvia PCBs and why they are cost-effective.
What are the microvia?
All PCBs contain stacked pads that have small holes. These holes have some sort of electrical connection with each other for the flowing of the current. These conductive holes are vias.
Certain products, especially those used in computing industries and telecommunications need a special type of PCB with vias. Such PCBs contain a great number of highly dense layers with very small vias to enhance functionality.
Microvia PCB has three major parts:
Through holes: These micro vias penetrate all layers of the circuit board.
Buried vias: Such microvia exists in the middle layers of boards. Moreover, they don’t have any exit to the exterior.
Blind vias: These micro vias don’t penetrate the entire circuit board. However, they connect the exterior layer to at least one layer of the board.
Design consideration of micorvia PCB
Microvia PCB design has the highest wiring and pad density as compared to other conventional PCBs. Moreover, they come with smaller spaces and trace widths.
The size of the microvia PCB is extremely small. So you can use these to create the most compact designs. Besides this, you can use these vias up to a drill hole depth of about 100 micrometers. You need to use a laser drill for microvia PCB. So due to its short barrel, you don’t face any problem with different expansions. So this technology is more reliable as compared to the through-hole vias.
When talking about complex circuit boards, different experts highly recommend micro vias solutions. The dimple occurred due to the microvia raise the risk of voiding somehow. However, you can easily control it with suitable soldering conditions. Moreover, additional microvia filling process can reduce the risk of dimples. In this situation, you will have to pay extra money.
For 0.65-micrometer pitch BGAs, micro vias are very suitable. It may need to reduce the track width of BGA to 90 micrometers. Or even less than this.
Furthermore, the BGA 0.50 micrometer pitch also needs microvia PCB. It can be necessary to decrease the pad size of the micro vias to 75 micrometers.
Cost consideration for microvia PCB
Microvia is very tiny and use to connect high-density layers. According to IPC standards, these vias must be 150 micrometers or less in diameter. Microvia PCBs are very helpful to create the compact circuit board. These boards are very expensive due to several reasons. For example, they contain complex circuitry and compact designs. Moreover, there involves a complex build-up process in fabrication.
However, there are several situations where you can use micro vias to reduce the cost of circuit boards. Here are a few simple scenarios where you can reduce the overall manufacturing cost:
1. Reduce layer count to reduce cost
Are you using through-hole vias in your design? Plus if using the trace escape for BGA is not working smoothly. So consider widening the breakout channel on the inner and bottom layers as well with blind vias or micro vias.
2. Eliminate electrical layers
Micro vias have the smallest size that is very helpful to maximize the routing channel. If you eliminate the electrical layer by introducing microvia at the place of through-hole vias. You can reduce the cost of printed circuit boards. So by replacing through-hole vias with the micro vias will reduce the layer. If circuit boards have fewer layers, it means those are less costly.
The challenge of microvia PCB fabrication
There are different challenges associated with the fabrication process of micro vias. If you mishandle these challenges, it can lead to ICDs and flaws. The ICD stands for interconnecting defects. These flaws occur near the inner copper layer. The ICDs can cause different problems such as open circuits and reliability problems. Furthermore, you can face intermittent problems at high temperatures that resulting in circuit failure.
It is a challenging process to detect ICDs. Because they work fine during the testing process. You can detect issues during assembly or after using it. So it is very important to fabricate boards carefully to avoid the problem in the future.
Debris-based ICDs
It is one of the common types of ICD. This occurs because debris ends up during the interconnection hole and becomes embedded in the inner-layer copper. This happens most often during the hole-drilling process. Although you drill microvia PCB by using the lasers. And laser doesn’t create holes nearly as much debris as other drilling processes. Therefore, micro vias have fewer chances of ICDs. Still, it is important for manufacturers to be careful.
Voids and reliability
Other problems that occur during the copper plating process for micro vias are dimples, incomplete filling, and voids. These defects or flaws can lead to reliability issues. Incomplete copper filling increases the stress levels in micro vias. Moreover, it decreases their fatigue life.
The impact of voids over micro vias depends on the different characteristics of the void. Such as shape, location, and size. For example, Small and spherical voids can increase the fatigue life of micro vias. Moreover, extreme voiding situations reduce their life.
Copper-bond failure ICDs
Copper bond failure is another common type of ICD. This can occur due to the high stress during assembly or usage. Furthermore, it can also occur due to the weak bond of copper. When copper bonds fail, interconnect defects occur. In this situation, the copper connection breaks off physically. If the coper bond is weaker, there are high chances of bond breakage.
Why does copper bond fail? There are different reasons. For example, many manufacturers use thicker PCBs and lead-free soldering temperatures. Moreover, the large size of holes and wave soldering can also lead to copper bond failure. Copper bond failure is a common problem in standard vias and microvia PCB manufacturing as well.
Never trust a microvia PCB manufacturer that offers you the cheapest price, trust those who are truly experienced with enough capacities to satisfied you!
We have over 13 years experienced on PCB manufacturing and PCB assembly, why not visiting MOKO Technology and see if we're the PCB manufacturer in China you're looking for!
0 notes