#cold room panels manufacturer
Text

low pressure PU foaming machine india
#PU foaming machines#Polyurethane Foam Making Machine#PU High Pressure Foaming Machine#Rotary Table for thermoware production#Rotary Table for thermoware production in mumbai#Cold room panels#Cold Room PUF Panel#PUF Cold Room Panel Manufacturer#PUF Cold Room Panel Manufacturer in mumbai#PUF Cold Room Panel Manufacturer in india#cold room panels manufacturer#cold room panels manufacturer in mumbai#cold room panels manufacturer in india#clean room panels#clean room panels manufacturers#clean room panels manufacturers india#clean room panels manufacturers mumbai#PUF insulated panels#PUF insulated panels in mumbai#PUF insulated panels in india#PUF insulated doors#Manufacturer of PUF Insulated Doors#PUF insulated doors in mumbai#PUF insulated doors in india
0 notes
Text
Advanced & Best Cold Room Manufacturer in Australia
expert team delivers top-notch custom cold room panels manufacturer with superior insulation and energy efficiency. From design to installation, also ensure your cold room meets the highest standards. Contact today for tailored solutions that meet your specific cooling needs.
0 notes
Text
What are the advancements in cold room panel technology?
When building efficient and effective cold storage solutions, the technology behind cold room panels plays a crucial role. As the cold storage industry evolves, so do the technologies supporting it. For businesses and professionals, staying informed about the latest advancements can make a significant difference in choosing the best solutions for their needs. This blog post will explore some of the most exciting advancements in cold room panel technology, highlighting how these innovations can benefit your cold storage operations. If you're looking for cutting-edge solutions, you'll also want to know what the leading Cold Room Panels Manufacturers offer. Let's dive into the latest developments!
Enhanced Insulation Materials
One of the most significant advancements in cold room panel technology is the improvement of insulation materials. Traditional panels used materials like polystyrene (PS) or polyurethane (PU), but innovations are pushing the boundaries.
Polyisocyanurate (PIR) Panels: PIR is becoming increasingly popular due to its superior thermal insulation properties compared to conventional polyurethane panels. With a higher R-value per inch of thickness, PIR panels offer better energy efficiency and reduced operational costs. They also have improved fire resistance, which is crucial for safety and compliance with modern regulations.
Vacuum Insulated Panels (VIPs): VIPs represent the pinnacle of insulation technology. These panels contain a vacuum between two layers of material, which significantly minimizes heat transfer. While more expensive, VIPs offer superior thermal performance and are perfect for environments requiring extreme temperature control.
Aerogel Panels: Aerogel technology is another emerging option. Aerogels are among the lightest materials available and have exceptional thermal insulating properties. Though currently more niche due to cost, aerogel panels are a cutting-edge solution for high-end cold storage applications.
Sustainable and Eco-Friendly Materials
As the world increasingly focuses on sustainability, cold room panel manufacturers respond with eco-friendly options.
Recycled Content Panels: Many manufacturers are now offering panels made from recycled materials. For example, some cold room panels use recycled paper or plastics in their core materials. This not only reduces waste but also lowers the environmental impact of production.
Green Certifications: Look for cold room panels with certifications like LEED (Leadership in Energy and Environmental Design) or similar eco-labels. These certifications indicate that the products meet rigorous standards for energy efficiency, indoor environmental quality, and overall sustainability.
Low-GWP Refrigerants: In addition to sustainable panel materials, there's a shift towards using low Global Warming Potential (GWP) refrigerants in cold storage systems. Cold room panels designed to work efficiently with these refrigerants help reduce the overall environmental impact of the cold storage process.
Improved Panel Construction Techniques
Advancements in construction techniques are enhancing the durability and performance of cold room panels.
Advanced Bonding Technologies: The bonding process between the insulation core and outer skins has evolved. New adhesive technologies ensure stronger, longer-lasting bonds that resist delamination and maintain thermal performance over time.
Modular Design: Modular panel systems are becoming more prevalent. These systems allow quicker assembly and disassembly, particularly useful for temporary or reconfigurable cold storage spaces. Modular panels also offer flexibility in design, allowing for custom solutions that fit specific operational needs.
Seamless Connections: Innovations in joint design have led to the development of seamless connections that improve insulation performance. New interlocking mechanisms and gaskets prevent thermal bridging and ensure a more efficient cold storage environment.

Smart Cold Room Panels
Technology integration makes cold room panels smarter and more responsive to environmental changes.
Embedded Sensors: Modern cold room panels can be equipped with embedded sensors that monitor temperature, humidity, and other conditions in real-time. This data can be used to optimize storage conditions, predict maintenance needs, and ensure compliance with regulations.
IoT Integration: The Internet of Things (IoT) is also extending to cold room panels. IoT-enabled panels can be connected to central management systems, allowing for remote monitoring and control of cold storage environments. This technology enhances operational efficiency and helps identify issues before they become major problems.
Innovative Aesthetic and Functional Designs\
Cold room panels are not just about performance anymore—they're also about aesthetics and functionality.
Custom Finishes: Advances in manufacturing processes allow for various finishes and colours tailored to specific needs. Whether it's a clean, white surface for a pharmaceutical storage room or a rugged, industrial look for a warehouse, there are more options than ever.
Enhanced Hygienic Properties: New panel designs include features that make them easier to clean and maintain. Smooth surfaces and antimicrobial coatings help ensure that cold rooms remain hygienic, which is essential for industries dealing with food and pharmaceuticals.
Choosing the Right Cold Room Panels Manufacturers
As you explore these advancements, selecting the right Cold Room Panels Manufacturers is crucial. Leading manufacturers are adopting these new technologies and offering state-of-the-art solutions. When choosing a manufacturer, consider factors like:
Product Quality: Look for manufacturers who use high-quality materials and adhere to industry standards.
Innovation: Choose manufacturers who invest in research and development to stay at the forefront of technology.
Customer Support: Good manufacturers offer comprehensive support, including installation guidance, maintenance services, and technical assistance.
Sustainability: Opt for manufacturers committed to environmentally friendly practices and products.
Conclusion
The cold room panel technology field is advancing rapidly, driven by the need for better insulation, sustainability, and innovative features. There's a lot to be excited about, from enhanced insulation materials like PIR and VIPs to eco-friendly options and smart technologies. Understanding these advancements and partnering with top Cold Room Panels Manufacturers can lead to more efficient, cost-effective, and sustainable cold storage environments for businesses looking to invest in cold storage solutions.
As you evaluate your cold storage needs, monitor trends and seek out manufacturers who offer the latest technologies. By staying informed and choosing the right partners, you can ensure that your cold room panels meet today's demands and are prepared for the future.
0 notes
Text
How Do Cold Room Doors Manufacturers Ensure Optimal Insulation and Temperature Control?
When preserving perishable goods, be it in the food industry, pharmaceuticals, or any sector where maintaining a specific temperature is crucial, cold room doors are at the forefront of this critical task. As one of the leading Cold Room Doors Manufacturers, Isoflex takes pride in delivering top-notch products that meet the highest insulation and temperature control standards. But what goes into making a cold room door truly effective? Let's delve into the intricate process that ensures our doors are second to none.

Isoflex: Leading the Way in Cold Room Door Manufacturing
At Isoflex, we have perfected the art of manufacturing cold room doors through years of research, innovation, and a deep understanding of our customers' needs. Our doors are engineered to provide superior insulation, robust durability, and seamless operation, ensuring your cold rooms perform at their best.
Isoflex manufactures cold room doors through a meticulous process that combines cutting-edge technology with skilled craftsmanship. Here's how we ensure our doors meet the highest quality and performance standards.
Design and Engineering
Every Isoflex cold room door starts with a detailed design phase. Our engineers use advanced computer-aided design (CAD) software to create precise specifications for each door. This includes determining the optimal insulation thickness, selecting the appropriate materials, and designing the door frame and sealing mechanisms. Our design process is guided by industry standards and best practices, ensuring that each door meets rigorous performance criteria.
Material Selection
We source high-quality stainless steel, galvanized steel, and polyurethane foam from trusted suppliers. Each material undergoes stringent quality checks to ensure it meets our strength, thermal resistance, and longevity standards.
Foam Injection
This is done using state-of-the-art machinery that ensures the foam is evenly distributed and fully expanded within the panel. The foam is then allowed to cure, forming a rigid core that provides excellent thermal insulation.
Assembly
Once the insulation is in place, the door panels are assembled with the outer and inner metal surfaces. This step involves precision welding and riveting to create a seamless and robust structure. The door frames are attached, and the entire assembly is inspected for structural integrity and alignment.
Sealing and Gasket Installation
The next step involves installing high-performance gaskets around the edges of the door. These gaskets are carefully fitted to ensure a tight seal when the door is closed. We also incorporate a unique interlocking system that enhances the sealing effectiveness, preventing air leakage and maintaining the internal temperature.
Quality Control
Each Isoflex cold room door undergoes rigorous tests to ensure it meets our standards for insulation, durability, and performance. These include thermal imaging tests to detect potential insulation gaps, pressure tests to check for air leakage, and durability tests to assess the door's resistance to wear and tear.
Customization and Finishing
The final step in the manufacturing process involves customizing the door to meet our customers' specific requirements. This can include adding features such as viewing windows, automated opening systems, or heated door frames.
Why Choose Isoflex?
Choosing Isoflex as your Cold Room Doors Manufacturer means partnering with a company that prioritizes quality, innovation, and customer satisfaction.
Customized Solutions
We understand that every customer has unique needs. We offer customizable options to tailor our cold room doors to your requirements. Whether you need a particular size, colour, or special features, we can provide a solution that fits your needs.
Commitment to Quality
At Isoflex, quality is our top priority. We use only the best materials and adhere to strict manufacturing processes to ensure the highest quality of our cold room doors. Our rigorous quality control measures ensure that every door we produce meets our exacting standards.
Excellent Customer Service
We pride ourselves on providing exceptional customer service. From the initial consultation to the installation and beyond, our team is dedicated to ensuring your satisfaction. We are always available to answer your questions and provide support whenever needed.
Competitive Pricing
We offer competitive pricing without compromising on quality. Our efficient manufacturing processes and strong supplier relationships allow us to provide high-quality cold room doors at affordable prices.
Conclusion
As one of the leading Cold Room Doors Manufacturers, Isoflex is committed to providing superior products that ensure optimal insulation and temperature control. Our cold room doors are designed and manufactured with precision, using high-quality materials and advanced technology to meet the diverse needs of various industries. With a focus on quality, innovation, and customer satisfaction, Isoflex is your trusted partner for all cold room door needs. Choose Isoflex for reliable, energy-efficient, and durable cold room doors that keep your products at their best.
0 notes
Text
What Are the Latest Trends in Cold Room Panels Manufacturing?
Cold room panels are at the forefront of innovation and efficiency in the ever-evolving landscape of cold storage solutions. As a leading name in the industry, Isoflex is proud to be at the cutting edge of these advancements, ensuring that our products not only meet but exceed our clients' expectations. In this blog post, we delve into the latest trends in cold room panel manufacturing and highlight why Isoflex is the best choice among cold room panels manufacturers.

Understanding Cold Room Panels
Cold room panels are essential components in the construction of cold storage facilities. These panels provide the necessary insulation to maintain low temperatures, crucial for preserving perishable goods, pharmaceuticals, and other temperature-sensitive items. Isoflex produces high-quality cold room panels that offer superior thermal insulation, durability, and energy efficiency.
Trend 1: Enhanced Insulation Materials
One of the most significant trends in cold room panel manufacturing is the development and use of advanced insulation materials. Traditional materials like polyurethane (PU) and polystyrene (EPS) are now being supplemented or replaced by more efficient options such as polyisocyanurate (PIR) and vacuum-insulated panels (VIPs).
Polyisocyanurate (PIR): PIR offers better fire resistance and thermal performance than PU.
Vacuum Insulated Panels (VIPs): VIPs consist of a core material enclosed in a vacuum-sealed barrier, providing exceptional insulation properties.
At Isoflex, we incorporate these advanced materials into our cold room panels, ensuring that our products deliver top-tier performance in terms of insulation and safety.
Trend 2: Sustainable and Eco-Friendly Solutions
With growing environmental concerns, sustainability has become a key focus in cold room panels manufacturing. Manufacturers increasingly adopt eco-friendly practices and materials to reduce their carbon footprint and promote energy efficiency.
Isoflex is committed to sustainability. We produce our cold room panels using recyclable materials and eco-friendly manufacturing processes. Our panels are designed to reduce energy consumption, lowering our clients' greenhouse gas emissions and operational costs.
Trend 3: Smart Technology Integration
The integration of smart technology into cold room panels is revolutionizing the industry. Smart panels have sensors and IoT (Internet of Things) devices that monitor and control real-time temperature, humidity, and other environmental factors. This technology ensures optimal storage conditions, reduces energy consumption, and minimizes the risk of spoilage.
At Isoflex, we leverage the latest advancements in smart technology to offer intelligent cold room solutions. Our panels can be integrated with advanced monitoring systems that provide real-time data and alerts, helping clients maintain precise control over their storage environments.
Trend 4: Modular and Flexible Designs
Flexibility and modularity are increasingly important in designing and manufacturing cold room panels. Modular panels allow for easy and quick assembly, disassembly, and reconfiguration, providing greater adaptability to changing storage needs and facility expansions.
Isoflex's cold room panels are designed with modularity in mind. They are easy to install and can be customized to fit any space, making them ideal for a wide range of applications, from small storage rooms to large industrial cold storage facilities.
Trend 5: Enhanced Durability and Longevity
Durability is critical in cold room panels, as these structures must withstand extreme temperatures, moisture, and physical wear and tear. Recent advancements in materials and manufacturing techniques have significantly improved the durability and longevity of cold room panels.
Isoflex uses state-of-the-art materials and manufacturing processes to ensure our panels are robust and long-lasting. Our panels feature corrosion-resistant coatings and reinforced structures, providing exceptional durability and reliability even in the harshest conditions.
Why Isoflex is the Best Among Cold Room Panels Manufacturers?
At Isoflex, we pride ourselves on being at the forefront of innovation in cold room panels manufacturing. Here's why we stand out as the best choice among cold room panels manufacturers:
Superior Quality
Quality is our top priority. We use the finest materials and employ stringent quality control measures to ensure our cold room panels meet the highest performance and reliability standards. Our commitment to quality ensures that our clients receive products that deliver unmatched insulation and durability.
Customization and Flexibility
We understand that every client has unique requirements. That's why we offer various customization options for our cold room panels. Whether you need specific dimensions, insulation materials, or integrated smart technology, Isoflex can tailor our panels to meet your needs.
Sustainability
As a responsible manufacturer, we are dedicated to sustainability. Our eco-friendly manufacturing practices and energy-efficient products help reduce environmental impact and operational costs.
Innovation
Our innovative approach ensures that our clients benefit from the latest advancements in cold room panel technology.
Expert Support
We offer comprehensive support services, including installation, maintenance, and technical assistance. Our team of experts is always ready to provide guidance and support to ensure our clients get the most out of their cold room panels.
Conclusion
The world of cold room panel manufacturing is rapidly evolving, driven by advancements in materials, technology, and sustainability. As a leading name in the industry, Isoflex is committed to staying at the forefront of these trends and providing our clients with top-quality, innovative, eco-friendly cold room panels.
Whether you are looking to build a new cold storage facility or upgrade an existing one, Isoflex has the expertise, technology, and commitment to deliver the best solutions. As the best cold room panels manufacturers, we ensure that our products meet the highest performance, durability, and sustainability standards. Trust Isoflex to provide you with the cutting-edge cold storage solutions you need to stay ahead in a competitive market.
0 notes
Text
What Are the Key Factors to Consider When Choosing Clean Room Doors Manufacturers?
Maintaining a clean and contaminant-free atmosphere is crucial in highly controlled environments like laboratories, pharmaceutical production areas, and high-tech manufacturing plants. The effectiveness of these environments often hinges on the quality of their infrastructure, especially the doors. Clean room doors serve as vital barriers, preventing the entry of contaminants and maintaining the required level of cleanliness.

Therefore, selecting the rightclean room doors manufacturers is a critical decision.
At Isoflex, we pride ourselves on being the best in the industry, providing top-tier clean room doors that meet the highest quality and performance standards. In this blog, we'll delve into the essential factors to consider when choosing clean room doors manufacturers and explain why Isoflex stands out as the leading choice.
Understanding the Importance of Clean Room Doors
Clean room doors are not just simple entry points but sophisticated components designed to maintain strict environmental control. Given their critical role, it is imperative to choose manufacturers who understand these requirements and can deliver products that meet stringent standards.
Key factors-
Quality and Compliance
The primary consideration when selecting clean room doors manufacturers is the quality of their products. High-quality doors ensure long-term reliability and effective contamination control. Look for manufacturers who adhere to international standards and certifications such as ISO, GMP (Good Manufacturing Practices), and FDA guidelines. These certifications indicate that the manufacturer meets rigorous quality and safety standards.
Customization Options
Clean rooms vary significantly in their design and requirements. Hence, it is crucial to choose a manufacturer that offers customizable solutions. This includes customizing door sizes, materials, finishes, and additional features like automated operation, interlocking systems, and vision panels. Customization ensures that the doors perfectly fit the specific needs of your clean room.
Material Selection
The materials used to construct clean room doors significantly affect their performance. Common materials include stainless steel, aluminium, and high-grade plastics, each offering different benefits. For instance, stainless steel is highly durable and corrosion-resistant, making it ideal for environments with stringent hygiene requirements. Evaluate the manufacturer's material options and ensure they align with your clean room's needs.
Installation and Maintenance Services
A reliable manufacturer should supply high-quality doors and offer professional installation and maintenance services. Proper installation is crucial to ensure the doors function correctly and maintain the clean room's integrity. Additionally, regular maintenance and prompt repair services are essential to extend the lifespan of the doors and prevent any operational disruptions.
Technological Advancements
Incorporation of advanced technologies in clean room doors can enhance their functionality and user convenience. Features such as automatic sliding or swing mechanisms, touchless operation, and integration with access control systems can significantly improve efficiency and hygiene. Choose manufacturers who stay abreast of technological advancements and incorporate them into their products.
Reputation and Experience
A manufacturer's reputation and experience in the industry are strong indicators of their reliability. Research the manufacturer's history, customer reviews, and case studies to gauge their credibility and expertise. Experienced manufacturers will likely better understand clean room requirements and can provide more reliable and innovative solutions.
Cost-Effectiveness
While quality should never be compromised, it is also essential to consider the cost-effectiveness of the products. Evaluate the manufacturer's overall value, considering factors such as product quality, customization options, warranty, and after-sales service. Opt for manufacturers who provide a good balance between quality and affordability.
Why Isoflex is the Best Choice for Clean Room Doors?
At Isoflex, we excel in all the factors mentioned above, making us the industry's best clean room doors manufacturers. Here's why:
Unmatched Quality and Compliance
Isoflex is committed to delivering the highest quality clean room doors. Our products meet and exceed international standards, including ISO and GMP certifications. We use premium materials and state-of-the-art manufacturing processes to ensure that our doors provide superior performance and longevity.
Comprehensive Customization Options
That's why we offer extensive customization options. Whether you need specific door sizes, materials, finishes, or advanced features, we can tailor our products to meet your needs. Our expert team works closely with clients to design and manufacture doors perfectly fitting their clean room environments.
High-Quality Materials
Isoflex clean room doors are made from the finest materials, including stainless steel, aluminium, and high-grade plastics. These materials are selected for their durability, corrosion resistance, and ability to withstand rigorous cleaning protocols. Our doors are designed to maintain integrity and appearance even in the most demanding environments.
Professional Installation and Maintenance
We provide comprehensive installation services to ensure our clean room doors are correctly fitted and fully operational. Our team of skilled technicians has extensive experience installing clean room doors and adheres to the highest standards of workmanship. Additionally, we offer ongoing maintenance services to keep your doors in optimal condition and address any issues promptly.
Innovative Technological Features
Isoflex integrates the latest technological advancements into our clean room doors. From automatic sliding mechanisms to touchless operation and advanced access control systems, our doors are designed to enhance convenience, efficiency, and hygiene. We continuously invest in research and development to bring cutting-edge solutions to our clients.
Proven Reputation and Experience
With years of experience in the industry, Isoflex has built a solid reputation for excellence. We have completed numerous projects for leading companies in various sectors, including pharmaceuticals, biotechnology, electronics, and more. Our record of delivering high-quality products and exceptional customer service speaks for itself.
Cost-Effective Solutions
At Isoflex, we believe in providing the best value to our clients. Our clean room doors are competitively priced without compromising on quality. We offer comprehensive warranties and after-sales support to ensure our clients get the most out of their investment. With Isoflex, you get premium quality at a reasonable price.
Conclusion
Choosing the right clean room doors manufacturer is a crucial decision that can significantly impact your clean room's performance and reliability. Consider factors such as quality, customization options, material selection, installation and maintenance services, technological advancements, reputation, and cost-effectiveness to make an informed choice.
Isoflex stands out as the leading manufacturer of clean room doors, offering unparalleled quality, comprehensive customization, high-quality materials, professional installation and maintenance, innovative features, a proven reputation, and cost-effective solutions. Trust Isoflex for your cleanroom door needs and experience the difference that comes with partnering with the best in the industry.
Contact us today to learn more about our products and services and how we can help you maintain the highest cleanliness and efficiency standards in your clean room environment.
0 notes
Text
Innovations in Cold Room Door Technology: What's New in the Industry
In the ever-evolving world of refrigeration, cold room door technology has seen significant advancements, driven by the need for greater energy efficiency, enhanced security, improved hygiene, and user-friendly designs. As Cold Room Doors Manufacturers continue to innovate, the industry is witnessing new products and technologies that cater to diverse needs across sectors like food storage, pharmaceuticals, and logistics. In this blog, we will explore the latest cold room door technology innovations and how they are revolutionizing the industry.

Smart Door Systems
Integrating smart systems is one of the most significant trends in cold room door technology. These systems leverage IoT (Internet of Things) for real-time monitoring and control. Smart cold room doors can now be equipped with sensors that monitor temperature, humidity, and door status. These sensors can alert operators to anomalies, ensuring that the cold room's environment remains optimal and preventing spoilage or damage to stored goods.
Moreover, smart systems can automate door operations, reducing the need for manual intervention. For instance, motion sensors can detect when someone approaches and automatically open the door, ensuring that it remains closed as much as possible to maintain temperature stability.
Energy-Efficient Solutions
Energy efficiency remains a top priority for Cold Room Doors Manufacturers. Innovations in insulation materials and door sealing technologies have significantly reduced energy consumption. High-performance insulating materials such as vacuum-insulated panels (VIPs) and advanced polyurethane foams provide superior thermal resistance, helping to maintain the desired internal temperature with minimal energy expenditure.
Developing advanced sealing mechanisms, including magnetic gaskets and multi-point locking systems, has also improved the airtightness of cold room doors. These features minimize air leakage, crucial for maintaining energy efficiency and reducing operational costs.
Hygienic Designs
Maintaining hygiene is paramount in industries such as food processing and pharmaceuticals. Recent innovations in cold room door technology have focused on creating designs that are easy to clean and resistant to microbial contamination. Stainless steel surfaces, antimicrobial coatings, and smooth, seamless door designs help prevent the accumulation of dirt and bacteria.
Furthermore, automated door operation reduces the need for physical contact, lowering the contamination risk. Hands-free operation, achieved through foot pedals or motion sensors, ensures that cold room environments remain hygienic and safe for sensitive products.
Enhanced Security Features
Security is critical for cold storage facilities, particularly those storing valuable or sensitive items. Cold room door technology innovations now include advanced security features such as biometric access control, RFID (Radio-Frequency Identification) systems, and remote monitoring capabilities.
Biometric systems, which use fingerprint or facial recognition, ensure that only authorized personnel can access the cold room. RFID systems can track who enters and exits, providing detailed logs and enhancing traceability. Remote monitoring allows managers to oversee multiple cold rooms from a central location, ensuring that security protocols are always maintained.
Improved Durability and Longevity
Durability is a key consideration for cold room doors, as they must withstand frequent use and harsh conditions. Cold Room Doors Manufacturers are now using more robust materials and construction techniques to enhance the longevity of their products. High-grade stainless steel, corrosion-resistant coatings, and reinforced door frames contribute to doors that can endure the rigours of industrial use without compromising performance.
Additionally, some manufacturers incorporate impact-resistant features to protect doors from accidental damage caused by forklifts or other machinery. These innovations not only extend the lifespan of the doors but also reduce maintenance costs and downtime.
Customizable Solutions
Every cold storage facility has unique requirements, and customizable solutions are becoming increasingly popular. Cold Room Doors Manufacturers now offer a wide range of customization options to meet specific needs. These options include size, insulation thickness, door type (hinged or sliding), and additional features like windows or pass-throughs.
Customization ensures that the cold room doors fit perfectly within the existing infrastructure and meet the facility's operational needs. It also allows businesses to optimize their storage environments for maximum efficiency and productivity.
Rapid Roll-Up Doors
Rapid roll-up doors are a game-changer for high-traffic cold storage areas. These doors are designed to open and close quickly, minimizing the time the door remains open and thus reducing temperature fluctuations. Rapid roll-up doors are ideal for facilities requiring frequent access, such as loading docks and processing areas.
These doors' fast operation is often complemented by advanced safety features, including soft-edge technology and automatic reversing mechanisms, which prevent accidents and injuries. Using durable, insulated curtain materials also ensures that energy efficiency is maintained even with the high frequency of use.
Integration with Building Management Systems (BMS)
Modern cold room doors can be integrated with Building Management Systems (BMS) for centralized control and monitoring. This integration allows for seamless temperature, humidity, and access control management across the entire facility. BMS integration provides valuable data insights, helping facility managers optimize operations, identify inefficiencies, and implement preventative maintenance strategies.
By integrating cold room doors with BMS, businesses can achieve greater operational efficiency, reduce energy consumption, and ensure compliance with regulatory standards. This holistic approach to facility management is becoming increasingly essential in the competitive landscape of cold storage.
Noise Reduction Features
Noise pollution is common in busy cold storage facilities, particularly in urban areas. Cold room door technology innovations now include noise reduction features to create a quieter working environment. Soundproofing materials and design enhancements help minimize the noise generated during door operation.
These noise reduction features are particularly beneficial in facilities where maintaining a quiet environment is crucial, such as pharmaceutical labs or food processing plants. Businesses can improve workplace conditions and enhance overall productivity by reducing noise levels.
Sustainability and Eco-Friendly Materials
Sustainability is a growing concern across all industries, and cold room door technology is no exception. Cold Room Door Manufacturers are increasingly focusing on eco-friendly materials and sustainable manufacturing practices. To reduce their environmental impact, they are adopting recyclable materials, low-VOC (volatile organic compounds) coatings, and energy-efficient production processes.
Additionally, some manufacturers are exploring using renewable energy sources for production and integrating sustainable practices throughout the supply chain. These efforts contribute to environmental conservation and align with the growing demand for sustainable products from consumers and businesses alike.
Conclusion
The cold room door industry is undergoing a significant transformation, driven by technological advancements and the evolving needs of various sectors. Innovations in smart systems, energy efficiency, hygiene, security, durability, customization, rapid roll-up doors, BMS integration, noise reduction, and sustainability are shaping the future of cold storage solutions.
As Cold Room Doors Manufacturers continue to innovate, businesses can expect more efficient, secure, and sustainable cold room environments. These advancements not only improve operational efficiency and reduce costs but also ensure the safety and quality of stored products. By staying abreast of the latest trends and technologies, businesses can make informed decisions and invest in cold room doors that meet their specific needs and future-proof their operations.
Whether you are in the food industry, pharmaceuticals, logistics, or any sector requiring reliable cold storage, the latest innovations in cold room door technology offer a range of benefits that can enhance your operations. Embracing these advancements will ensure that your cold storage facilities remain at the forefront of efficiency, safety, and sustainability.
#Clean Room Doors Manufacturers#Cold Room Panels Manufacturers#Rockwool Sandwich Panels Manufacturers
0 notes
Text
Innovations in Rockwool Sandwich Panel Technology
The demand for efficient, durable, and eco-friendly materials has never been higher in the construction and insulation industry. Among the most innovative solutions available today are Rockwool sandwich panels. As one of the leading Rockwool sandwich panels manufacturers, Isoflex is at the forefront of this technological revolution. This blog explores the latest advancements in Rockwool sandwich panel technology and highlights why Isoflex is the go-to choice for high-quality cold room doors and insulation solutions.

What are Rockwool Sandwich Panels?
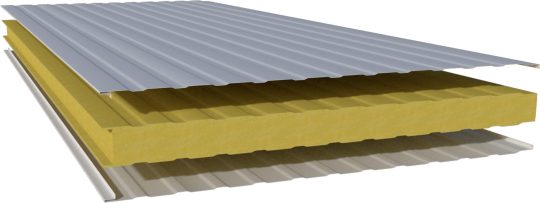
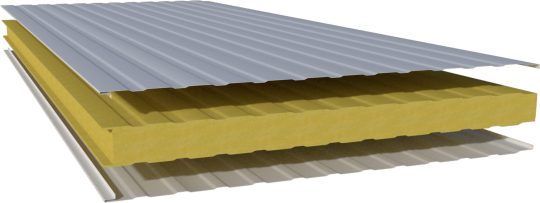
Rockwool sandwich panels are composite materials made of two layers of metal sheeting with a core of Rockwool insulation. This unique combination offers exceptional thermal and acoustic insulation, fire resistance, and structural integrity, making them ideal for various applications, from industrial buildings to residential projects.
Innovations in Rockwool Sandwich Panel Technology
Enhanced Fire Resistance
One of the standout features of Rockwool is its inherent fire resistance. Recent innovations have further improved this aspect, with advanced manufacturing techniques allowing for even higher levels of fire protection. Modern Rockwool sandwich panels can withstand extreme temperatures, providing crucial time for evacuation and firefighting in case of a fire. This makes them particularly valuable in applications where safety is paramount, such as in the construction of cold rooms, warehouses, and commercial buildings.
Improved Thermal Performance
Energy efficiency is a key consideration in today's building design, and Rockwool sandwich panels excel in this area. Innovations in the density and composition of the Rockwool core have led to panels with superior thermal insulation properties. These improvements help maintain optimal temperatures in cold rooms and other controlled environments, reducing energy consumption and operational costs.
Acoustic Insulation
Noise pollution is a growing concern in both urban and industrial settings. Rockwool sandwich panels offer excellent acoustic insulation thanks to the fibrous structure of the Rockwool core. Recent advancements have enhanced these properties, making them ideal for use in environments where noise reduction is essential, such as recording studios, industrial facilities, and residential buildings close to busy roads.
Sustainability and Eco-Friendliness
Rockwool sandwich panels have emerged as a green building solution as the construction industry moves towards more sustainable practices. Rockwool is made from natural stone and recycled materials, making it an environmentally friendly choice. Innovations in the production process have reduced the carbon footprint of these panels, aligning with global efforts to reduce greenhouse gas emissions. Isoflex, as a responsible manufacturer, ensures that our Rockwool panels are produced with minimal environmental impact.
Structural Strength and Durability
Recent advancements have also focused on enhancing the structural integrity of Rockwool sandwich panels. By optimizing the bonding process between the Rockwool core and the metal facings, manufacturers have created panels that are not only strong but also lightweight. This balance of strength and weight makes them easier to handle and install, reducing labour costs and construction time.
Why Choose Isoflex?
Isoflex has established itself as a reputable manufacturer in the Rockwool sandwich panels industry. Our commitment to quality, innovation, and customer satisfaction sets us apart from the competition. Here are some reasons why investing in Rockwool sandwich panels and cold room doors from Isoflex is a smart choice:
Quality Assurance
At Isoflex, quality is paramount. We adhere to stringent quality control measures throughout manufacturing to ensure that our Rockwool sandwich panels meet the highest industry standards. Our products undergo rigorous testing for fire resistance, thermal performance, and structural integrity, guaranteeing reliability and safety.
Customization Options
We understand that every project has unique requirements. Isoflex offers a range of customization options, including different panel thicknesses, facings, and finishes. Whether you need panels for a large industrial facility or a small residential project, we can tailor our products to meet your needs.
Expertise and Experience
With years of experience in the industry, Isoflex has developed deep expertise in Rockwool sandwich panel technology. Our skilled professionals are dedicated to staying abreast of the latest advancements and incorporating them into our product offerings. This ensures that our customers benefit from cutting-edge solutions that deliver superior performance and value.
Comprehensive Support
From initial consultation to after-sales service, Isoflex provides comprehensive support to our clients. Our experts are available to assist with design, installation, and maintenance, ensuring a seamless experience from start to finish. We are committed to building long-term relationships with our clients based on trust and satisfaction.
The Importance of Investing in Cold Room Doors
Cold room doors are a critical component of any cold storage facility. They play a vital role in maintaining the internal temperature, preventing energy loss, and ensuring the safety of stored goods. Here's why you should invest in cold room doors from Isoflex:
Superior Insulation
Isoflex cold room doors are designed with the same high-quality Rockwool insulation used in our sandwich panels. This ensures excellent thermal performance, helping to maintain consistent temperatures within the cold room and reducing energy consumption.
Durability and Reliability
Our cold room doors are built to withstand the demanding conditions of cold storage environments. They are constructed from robust materials that resist wear and tear, ensuring long-lasting performance. Whether for food storage, pharmaceuticals, or other temperature-sensitive goods, Isoflex doors provide reliable protection.
Custom Design
We offer a range of cold room door designs to suit different applications. Whether you need hinged doors, sliding doors, or automated solutions, Isoflex can provide a customized door that meets your requirements. Our doors are designed for easy installation and maintenance, minimizing downtime and operational disruptions.
Enhanced Safety Features
Safety is a top priority in cold storage facilities. Isoflex cold room doors have advanced safety features, including emergency release mechanisms, robust seals, and smooth operation systems. These features not only protect your goods but also ensure the safety of your personnel.
Conclusion
Rockwool sandwich panel technology advancements have made them an indispensable solution for modern construction and insulation needs. As one of the leading Rockwool sandwich panels manufacturers, Isoflex is proud to offer innovative products that deliver exceptional performance, safety, and sustainability. Our Rockwool sandwich panels and cold room doors are designed to meet the highest standards, providing our customers with reliable and efficient solutions for their projects.
Investing in Isoflex products means investing in quality, innovation, and long-term value. Whether you are constructing a new building, upgrading an existing facility, or setting up a cold storage unit, Isoflex has the expertise and the products to meet your needs. Contact us today to learn more about our Rockwool sandwich panels and cold room doors and how we can help you achieve your project goals.
#Rockwool Sandwich Panels Manufacturers#Cold Room Panels Manufacturers#Clean Room Doors Manufacturers
0 notes
Text
Energy Efficiency and Clean Room Doors: Saving Costs Without Compromising Quality
In today's competitive marketplace, businesses are constantly searching for ways to reduce operational costs while maintaining high standards of quality and efficiency. One critical area where companies can achieve significant savings is in their energy consumption. Investing in high-quality clean room doors is a smart move for industries that rely on controlled environments, such as pharmaceuticals, biotechnology, food processing, and electronics manufacturing. Isoflex, a reputable Clean Room Doors Manufacturers, offers solutions that enhance energy efficiency and uphold the stringent standards required in these environments.

The Importance of Clean Room Doors in Controlled Environments
Clean rooms are specialized environments that minimize contamination from airborne particles, microorganisms, and other pollutants. They are essential in various industries where even the smallest contamination can lead to significant product defects, health risks, or regulatory non-compliance. Clean room doors play a vital role in maintaining these controlled conditions by providing a barrier that prevents the ingress of contaminants and helps regulate internal environments.
Energy Efficiency: A Key Consideration
Energy consumption is one of the most pressing concerns for businesses operating clean rooms. Clean rooms typically require extensive HVAC systems to maintain specific temperature, humidity, and particulate levels. These systems can be energy-intensive, leading to high operational costs. However, by investing in high-quality clean room doors from reputable manufacturers like Isoflex, businesses can significantly enhance their energy efficiency and reduce costs.
How Isoflex Clean Room Doors Enhance Energy Efficiency
Isoflex clean room doors are engineered with energy efficiency in mind. Here are several ways in which our doors contribute to energy savings:
Superior Insulation
Isoflex clean room doors are constructed using advanced materials that provide superior insulation. This insulation minimizes heat transfer between the clean room and adjacent areas, reducing the load on HVAC systems. As a result, less energy is required to maintain the desired environmental conditions within the clean room.
Airtight Seals
Our clean room doors are designed with high-performance seals that ensure airtight closure. These seals prevent the leakage of conditioned air, maintaining consistent temperature and humidity levels inside the clean room. Isoflex doors reduce the energy required to compensate for temperature fluctuations by preventing air exchange with the outside environment.
Durable and Reliable Construction
Isoflex doors are built to withstand the demanding conditions of clean room environments. Their durability ensures long-term performance with minimal maintenance. Reliable doors that maintain their integrity over time reduce the need for frequent replacements or repairs, further contributing to cost savings and energy efficiency.
Cost Savings Without Compromising Quality
While the primary focus is often on energy savings, these savings mustn't come at the expense of quality. Isoflex clean room doors offer the perfect balance between cost-effectiveness and uncompromised quality.
Compliance with Standards
Isoflex clean room doors are designed to meet or exceed industry cleanliness and environmental control standards. They comply with regulations such as ISO 14644, which specifies the requirements for clean rooms and associated controlled environments. Investing in doors that meet these standards ensures that your cleanroom operations remain compliant and efficient.
Enhanced Operational Efficiency
High-quality clean room doors from Isoflex enhance overall operational efficiency. With features such as smooth and reliable opening mechanisms, our doors facilitate easy access while maintaining the integrity of the controlled environment. This ease of use reduces downtime and increases productivity, leading to cost savings over time.
Customization for Specific Needs
Every clean room has unique requirements, and Isoflex understands the importance of providing customized solutions. Our clean room doors can be tailored to fit specific dimensions, configurations, and operational needs. This customization ensures you get a product that perfectly suits your application, maximizing efficiency and cost-effectiveness.
Why Choose Isoflex?
When it comes to clean room doors manufacturers, Isoflex stands out for several reasons:
Expertise and Experience
With years of experience in the industry, Isoflex has developed a deep understanding of the needs and challenges faced by cleanroom operators. Our expertise allows us to design and manufacture doors that meet the highest performance and reliability standards.
Commitment to Quality
Quality is at the core of everything we do at Isoflex. From the selection of materials to the manufacturing process and final inspection, we maintain stringent quality control measures to ensure that our products exceed customer expectations.
Comprehensive Support
Isoflex offers comprehensive support to our customers, from initial consultation and design to installation and maintenance. Our team of experts is always available to provide guidance and assistance, ensuring you get the most out of your investment.
Conclusion
Investing in high-quality, clean room doors is a strategic decision that can lead to significant energy savings and cost reductions without compromising the quality of your controlled environment. Isoflex, a reputable manufacturer of clean room doors, offers solutions that provide superior insulation, airtight seals, and durable construction. Our doors are designed to enhance operational efficiency, comply with industry standards, and can be customized to meet your specific needs.
By choosing Isoflex clean room doors, you are making a smart investment in your business's future. Our commitment to quality, expertise, and comprehensive support ensures you receive a product that meets and exceeds your expectations. Make the switch to Isoflex clean room doors today and start saving on energy costs while maintaining the highest standards of quality and efficiency.
For more information about our products and how they can benefit your operations, please visit our website or contact our sales team. Isoflex is here to help you achieve your energy efficiency goals and ensure the success of your cleanroom operations.
0 notes
Text
Cost-Effectiveness of PUF Sandwich Panels in Construction Projects
The construction industry continually evolves, with new materials and techniques being developed to improve efficiency, sustainability, and cost-effectiveness. One such innovation that has gained significant traction is using PUF (Polyurethane Foam) sandwich panels. These panels, produced byIsoflex, a reputable PUF Sandwich Panels Manufacturer, offer many benefits that make them a preferred choice for modern construction projects. This blog will delve into the cost-effectiveness of PUF sandwich panels and explore why they are becoming an integral part of contemporary construction practices.
Understanding PUF Sandwich Panels
PUF sandwich panels are composite materials of a lightweight core material, typically polyurethane foam, sandwiched between two layers of durable facing materials such as galvanized steel, aluminium, or other metal sheets. This configuration provides an excellent combination of strength, thermal insulation, and lightweight properties, making them ideal for various applications in the construction industry.
Key Benefits of PUF Sandwich Panels
Before diving into their cost-effectiveness, it's essential to understand the key benefits that PUF sandwich panels offer:
Thermal Insulation: PUF sandwich panels have superior thermal insulation properties, which can significantly reduce heating and cooling costs in buildings.
Lightweight: Despite their strength, these panels are lightweight, reducing the structural load on buildings and simplifying transportation and installation.
Durability: The materials used in PUF sandwich panels are highly durable and resistant to weathering, corrosion, and other environmental factors.
Quick Installation: These panels' modular nature allows for rapid installation,
reducing Labour costs and construction timelines.
Fire Resistance: Many PUF sandwich panels are designed with fire-resistant properties, enhancing the safety of buildings.
Cost-Effectiveness of PUF Sandwich Panels
When evaluating the cost-effectiveness of any construction material, it's crucial to consider both the initial investment and the long-term savings. PUF Sandwich panels excel in both areas, making them a financially savvy choice for construction projects.
Initial Investment
While the upfront cost of PUF sandwich panels might be higher than some traditional materials, their overall value becomes evident when considering the following factors:
Reduced Structural Costs: The lightweight nature of PUF sandwich panels means that buildings require less structural support, leading to savings on foundational materials and labour.
Lower Transportation Costs: Due to their lightweight, transportation costs are significantly lower compared to traditional building materials.
Simplified Installation: The ease of installation reduces labour costs and shortens the construction timeline, leading to faster project completion and earlier occupancy.
Long-Term Savings
The long-term savings associated with PUF sandwich panels are substantial and contribute to their overall cost-effectiveness:
Energy Efficiency: The superior thermal insulation properties of PUF sandwich panels result in significant energy savings.
Maintenance Costs: The durability and resistance to environmental factors mean that buildings constructed with PUF sandwich panels require less maintenance and have a longer lifespan.
Sustainability: Many PUF sandwich panels are made with eco-friendly materials and processes, which can contribute to green building certifications and potential tax incentives.
Applications of PUF Sandwich Panels
The versatility of PUF sandwich panels allows them to be used in various construction projects. Some common applications include:
Commercial Buildings: Office complexes, shopping centers, and warehouses benefit from the energy efficiency and quick installation of PUF sandwich panels.
Residential Buildings: Homes and apartment complexes can achieve better insulation and reduced energy costs with these panels.
Cold Storage: The excellent thermal properties make PUF sandwich panels ideal for cold storage facilities and refrigeration units.
Industrial Buildings: Factories and industrial units require durable and low-maintenance materials, making PUF sandwich panels a suitable choice.
Conclusion
PUF Sandwich panels represent a cost-effective, efficient, and sustainable solution for modern construction projects. Their superior thermal insulation, durability, and lightweight properties make them a valuable addition to any building, offering both initial cost savings and long-term financial benefits. By partnering with Isoflex, a reputable PUF Sandwich Panels Manufacturer, construction companies can use high-quality materials that enhance their projects' overall performance and cost-effectiveness.
The adoption of PUF sandwich panels is not just a trend but a smart investment towards building a more sustainable and economically viable future. Whether for commercial, residential, or industrial applications, these panels offer unmatched benefits that make them a cornerstone of modern construction practices. As the industry continues to evolve, the role of innovative materials like PUF sandwich panels will only become more prominent, driving the construction sector towards greater efficiency and sustainability.
0 notes
Text
Cost-Effectiveness of PUF Sandwich Panels in Construction Projects
The construction industry continually evolves, with new materials and techniques being developed to improve efficiency, sustainability, and cost-effectiveness. One such innovation that has gained significant traction is using PUF (Polyurethane Foam) sandwich panels. These panels, produced by Isoflex, a reputable PUF Sandwich Panels Manufacturer, offer many benefits that make them a preferred choice for modern construction projects. This blog will delve into the cost-effectiveness of PUF sandwich panels and explore why they are becoming an integral part of contemporary construction practices.
Understanding PUF Sandwich Panels
PUF sandwich panels are composite materials of a lightweight core material, typically polyurethane foam, sandwiched between two layers of durable facing materials such as galvanized steel, aluminium, or other metal sheets. This configuration provides an excellent combination of strength, thermal insulation, and lightweight properties, making them ideal for various applications in the construction industry.
Key Benefits of PUF Sandwich Panels
Before diving into their cost-effectiveness, it's essential to understand the key benefits that PUF sandwich panels offer:
Thermal Insulation: PUF sandwich panels have superior thermal insulation properties, which can significantly reduce heating and cooling costs in buildings.
Lightweight: Despite their strength, these panels are lightweight, reducing the structural load on buildings and simplifying transportation and installation.
Durability: The materials used in PUF sandwich panels are highly durable and resistant to weathering, corrosion, and other environmental factors.
Quick Installation: These panels' modular nature allows for rapid installation,
reducing Labour costs and construction timelines.
Fire Resistance: Many PUF sandwich panels are designed with fire-resistant properties, enhancing the safety of buildings.
Cost-Effectiveness of PUF Sandwich Panels
When evaluating the cost-effectiveness of any construction material, it's crucial to consider both the initial investment and the long-term savings. PUF Sandwich panels excel in both areas, making them a financially savvy choice for construction projects.
Initial Investment
While the upfront cost of PUF sandwich panels might be higher than some traditional materials, their overall value becomes evident when considering the following factors:
Reduced Structural Costs: The lightweight nature of PUF sandwich panels means that buildings require less structural support, leading to savings on foundational materials and labour.
Lower Transportation Costs: Due to their lightweight, transportation costs are significantly lower compared to traditional building materials.
Simplified Installation: The ease of installation reduces labour costs and shortens the construction timeline, leading to faster project completion and earlier occupancy.
Long-Term Savings
The long-term savings associated with PUF sandwich panels are substantial and contribute to their overall cost-effectiveness:
Energy Efficiency: The superior thermal insulation properties of PUF sandwich panels result in significant energy savings.
Maintenance Costs: The durability and resistance to environmental factors mean that buildings constructed with PUF sandwich panels require less maintenance and have a longer lifespan.
Sustainability: Many PUF sandwich panels are made with eco-friendly materials and processes, which can contribute to green building certifications and potential tax incentives.
Applications of PUF Sandwich Panels
The versatility of PUF sandwich panels allows them to be used in various construction projects. Some common applications include:
Commercial Buildings: Office complexes, shopping centers, and warehouses benefit from the energy efficiency and quick installation of PUF sandwich panels.
Residential Buildings: Homes and apartment complexes can achieve better insulation and reduced energy costs with these panels.
Cold Storage: The excellent thermal properties make PUF sandwich panels ideal for cold storage facilities and refrigeration units.
Industrial Buildings: Factories and industrial units require durable and low-maintenance materials, making PUF sandwich panels a suitable choice.
Conclusion
PUF Sandwich panels represent a cost-effective, efficient, and sustainable solution for modern construction projects. Their superior thermal insulation, durability, and lightweight properties make them a valuable addition to any building, offering both initial cost savings and long-term financial benefits. By partnering with Isoflex, a reputable PUF Sandwich Panels Manufacturer, construction companies can use high-quality materials that enhance their projects' overall performance and cost-effectiveness.
The adoption of PUF sandwich panels is not just a trend but a smart investment towards building a more sustainable and economically viable future. Whether for commercial, residential, or industrial applications, these panels offer unmatched benefits that make them a cornerstone of modern construction practices. As the industry continues to evolve, the role of innovative materials like PUF sandwich panels will only become more prominent, driving the construction sector towards greater efficiency and sustainability.
0 notes
Text

polyurethane foam toys manufatcutrers india
#PU foaming machines#Polyurethane Foam Making Machine#PU High Pressure Foaming Machine#Rotary Table for thermoware production#Rotary Table for thermoware production in mumbai#Cold room panels#Cold Room PUF Panel#PUF Cold Room Panel Manufacturer#PUF Cold Room Panel Manufacturer in mumbai#PUF Cold Room Panel Manufacturer in india#cold room panels manufacturer#cold room panels manufacturer in mumbai#cold room panels manufacturer in india#clean room panels#clean room panels manufacturers#clean room panels manufacturers india#clean room panels manufacturers mumbai#PUF insulated panels#PUF insulated panels in mumbai#PUF insulated panels in india#PUF insulated doors#Manufacturer of PUF Insulated Doors#PUF insulated doors in mumbai#PUF insulated doors in india
0 notes
Text
How to Maintain and Extend the Lifespan of Cold Room Panels
Maximizing Cold Room Panel Lifespan: Maintenance Practices and Isoflex's Superiority
In today's globalized marketplace, where the storage and preservation of temperature-sensitive goods are paramount, the role of cold room panels cannot be overstated. These panels are the backbone of cold storage facilities, ensuring the integrity and quality of perishable items, pharmaceuticals, and other sensitive products. Meticulous maintenance practices are essential to maintain their efficiency and longevity. Moreover, partnering with reputable Cold Room Panels Manufacturers like Isoflex can elevate the performance and durability of cold room panels to new heights.
Maximizing Cold Room Panel Lifespan:
A Comprehensive Guide
Selecting the Right Material
The foundation of any cold room panel lies in its insulation material. Rigid polyurethane foam (PU) stands out as the gold standard for insulation due to its array of benefits:
Low Thermal Conductivity: PU foam effectively minimizes heat transfer, ensuring precise temperature control within the cold storage environment.
Corrosion Resistance: In harsh environments where exposure to corrosive substances is inevitable, PU foam maintains its structural integrity, prolonging the lifespan of cold room panels.
Mechanical Strength:
With robust mechanical properties, PU panels can withstand external pressures and stressors, ensuring long-term reliability.
Low Water Absorption: The minimal moisture absorption of PU foam prevents degradation and maintains insulation efficiency over time.
Non-Toxic and Non-Combustible: PU foam's safety features make it suitable for applications where hygiene and fire safety are paramount, ensuring users' peace of mind.
Advanced Manufacturing Techniques
Isoflex, a leading manufacturer of cold room panels, employs cutting-edge production processes to deliver unmatched quality and reliability:
Material Excellence: Isoflex prioritizes using premium materials such as PIR, PUR, and PU insulation, ensuring superior performance and longevity.
Automated Production Line:
Leveraging automation technology, Isoflex maintains precision and consistency throughout manufacturing, resulting in high-quality panels that meet stringent industry standards.
Customization Capabilities:
With a team of skilled professionals, Isoflex offers tailored solutions to meet specific site requirements, ensuring optimal performance and efficiency for each application.
Strategic Maintenance Practices :
Diligent maintenance is essential to maximize the lifespan of cold room panels and
ensure uninterrupted operation:
Comprehensive Cleaning Regimen: Regular cleaning of condensers, evaporator fins, and compressors prevents dust buildup and ensures efficient heat exchange, prolonging the lifespan of vital components.
Proactive Component Inspection:
Routine inspection of refrigeration units, compressors, and condensers enables early detection of potential issues, minimizing downtime and costly repairs.
Safety Measures:
Implementing safety protocols, such as avoiding direct contact with compressors and adhering to technical parameters, ensures safe operation and extends equipment lifespan.

Reliable Performance Assurance
Isoflex's commitment to excellence extends beyond manufacturing, encompassing reliable performance assurance and customer satisfaction:
Durability Assurance: Isoflex panels are engineered for durability and thermal cyclic loading, guaranteeing long-term reliability in even the most demanding environments.
Temperature Integrity: Isoflex panels maintain temperature integrity, safeguarding sensitive goods against fluctuations and ensuring consistent product quality and safety.
Expertise and Support: With a team of skilled professionals, Isoflex provides expert guidance and support, from initial design to ongoing maintenance, ensuring optimal performance and customer satisfaction.
Conclusion
In conclusion, maximizing the lifespan of cold room panels requires a multifaceted approach that encompasses material selection, advanced manufacturing techniques, and diligent maintenance practices. Businesses can ensure their cold storage infrastructure's efficiency, reliability, and longevity by choosing high-quality materials like rigid polyurethane foam and partnering with reputable Cold Room Panels Manufacturers like Isoflex. With Isoflex's unwavering commitment to excellence and reliable performance assurance, customers can trust in the durability and effectiveness of their cold room panels, safeguarding their valuable assets and ensuring uninterrupted operations. Choose Isoflex for unparalleled quality, reliability, and peace of mind in cold storage solutions.
#Cold Room Panels Manufacturers#ColdRoomPanels#ColdStorage#ColdRoomConstruction#ColdRoomDesign#TemperatureControl#Manufacturing#IndustrialDesign#EnergyEfficient
1 note
·
View note
Text
Benefits of Insulated Cold Room Panels in Temperature-Sensitive Environments
In industries where maintaining precise temperatures is crucial, such as food storage, pharmaceuticals, and scientific research, the importance of insulated cold room panels cannot be overstated. These panels, designed with advanced insulation materials, play a vital role in creating controlled environments that safeguard products and ensure their quality remains intact. As leading Cold Room panels manufacturers, we recognize the significance of these panels in various temperature-sensitive environments and strive to provide insights into their benefits.
Efficient Temperature Regulation:
Insulated cold room panels offer superior temperature regulation compared to traditional construction materials. Their high-quality insulation properties minimize heat transfer, allowing precise control over the cold room's internal temperature. This efficiency saves energy, as the cooling systems require less energy to maintain the desired temperature levels. Businesses can significantly reduce operational costs by optimizing energy usage while upholding environmental sustainability.
Preservation of Product Quality:
Maintaining product integrity and quality is paramount in industries such as food storage and pharmaceuticals. Insulated cold room panels provide an ideal solution by creating a stable environment that protects goods from temperature fluctuations, humidity, and external contaminants. This preservation extends the shelf life of perishable items, minimizes product spoilage, and ensures compliance with regulatory standards. Businesses can confidently store sensitive materials, knowing that the controlled environment offered by these panels maintains product freshness and efficacy.
Customizable Design Options:
Cold room panel manufacturers offer various design options to suit diverse industry requirements. These panels can be customized in size, thickness, and configuration to accommodate specific spatial constraints and temperature specifications. Whether it's a small-scale storage facility or a large industrial cold room, tailored panel solutions can be engineered to optimize space utilization and enhance operational efficiency. Additionally, modular panel designs facilitate easy installation and future expansions, providing businesses with scalable solutions that adapt to evolving needs.
Hygienic and Easy to Clean:
Maintaining cleanliness and hygiene standards is essential in environments where products are stored for consumption or medical use. Insulated cold room panels are constructed with non-porous materials that resist microbial growth and are easy to clean and sanitize. This feature ensures compliance with stringent hygiene regulations and minimizes the risk of contamination, safeguarding both product quality and consumer safety. With regular cleaning protocols, businesses can uphold impeccable hygiene standards within their cold storage facilities, reducing the likelihood of cross-contamination and product recalls.

Durability and Longevity:
Cold room panels are engineered to withstand the rigours of demanding industrial environments while maintaining their structural integrity over time. Constructed from durable materials such as galvanized steel or aluminium, these panels exhibit excellent resistance to corrosion, moisture, and mechanical damage. Their robust construction ensures long-term reliability, minimizing the need for frequent repairs or replacements. As a result, businesses benefit from reduced maintenance costs and uninterrupted operations, maximizing the return on investment associated with cold room infrastructure.
Environmental Sustainability:
Insulated cold room panels offer notable environmental benefits as businesses increasingly prioritize sustainability initiatives. Their energy-efficient design reduces greenhouse gas emissions associated with heating and cooling processes, contributing to overall carbon footprint reduction. Additionally, the longevity of cold room panels minimizes material waste and promotes resource efficiency throughout their lifecycle. By investing in sustainable cold room solutions, businesses align with eco-conscious practices while reaping the financial rewards of energy savings and operational efficiency.
Compliance with Regulatory Standards:
Regulatory compliance is critical in industries where product quality and safety are paramount. Insulated cold room panels adhere to stringent regulatory standards governing temperature control, hygiene, and storage practices. By utilizing certified panel systems, businesses demonstrate their commitment to upholding industry regulations and ensuring the integrity of their stored products. Compliance with these standards enhances consumer trust and mitigates the risk of fines or penalties resulting from non-compliance, safeguarding the organization's reputation and credibility.
Adaptability to Varied Applications:
The versatility of insulated cold room panels extends beyond traditional cold storage applications. These panels find utility in diverse environments, including clean rooms, laboratories, and production facilities, where precise temperature control is essential. Whether preserving sensitive materials, facilitating scientific research, or maintaining sterile conditions, cold room panels offer a flexible solution that caters to various industrial needs. Their adaptability makes them indispensable assets across multiple sectors, enhancing operational efficiency and productivity. In conclusion, insulated cold room panels serve as indispensable assets in temperature-sensitive environments, offering numerous benefits ranging from efficient temperature regulation and product preservation to customizable design options and environmental sustainability. As leading Cold Room Panels Manufacturers, we are committed to delivering high-quality panel solutions that empower businesses to optimize their cold storage infrastructure and uphold the highest quality, safety, and efficiency standards. Embracing innovative cold room technologies is a strategic investment and a testament to our dedication to meeting the evolving needs of industries reliant on temperature-controlled environments.
0 notes
Text
How do cold room panels contribute to various industries' energy efficiency and temperature control
At Isoflex, we are proud to be recognized as leading cold room panels manufacturers dedicated to revolutionizing temperature control solutions across various industries. Our innovative cold room panels play a pivotal role in enhancing energy efficiency while ensuring optimal temperature management. In this blog, we delve into the significance of cold room panels and how they contribute to energy efficiency and temperature control across different sectors.
Understanding Cold Room Panels:
Cold room panels are insulated panels designed to create controlled environments for temperature-sensitive products. They consist of an insulated core sandwiched between two layers of durable material, typically steel or aluminium. This construction provides excellent thermal insulation properties, maintaining consistent temperatures within the enclosed space.
Energy Efficiency Benefits:
One of the primary advantages of cold room panels is their contribution to energy efficiency. By minimizing thermal transfer, these panels help reduce the energy consumption required for heating or cooling systems. Isoflex cold room panels are engineered with high-quality insulation materials, ensuring minimal heat loss or gain. This translates to lower energy costs and a more sustainable operation for businesses.
Temperature Control Precision:
Isoflex cold room panels offer precise temperature control, catering to the specific requirements of different industries. Whether it's storing perishable goods in the food industry or preserving pharmaceutical products, maintaining consistent temperatures is paramount. Our panels are designed to withstand extreme temperatures and fluctuations, ensuring product integrity and compliance with regulatory standards.

Applications Across Industries:
Food Industry:
In the food industry, maintaining optimal storage conditions is essential for preserving freshness and preventing spoilage. Isoflex cold room panels create controlled environments for storing perishable items such as fruits, vegetables, dairy products, and meats. With precise temperature control, businesses can extend shelf life, minimize food waste, and uphold quality standards.
Pharmaceutical Sector:
Temperature-sensitive pharmaceuticals require stringent storage conditions to maintain efficacy and safety. Isoflex cold room panels provide pharmaceutical companies with reliable temperature-controlled storage solutions. From vaccines to biologics, our panels ensure consistent temperature levels, safeguarding product potency and regulatory compliance.
Hospitality and Catering:
Hotels, restaurants, and catering services rely on cold room panels to store ingredients and prepare meals at the optimal temperature. Whether it's a commercial kitchen or a banquet facility, Isoflex panels offer customizable solutions to meet diverse storage needs. By preserving food quality and minimizing energy consumption, businesses can enhance operational efficiency and customer satisfaction.
Biotechnology and Research:
Laboratories and research facilities require precise temperature control for storing reagents, samples, and biological materials. Isoflex cold room panels provide reliable temperature stability, creating ideal environments for scientific experiments and storage. With customizable configurations and advanced insulation properties, our panels support critical research activities and maintain sample integrity.
Conclusion:
As a leading cold room panels manufacturers, Isoflex is committed to empowering industries with innovative temperature control solutions. Our panels not only enhance energy efficiency but also ensure precise temperature management across diverse applications. Whether it's preserving perishable goods, safeguarding pharmaceuticals, or supporting scientific research, Isoflex cold room panels deliver unmatched performance and reliability. Contact us today to discover how our solutions can optimize your temperature-controlled environments and elevate your business operation.
0 notes
Text
Stay Ahead of the Curve: Discover the Latest Innovations in Cold Room Panels by TSSC Group
Discover a new era of cold storage solutions with TSSC Group's innovative Cold Room Panels. Engineered to deliver superior performance and longevity, our panels are designed to withstand the most demanding conditions while maintaining optimal temperature control. With TSSC Group, you can trust that your cold storage facilities are in good hands.
0 notes
Last Seen Blogs
alchemy-of-spirit
Merlyn The Dragon Alchemist

bdub1993
Brandon Thompson

rivenfowst
Rivenfowst

alcadnes
Alcadnes

quintinusrexblog
Rex's Massive Schlong