#Fully Automatic Composter
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
When “GIF” was named word of the year in 2012, Oxford Dictionaries U.S.A. credited Tumblr for pushing the word.
Text
Kelvin's Organic Waste Compost Machines
हर जगह मिलेगी आपको यह मशीन Big Malls, Hospitals, Canteens, Army, Industries , Temples & Restaurants
Compost Machine supplying globally Pan India & exporting to Nepal, Bangladesh, UAE, Chile, Bhutan, Sri Lanka, Philippines,
Mfr & Supplied by Kelvin Water Technologies Pvt. Ltd. Delhi, India +91-9812241001, [email protected]
#organic waste composter#owc machine#organic waste converter#waste management#waste converter machine#natural composter#food waste converter#food waste composter#fully automatic composter
0 notes
Video
youtube
Organic Waste Composter Machine for hotels, canteens, mess, temples, ind...
#organic waste composter#owc waste management#waste management#organic waste composter machine#organic waste converter#owc machine manufacturer#Natural Composter#Owc Machine manufacturers#Composter manufacturers#Fully Automatic Composting Machine#composting for waste disposal#organic waste for composting#food waste converter machine#OWC Machine Price#semi automatic organic waste composter#Fully Automatic Composting Machine in India
1 note
·
View note
Text
Why Investing in a Paper Bag Machine is a Smart Move in 2025
As the world moves toward sustainability and eco-conscious living, businesses across the globe are rapidly shifting from plastic to paper packaging. One of the most significant outcomes of this transition is the growing demand for paper bags — and with that, a rising interest in high-performance paper bag making machines.
At Prakash Machineries , we specialize in manufacturing fully automatic paper bag machines that are helping businesses make the smart switch. Here’s why investing in a paper bag machine is not only good for the planet but also great for your business.
🌿 1. Environmentally Friendly Solution
Plastic bags have become one of the biggest environmental threats in recent decades. They take hundreds of years to decompose and often pollute landfills, rivers, and oceans. In contrast, paper bags are 100% biodegradable, recyclable, and compostable. Paper bag machines enable businesses to produce eco-friendly packaging on a large scale — reducing carbon footprint and aligning with global sustainability goals.
⚙️ 2. High-Speed, Automated Production
Modern paper bag machines, like those offered by Prakash, are equipped with fully automatic systems that can produce a wide range of paper bags with minimal manual labor. Whether it’s grocery bags, shopping bags, or food delivery pouches, these machines can handle various sizes and specifications with precision and efficiency.
With outputs ranging from 100 to 400 bags per minute, these machines significantly boost productivity and help meet large-scale commercial demands.
💼 3. Business Opportunity & Market Demand
The ban on single-use plastics in many states and countries has opened up a huge market for paper bag manufacturers. From retail stores and supermarkets to restaurants and e-commerce companies — the demand is only increasing.
Starting a paper bag manufacturing unit is now seen as a profitable and future-ready business, especially with support from government initiatives promoting sustainable alternatives.
🧠 4. Easy to Operate and Maintain
Our paper bag machines are designed to be user-friendly, even for first-time entrepreneurs. With touchscreen controls, automatic counting systems, and durable build quality, they require minimal maintenance and training. Plus, our dedicated service team ensures smooth installation and after-sales support.
🏷️ 5. Customization & Branding Benefits
Paper bags are not just about functionality; they are also a powerful branding tool. Our machines allow for in-line printing and handle attachments, giving businesses the freedom to create custom, brand-enhancing packaging.
🔧 Why Choose Prakash Machineries ?
With decades of engineering experience, Prakash Machineries is a trusted name in the packaging machinery industry. Our paper bag making machines are built for performance, reliability, and long-term ROI.
We help entrepreneurs, SMEs, and large enterprises shift toward sustainable packaging with confidence and efficiency.
📞 Get in Touch
If you're ready to start or scale your paper bag manufacturing business, we’re here to help. Visit www.prakashoffset.com to explore our range of machines or request a free quote.
Join the green revolution — with Prakash.
2 notes
·
View notes
Text
behold, my massive fucking moonshine factory (in minecraft for legal reasons)
so basically, i've been goofing around with the create mod the last few weeks and i installed quite a few addons to add way more content. one of these addons, "destroy", adds chemistry and stuff. but that's not important, all that matters is that it adds ILLEGAL LIQOUR BREWING
knowing me, i'd of course spend almost a week or two building a 100% fully automatic moonshine brewery and distillery.
the only thing that isn't completely automated is the heat from the blaze burners of the steam engine that powers this behemoth, which have been fed with creative blaze cakes so i don't have to build a blaze fuel farm too (i'll do it at some point)
here's some screenshots


and here's a top-down view, with and without legend


Steam Engine (absolute beast, provides power to the entire factory)
Emergency Waterwheels (in case the steam engine overstresses, i can disconnect it from the main mechanism and start it up using these, no need to restart it up manually)
Ingredient Sorter, Left Wing
Ingredient Sorter, Right Wing
Aging Barrels, Left Wing
Aging Barrels, Right Wing
Water Pumps (collect water for the moonshine)
Distillation Bubble Cap Mechanisms (three of them for maximum liquor potence)
Final Fluid Tank (stores fully-distilled moonshine before it is bottled)
Automatic Cobblestone Generator
Cobblestone Crushers (two sets of crushing wheels per belt, one crushing cycle turns cobble into gravel, the second turns gravel into sand)
Bulk Blaster (create mod's equivalent of a super-smelter. smelts all of the sand into glass)
Mechanical Crafters (craft glass into glass bottles)
Bottling Station (spouts sploosh moonshine into the freshly crafted bottles)
Final Storage Vault (where the bottled moonshine finally ends up. has a storage space so massive it'll basically never stop growing)
Automatic Wheat Farm (wheat is one of two ingredients for moonshine, uses a gantry carriage contraption to sweep the mature crops and then deposits them into the vault sorting system)
Seed Composters (uses the leftover seeds from the wheat farm to make bone meal for the mushroom farm)
Semi-Automatic Mushroom Farm (relies on the wheat farm for bone meal, but besides that, is fully automatic. repeatedly plants a mushroom, bone meals it into a giant shroom, then cuts it down with a mechanical saw to get more shrooms in return)
Mushroom Crusher (grinds mushrooms into bricks of yeast, the other ingredient in moonshine, then flings it into the yeast vault)
Wheat Vault (stores wheat until it's time for another brewing cycle)
Yeast Vault (stores yeast until it's time for another brewing cycle)
Wheat Farm Sorting System (wheat is deposited into the wheat vault, seeds are flung into the mushroom farm's composters, and any other items that might've ended up there by mistake are incinerated)
Distilled Water Disposal Pipe (transports any leftover water from the moonshine distillation into the steam engine, thus getting rid of it)
Catwalk Elevator (thought it'd be cool to have a lift bring you up to some catwalks above the whole factory, so i made it)
#shitpost#shitposting#minecraft#minecraft build#minecraft builds#minecraft building#minecraft factory#minecraft farm#minecraft farms#minecraft farming#minecraft create#minecraft create mod#create#create mod
17 notes
·
View notes
Text
Paper Cup Making Machines: Powering the Green Packaging Revolution in 2025
In a world shifting rapidly toward sustainability, paper cups are no longer just a convenience—they’re a statement. As single-use plastic bans tighten across India and the globe, eco-friendly alternatives like paper cups are leading the charge in foodservice, hospitality, and retail.
\But behind every biodegradable cup is a powerful piece of machinery: the Paper Cup Making Machine.
In 2025, the market is not only growing—it’s transforming. From automation to smart diagnostics and ultra-fast output, paper cup machines have become smarter, faster, and greener. For manufacturers, entrepreneurs, and packaging businesses, investing in the right paper cup making machine is now more than a necessity—it’s a competitive edge.
Why Paper Cups Are More Relevant Than Ever
The demand for paper cups is being driven by multiple converging trends:
Ban on Single-Use Plastics in India and other countries
The rise of eco-conscious consumers demanding sustainable alternatives
Growth in takeaway food, cafés, and cloud kitchens
Government support for MSMEs and sustainable packaging ventures
This surge has created a booming opportunity for paper cup manufacturers, especially those using high-efficiency, modern equipment.
What’s Trending in the Paper Cup Machine Industry in 2025?
1. Fully Automatic Machines
Today’s top manufacturers offer machines that can produce up to 100 cups per minute, with minimal manual intervention. These machines:
Reduce labor costs
Improve consistency and hygiene
Enable round-the-clock production
2. Smart Touch Control Panels
Modern machines now feature digital touchscreens with programmable settings. Operators can adjust cup size, material thickness, speed, and more—all with a few taps.
3. Eco-Friendly Configurations
Machines are now being optimized to work with coated paper, biodegradable sheets, and PLA (cornstarch-based) films, supporting global eco-packaging norms.
4. Multi-Size Compatibility
The best manufacturers now design machines that can switch between 45ml to 350ml cups, perfect for businesses serving both tea stalls and large food courts.
5. Minimal Maintenance Design
With precision-engineered parts and self-lubrication systems, paper cup machines now require less frequent servicing, reducing downtime and increasing ROI.
What to Look for in a Paper Cup Making Machine Manufacturer
Choosing the right machine supplier is crucial if you’re planning to enter the paper cup manufacturing business or upgrade your setup. Here’s what to consider:
Machine Output Speed – Does it match your production goals?
Cup Size Range – Can it handle small to large cup sizes?
Automation Level – Manual, semi-automatic, or fully automatic?
After-Sales Support – Do they offer installation, training, and maintenance services?
Warranty & Parts Availability – Long-term reliability is key.
Certifications & Quality Standards – Ensure ISO, CE, or BIS compliance.
Business Opportunity: Why Now Is the Time to Invest
Whether you are a startup in packaging, an MSME looking to expand, or a distributor of eco-friendly products, now is the best time to step into paper cup manufacturing.
Here’s why:
Demand is skyrocketing due to the environmental push
Government subsidies and Make in India initiatives are encouraging local production
High profit margins with low-cost raw materials (paper rolls)
Quick ROI with machines delivering 24/7 output and low maintenance
The Manufacturer’s Perspective
If you’re a paper cup making machine manufacturer, this is your moment to shine.
The market is looking for:
High-speed, reliable, and low-energy consumption machines
Local technical support and spare part availability
Custom solutions for startups, large-scale factories, and exporters
Machines capable of handling eco-coated and compostable paper
A strong online presence, certifications, customer testimonials, and product videos can set your brand apart in a competitive market.
Conclusion
As the world moves toward greener alternatives, the paper cup industry is no longer a side hustle—it’s a sunrise sector. From small kiosks to national brands, everyone is shifting to paper-based packaging. And at the center of this movement lies smart, efficient, and sustainable paper cup making machines.
Whether you’re a business owner, eco-entrepreneur, or manufacturer, this is your opportunity to build a profitable, future-ready brand—with sustainability as your foundation.
FAQs on Paper Cup Making Machines
Q1. What is the production capacity of a paper cup making machine?Modern machines can produce between 45 to 120 cups per minute, depending on automation and size range.
Q2. Can I start a paper cup business from home or a small unit?Yes. Many startups begin with a semi-automatic or compact machine in small spaces. As demand grows, you can scale up.
Q3. What kind of paper is used in these machines?PE-coated or PLA-coated food-grade paper rolls are used for paper cup production.
Q4. How much does a paper cup making machine cost in India?Prices can range from ₹5 lakhs to ₹25 lakhs, depending on speed, size range, automation, and brand.
Q5. Do manufacturers offer training and installation support? Reputed manufacturers provide on-site installation, operator training, and after-sales support across India and abroad. Paper Cup making Machine Manufacturer
0 notes
Text
How to choose the right bio-organic fertilizer production line based on farm size?
When turning livestock manure into a resource, picking the right bio-organic fertilizer production line needs to perfectly match the farm’s scale. Farms with different herd sizes have very different manure handling needs, budgets, and ways of operating.
1.Small Farms
Recommended Setup: Simple trough fermentation line (Investment: ¥150,000 – ¥250,000)
Capacity: 3-5 tons/day
Key Equipment: Small windrow compost turning machine (1.5m wide), combined crusher and screener, manual packaging station.
Benefits: Needs only about 300 sqm of space, can flexibly handle mixtures like pig or chicken manure.
2.Medium Farms
Recommended Setup: Semi-automatic fermentation line (Investment: ¥500,000 – ¥800,000)
Capacity: 10-20 tons/day
Upgrades: Intelligent turner (with temperature sensors), automatic batching system, disc granulator set, mobile packaging machine.
Cost-Effectiveness: Processing cost per ton is 40% lower than small lines. Can also handle manure from nearby farms.
3.Large Farming Groups
Recommended Setup: Smart factory-style production line (Investment: ¥2 million+)
Capacity: 50-100 tons/day
Advanced Features: Fully enclosed fermentation workshop (with bio-deodorization), computer-controlled turner, extrusion granulator + coating machine, automated palletizing and storage system.
Always choose a production line with slightly more capacity than your current manure output, leaving about 20% room for growth. Getting the right equipment can turn manure handling from a cost center into a profit center.
0 notes
Text
The structural advantages of the large wheel compost turning machine
The large wheel compost turning machine has significant structural advantages in organic fertilizer production. These advantages make it perform well in dealing with organic waste such as livestock and poultry manure, sludge and garbage, sugar factory filter mud, dregs, cake meal and straw sawdust. The following are its main structural advantages:
1. High turning depth and large span: The turning depth of the large disc turning machine can reach 1.5 to 3 meters, capable of handling deeper fermentation materials and suitable for large-span fermentation tanks.
2. Energy-saving and high-efficiency transmission mechanism: It adopts a unique energy-saving and high-efficiency transmission structure, significantly reducing energy consumption compared to traditional turning and throwing equipment under the same operation volume. Equipped with a hydraulic lifting system, it enables the turntable to rise and fall automatically, ensuring that the equipment can move without obstacles.
3. No blind spot turning: The symmetrical design of the wheel disc, in combination with the displacement of the variable-speed transfer trolley, ensures no blind spot turning and guarantees the uniformity of the fermentation materials.
4. High degree of automation: Equipped with a fully automated electrical control system, the organic fertilizer equipment does not require human operation during operation, improving production efficiency and operational safety.
5. Durable and robust: Made of high-quality materials and advanced manufacturing techniques, the equipment is highly durable, reducing maintenance costs.
6. Strong applicability: It is suitable for the fermentation and turning of various organic wastes and is widely used in organic fertilizer plants, compound fertilizer plants, sludge and garbage plants, horticultural farms, and button mushroom cultivation plants, etc.
7. Flexible customization: It can be customized according to the width and length of the fermentation tank to meet the needs of different users.
Through these structural advantages, the large wheel turning machine can not only enhance the efficiency and quality of organic fertilizer production, but also reduce production costs and minimize environmental pollution. It is an indispensable high-efficiency equipment in organic fertilizer production.

0 notes
Text
Incinerators in Kerala: Are They Safe for the Environment?

As waste management becomes more challenging in both urban and rural areas, incinerators in Kerala have gained popularity as a quick and effective method of waste disposal. From hospitals and schools to apartment complexes and public facilities, incinerators are widely used to reduce solid and sanitary waste. But with this growing reliance comes an important question — are incinerators safe for the environment?
How Do Incinerators Work?
Incinerators burn waste at high temperatures, converting organic and non-recyclable materials into ash, flue gas, and heat. This process reduces the volume of waste significantly and is particularly useful for biomedical and sanitary waste that cannot be composted or recycled.
Environmental Concerns with Incineration
While incineration reduces the physical presence of waste, it can produce:
Toxic emissions if not properly filtered
Dioxins and furans — harmful pollutants associated with health risks
Air pollution and greenhouse gases
Ash disposal challenges that may affect soil and water
These concerns raise legitimate environmental questions about the long-term impact of uncontrolled or outdated incinerator technology.
How Kerala is Responding to These Challenges
Kerala’s government has introduced strict regulations for the installation and operation of incinerators, especially in hospitals, flats, and institutions. Modern incinerators in Kerala must now be:
Fully enclosed and equipped with advanced filtration systems
Approved by the Kerala State Pollution Control Board (KSPCB)
Designed to maintain temperatures that prevent the release of toxic substances
Periodically inspected and audited
In addition, awareness programs and environmental audits are encouraging institutions to adopt more eco-friendly and compliant systems.
The Rise of Green Incineration Technology
In response to growing environmental concerns, many manufacturers in Kerala are offering eco-friendly incinerators with:
Low emissions
Automatic temperature control
Dual-chamber combustion
Minimal residue output
Some models even include energy recovery systems that convert heat into usable energy, further reducing environmental impact.
Are There Alternatives?
Yes, alternatives like composting, biomethanation, and recycling are effective for organic and recyclable waste. However, for biomedical, sanitary, and hazardous waste, incineration remains a necessary method when done responsibly.
Conclusion
Incinerators in Kerala are here to stay — but their safety lies in the technology used and how responsibly they are operated. With stricter policies, better equipment, and increased environmental awareness, Kerala is moving towards a cleaner, safer, and more sustainable waste management future.
#biogas in kerala#biogas plant for home#portable biogas plant for home#biogas#kerala#incinerator manufacturers in kerala#incinerators in kerala
0 notes
Text
Best Organic Waste Compost Machine for Homes, Hotels, and Societies

Waste management is currently ranked as a highly significant issue of the 21st century. Urbanization and consumption rates go higher with the generation of organic wastes-from veg peels and food leftovers to garden clippings and biodegradable packaging wastes. Hence, the very problem creates an opportunity-that of Composting. One of the efficient ways to handle biodegradable waste is by installing an Organic Waste Compost Machine.
Choosing the right model is crucial. Refer to our Commercial Organic Waste Compost Machine: A Complete Buying Guide before making your decision.
Knowing about the Organic Waste Compost Machine
An Organic Waste Compost Machine is a fully automatic machine that converts organic waste into compost within a time frame of 24 to 48 hours (about 4 days). The machine maintains an ideal aerobic environment for the microbes to decompose the waste, thus protecting the manual composting method, which is time-consuming and messy.
Modern organic waste composting machine offer a clean, odorless, and space-saving solution for the disposal of biodegradable waste, unlike conventional pits or bins. Be it a housing society, school, hotel, hospital, or factory, these machines drastically reduce the daily waste output while churning out compost that is full of nutrients for use.
Key Features and Benefits
1. Efficient Waste Reduction
It can reduce the volume of organic waste by up to 80% and thereby reduce the load on municipal waste systems.
2. Environmentally Friendly
The use of an organic waste composter reduces methane gas emissions into the atmosphere from landfilling activity and also prevents the leachate from permeating the groundwater.
3. Faster Process of Composting
Although composting takes several weeks or months through the old-fashioned methods of composting, the composting machine can make ready compost in just 1 to 2 days.
4. Odorless
Advanced composting machines are designed with air filters and deodorization systems and are, therefore, suitable for indoor installation.
5. Reduces Operational Costs
Waste disposal costs are considerable for commercial kitchens, food processing units, and hotels. An onsite composting unit reduces these costs while generating a valuable product.
6. Promotes Sustainability
The compost can be used for landscaping, gardening, or sold to farmers who use it in sustainable agricultural production.
To explore how the hospitality industry is transforming waste into a resource, read our blog on How Does an Organic Waste Composter Benefit Hotels and Restaurants?.
Ideal Users of Organic Waste Composting Machines
Hotels & Restaurants: To manage leftover food waste fairly and to maintain hygiene in the kitchen.
Residential Societies: To lessen the household waste footprint and to inculcate the concept of green living.
Educational Institutions: To set an example in eco-consciousness and sustainability.
Hospitals: For the management of cafeteria and garden waste which is biodegradable.
Agricultural Farms: Recycling plant waste and making compost on-site.
How to Choose the Right Organic Waste Composter
The following are some of the things to bear in mind when purchasing an organic waste composting machine:
Capacity Needs: Machines vary in their capacity from about 25 kg/day to 500 kg/day or more.
Automation Level: Do you want a semi-automatic system or a fully automatic one?
Power & Energy Consumption: Consider the energy-efficient ones; they are not bad for your pocket in the long run.
Warranty & Support: Makes sure that the vendor has some after-sales services and maintenance that he can depend on.
Conclusion
With sustainability slowly seeping in as a core topic for business, institutions, and the community, it becomes a must to implement smart case waste-management tools. The Organic Waste Compost Machine is not just an appliance but a higher evolution of the workplace toward cleaner surroundings, less landfill dependency, and greener ecosystems.
So, if you are planning to go in for a green solution for waste management at your premises, you should consider going for the robust and reliable organic waste-composting machines of EnvCure Technocrat LLP with the capacity to satisfy any requirements. They are performance-based and durable systems that meet environmental standards and thus make a good partner towards a greener future.
0 notes
Text
Food Waste Composter: The Future of Waste Management
As environmental concerns continue to rise globally, the issue of food waste has become a critical focus. Roughly one-third of the food produced for human consumption is wasted annually, contributing to significant environmental degradation, including greenhouse gas emissions, land degradation, and water wastage. To address this growing problem, food waste composters have emerged as a sustainable solution that not only reduces waste but also converts it into valuable resources like nutrient-rich compost. As cities, businesses, and households seek greener waste management practices, food waste composters are positioning themselves as the future of sustainable waste management.
What is a Food Waste Composter?
A food waste composter is a machine or system designed to decompose organic waste—primarily food scraps—through natural processes. Composters use microorganisms, heat, moisture, and aeration to break down food waste and convert it into compost, a nutrient-dense soil additive. This process helps divert food waste from landfills, reducing methane emissions while creating an eco-friendly byproduct that enhances soil fertility.
Composting can take place in various settings, from household kitchens to large-scale commercial and municipal operations, with food waste composters ranging in size and complexity depending on the intended use.
Why Food Waste Composters Are Crucial for the Future of Waste Management
The future of waste management must address the environmental impact of food waste, which contributes significantly to climate change. Traditional methods of waste disposal—particularly sending food waste to landfills—are unsustainable and environmentally damaging. Food waste composters offer an innovative solution with several key benefits:
1. Reduction of Landfill Waste
Food waste accounts for a large portion of municipal solid waste sent to landfills. When food waste decomposes anaerobically in landfills, it releases methane, a potent greenhouse gas that contributes to global warming. Composting food waste reduces the volume of organic matter that ends up in landfills, directly reducing methane emissions.
2. Creation of Nutrient-Rich Compost
One of the primary benefits of food waste composting is the production of compost. It improves soil health by increasing moisture retention, enhancing soil structure, and supporting the growth of beneficial microorganisms. The resulting compost can be used in gardening, agriculture, landscaping, and land rehabilitation, reducing the need for chemical fertilizers and promoting sustainable farming practices.
3. Support for Circular Economy
Food waste composters promote the concept of a circular economy, where waste is not simply discarded but repurposed into something valuable. Instead of contributing to a linear economy where resources are extracted, used, and then wasted, food waste is transformed into compost, which reenters the ecosystem, supporting new plant growth. This closed-loop system reduces resource depletion and helps build a more sustainable future.
4. Cost Savings for Municipalities and Businesses
Managing food waste can be expensive, especially when factoring in landfill fees, transportation costs, and environmental damage. For municipalities, implementing food waste composting programs can lower waste management costs by reducing the need for landfill space and transportation. Similarly, businesses like restaurants, hotels, and food processing industries can reduce their waste disposal costs by composting on-site or participating in composting programs.
5. Energy-Efficient and Time-Saving Solutions
Advanced food waste composters, particularly electric models, offer rapid composting solutions. These machines can process food waste in as little as 24 hours, converting it into usable compost much faster than traditional composting methods, which can take weeks or months. By using heat, oxygen, and mechanical agitation, these composters accelerate the decomposition process, making them efficient for high-waste environments like commercial kitchens or urban areas.
6. Odor and Pest Control
Modern food waste composters are designed with features like carbon filters and airtight seals that minimize odors and keep pests at bay. These features are particularly beneficial for households and businesses where unpleasant smells and the attraction of insects or rodents can be a concern. The ability to compost food waste without these nuisances makes it easier for more people to adopt the practice.
Types of Food Waste Composters
There are various types of food waste composters available, each suited to different needs, from home use to large-scale industrial operations:
1. Household Composters
Electric Composters: Compact, efficient, and designed for indoor use, these composters use heat and agitation to break down food waste rapidly. Many models can process waste in under a day, making them convenient for homes and small businesses.
Traditional Compost Bins: Typically used outdoors, these bins rely on natural decomposition processes and require periodic turning of the compost material. While slower than electric models, they are a cost-effective and eco-friendly option for home gardeners.
2. Commercial and Industrial Composters
In-Vessel Composting Systems: These systems are enclosed, automated composters designed for larger volumes of food waste. They can handle food waste from restaurants, schools, and other institutions, producing high-quality compost in a short time frame.
Windrow Composting: This method involves piling organic waste into long rows (windrows) that are aerated and turned periodically. It is commonly used in large-scale operations, such as municipal composting facilities or agricultural settings.
3. Vermicomposting Systems
Worm Composters: This system uses worms to break down organic waste. Worms digest food waste and excrete nutrient-rich castings, which can be used as a natural fertilizer. Vermicomposting is a popular choice for indoor composting, particularly in small spaces, because it produces minimal odor and is highly efficient for processing smaller quantities of food waste.
The Role of Technology in the Future of Composting
As technology continues to advance, the efficiency and accessibility of food waste composters are improving. Many modern composters come equipped with smart technology that monitors temperature, moisture, and oxygen levels to optimize the composting process automatically. These systems require minimal user input and can even be connected to apps or other digital platforms for easy monitoring.
Additionally, decentralized composting models are gaining popularity. Instead of relying solely on large, centralized facilities, decentralized systems allow for composting at the community level, in homes, businesses, or local composting centers. This reduces the need for transporting waste and creates a more sustainable, localized approach to waste management.
Challenges and Solutions
While food waste composters are gaining traction, challenges remain in ensuring widespread adoption. One issue is the initial cost of some composting machines, particularly for households or small businesses. However, as technology advances and demand grows, prices are expected to decrease, making composters more accessible.
Another challenge is public awareness and education. Many people are unaware of the environmental impact of food waste or the benefits of composting. Governments, NGOs, and environmental organizations must continue to promote composting through educational campaigns, incentives, and policies that encourage individuals and businesses to adopt composting practices.
Conclusion: The Future is Green with Food Waste Composters
As we move toward a more sustainable future, food waste converter represents a pivotal shift in waste management. These systems offer an eco-friendly solution to the growing food waste problem, transforming organic waste into valuable compost while reducing the environmental burden of landfills.
With the right technological advancements, public education, and policy support, food waste composters are poised to become an integral part of the global waste management infrastructure. They not only divert waste from landfills but also contribute to healthier soils, a circular economy, and a more sustainable planet.
As the future of waste management evolves, composting food waste will undoubtedly play a significant role in reducing our environmental footprint and building a greener, more sustainable world.
#organic waste composter#owc machine#food waste composter#waste management#fully automatic composter#food waste converter
0 notes
Text
The usage features of the large wheel compost turning machine
The large wheel compost turning machine is a highly efficient equipment suitable for large-scale organic fertilizer production and has the following significant usage features:
1. High turning depth and large span: The turning depth of the large disc turning machine can reach 1.5 to 3 meters, capable of handling deeper fermentation materials. Its maximum turning width can reach 30 meters, making it suitable for large-span fermentation tanks.
2. High efficiency and energy saving, low energy consumption: It adopts a unique energy-saving and high-efficiency transmission mechanism, which significantly reduces energy consumption compared with traditional turning and throwing equipment under the same operation volume. Through the high-speed rotating wheel and blades, the turning, stirring and mixing of materials can be completed quickly, improving the fermentation efficiency.
3. No blind spot flipping: The symmetrical design of the wheel disc, in combination with the displacement of the variable-speed transfer trolley, can achieve no blind spot flipping, ensuring uniform flipping of materials.
4. High degree of automation: Equipped with a fully automated electrical control system, the organic fertilizer equipment can operate automatically without human intervention during operation. Easy operation: Users only need to press the start button, and the device will automatically complete the flipping and throwing operation.
5. Structural and performance advantages: Novel design, simple structure, sturdy and durable, suitable for the fermentation and turning of various organic wastes. High-quality materials and advanced manufacturing processes are adopted to ensure the long-term stable operation of the equipment.
6. Wide range of application: It is suitable for the fermentation and turning of various organic wastes such as livestock and poultry manure, sludge, garbage, sugar factory filter mud, residue, cake meal and straw sawdust.
The large wheel turning machine, with its features of high efficiency, energy conservation, high degree of automation and no blind spots in turning, has become an indispensable equipment in organic fertilizer production. It can significantly improve production efficiency and product quality, while reducing production costs.

0 notes
Text
What Kind of Paper Can Be Used in Fully Automatic Machines?
With the global rise in demand for eco-friendly and sustainable packaging, paper bags have become a crucial part of retail, food, grocery, and e-commerce industries. Businesses are investing in fully automatic paper bag-making machines to produce high volumes of paper bags with speed and precision.
But an equally important factor in efficient production is the type of paper used in these machines. Choosing the right kind of paper ensures smooth operation, strong bag quality, and cost-effective output.
So, what kinds of paper are compatible with fully automatic paper bag machines? In this article, we’ll explore the best paper types for different bag applications—and how to make the right choice for your production line.
🧾 Why Paper Selection Matters
The paper you choose directly impacts
Machine speed and performance
Strength and durability of the bag
Print quality (if using inline printing)
Cost of production
Environmental friendliness
At Prakash Machineries Pvt. Ltd., our fully automatic machines are designed to handle a wide range of paper types to support various industries—from pharma to fashion.
✅ Compatible Paper Types for Fully Automatic Bag Machines
1. Brown Kraft Paper
Kraft paper is the most widely used material in paper bag manufacturing. It is strong, biodegradable, and cost-effective.
Key Features:
Natural brown color
High tensile strength
Tear-resistant
Recyclable and compostable
Ideal For:
Grocery bags
Retail shopping bags
Food packaging
Agricultural products
GSM Range:
40 to 120 GSM, depending on bag size and weight capacity
Most fully automatic machines—like those from Prakash Machineries Pvt. Ltd.—are optimized to handle Kraft paper without modification.
2. White Kraft Paper
White Kraft paper offers the same durability as brown Kraft but with a clean, polished appearance—ideal for branding and printing.
Key Features:
Smooth, white surface
Excellent printability
Suitable for colored logos and designs
Ideal For:
Boutique and clothing store bags
Premium grocery chains
Branded takeout packaging
GSM Range:
50 to 120 GSM
It is especially popular with businesses looking to enhance the visual appeal of their packaging while staying eco-friendly.
3. Recycled Paper
Environmentally conscious brands often prefer 100% recycled paper, which is made from post-consumer waste.
Key Features:
Eco-friendly and sustainable
May have a slightly rough texture
Supports green business goals
Ideal For:
Organic product packaging
Small grocery shops
NGO or government distribution programs
GSM Range:
40 to 100 GSM
Our machines at Prakash Machineries Pvt. Ltd. are capable of processing recycled paper rolls smoothly, provided they meet basic uniformity standards.
4. Newsprint Paper
Newsprint is a low-cost option for businesses that need lightweight, disposable bags for small goods or internal packaging.
Key Features:
Economical
Thin and lightweight
Not suitable for heavy loads
Ideal For:
Bakeries
Fruit & vegetable vendors
Bookstores and stationery shops
GSM Range:
28 to 60 GSM
While not as durable as kraft, it can be used in fast-moving consumer environments where disposability is key.
5. Art Paper or Coated Paper
Art paper, also known as gloss or matte-coated paper, is ideal for luxury paper bags with high-resolution printing and a premium finish.
Key Features:
Coated surface for vibrant printing
Can be laminated for water resistance
Visually attractive
Ideal For:
Gift bags
High-end retail
Event and promotional packaging
GSM Range:
100 to 180 GSM
Note: Machines must be compatible with coated surfaces, especially for folding and gluing functions. At Prakash Machineries Pvt. Ltd., we offer custom models suited for handling laminated and art paper.
6. Bleached Paper Board (for Heavy-Duty Bags)
Bleached board is used for strong, durable bags meant to carry heavy items. It combines strength with a polished look.
Key Features:
High stiffness
Suitable for reinforced handle bags
Good for branding
Ideal For:
Electronics packaging
Branded garment bags
Wine or liquor bags
GSM Range:
150 to 250 GSM
This type may require a more powerful machine configuration to ensure smooth feeding and folding.
🔧 Paper Quality Requirements
To ensure the best performance from your machine, the selected paper should have:
Uniform thickness (GSM)
Proper tension and winding on rolls
Clean edges to avoid tearing during feeding
Compatible coating (if applicable) for folding and pasting
All paper types should be tested with the machine prior to bulk production. At Prakash Machineries Pvt. Ltd., we offer full assistance in trial runs and sample testing to help you choose the right paper stock.
🏭 Benefits of Using Versatile Paper Bag Machines
Investing in a machine that supports multiple paper types means
Greater flexibility in serving different industries
Ability to switch between product lines with minimal downtime
Opportunities to expand into premium or eco-niche markets
Lower production costs with access to multiple paper suppliers
Our fully automatic paper bag machines are built for multi-material compatibility, fast size changes, and high-volume production.
Why Choose Prakash Machineries Pvt. Ltd.?
At Prakash Machineries Pvt. Ltd., we design and manufacture paper bag machines that are
Compatible with kraft, art paper, recycled paper, and coated paper
Built with precision controls for smooth feeding and folding
Equipped with PLC systems for automated adjustments
Energy-efficient and built to last
Supported by a team of engineers and trainers to guide your production journey
Final Thoughts
Choosing the right paper is just as important as selecting the right machine. Whether you want to make budget-friendly grocery bags or premium printed shopping bags, your fully automatic paper bag machine must handle a wide range of paper types efficiently.
At Prakash Machineries Pvt. Ltd., our machines are designed for maximum paper flexibility, high-speed production, and minimal waste, ensuring your packaging business can meet changing market demands with confidence.
Interested in finding the right machine for your paper type? Contact Prakash Machineries Pvt. Ltd. today to get expert advice and a free consultation.
#paper bag manufacturer#manufacturer#v bottom#flexo#square bottom#machines#paper#paper bag#dan and phil#baking#cake#chris sturniolo#alien stage#bagas#critical role#cooking#delicious#breakfast#chocolate
0 notes
Text
Building an organic fertilizer production line in a chicken farm
Establishing an organic fertilizer production line at a chicken farm not only helps manage chicken waste effectively but also transforms it into a valuable resource, creating additional income.
1. Site Planning and Selection
First, designate a suitable area near the chicken coops for the production line to simplify manure transportation. Ensure the location is well-ventilated to minimize odors affecting both the farm and nearby areas. Leave enough space for equipment, raw material storage, and finished products.
2. Raw Material Handling System
Chicken manure is the primary raw material. Set up an efficient collection system, such as conveyor belts, to quickly transport manure from coops to the processing area. Install a manure separator to split solids from liquids. The solid part moves to the next production stage, while the liquid can be treated for irrigation or other uses.
3. Fermentation System
Fermentation is crucial. Build fermentation tanks or pits, and mix the manure with microbial agents like Bacillus subtilis. Use temperature and humidity sensors to monitor conditions. Turn the mixture regularly with a compost turning machine to ensure even fermentation. Maintain temperatures between 50-65°C for 10-15 days until the manure fully decomposes.

4. Processing System
After fermentation, further process the organic fertilizer. Crush the material into fine particles using a grinder, then shape it into uniform granules with equipment like a disc granulator or double roller press granulator. Adjust the size and shape based on market needs.
5. Drying and Packing
Freshly granulated fertilizer has high moisture content. Use a drum fertilizer dryer to reduce it to acceptable levels. Finally, pack the finished product automatically, labeling details like nutrient content and suitable crops.
With these steps, a functional organic fertilizer production line can be built right on the chicken farm, turning waste into profit while promoting eco-friendly practices.
#organic fertilizer production line#compost turning machine#disc granulator#double roller press granulator
0 notes
Text
0 notes
Text
Why Biodegradable Disposable Plate Making Machine is Booming in India?
Taking into consideration the pollution because of single use plastic, the recognition of using biodegradable plates has risen. Individuals are choosing environmentally friendly products over plastic. This has resulted in the increased need for biodegradable plates, creating a brand new possibility for service and the need for biodegradable plate making machines in India.
Made from natural resources, biodegradable plates break down in the environment quickly, which reduces the burden of injury to nature, garbage dumps, and marine life. The expanding necessity for biodegradable plates has motivated the development of modern technologies in India and worldwide. Specifically in the production field in India, the development of biodegradable plates goes to its height. Suppliers are presenting sustainable biodegradable plates making machines in India.
In this blog site, we will certainly explore the procedure of how biodegradable plates are made, the biodegradable plate making machines in India, and the supplier of the biodegradable plate making machines in India.

Biodegradable Plate Making in India
Biodegradable plate making machines are the heart of the environmentally friendly tableware industry. Referred to as the creating machines, they are particularly developed to generate molded fiber items from natural basic materials.
The biodegradable disposable machines in India are of many types. These are semi-automatic, robot, totally automatic, and hydraulic presses. Each kind is tailored for different production demands. These machines can shape and mold the raw product into different plate layouts and sizes.
The portions of eco friendly disposable plate making machine in India contain the forming section where the mold is presented into the mold and mildew, the mold made according to the numerous requirements, and the hot press area where the molded items are warmed to give them up.
Among the innovative technologies in biodegradable plate making machines in India is an automatic creating machine. Agarwal Machineries a leading name in the market, makes premier developing machines and is the leader of fully automatic machines in India.
Production of Biodegradable Plate Utilizing Sugarcane Bagasse
Among the most appropriate and used basic materials for making eco-friendly tableware items in India is sugarcane bagasse. The biodegradable plates produced by using sugarcane bagasse as raw material are compostable and can break down in nature quickly.
The production of biodegradable plates includes a pulping procedure where the raw product or the sheets made from the raw material are processed in the pulper to create a slurry. This slurry proceeded further to the refiner to obtain the fiber as per the demand.
The pulp is then approved to the evolving machines. The creating equipment has a developing terminal where the pulp is poured into the mold to obtain the wanted shape of home plates or tableware. The plates from the mold are then gotten rid of after drying and shifted to a heat terminal to obtain the finishing. Home plates are trimmed to obtain the great side, and the biodegradable plates await product packaging and send off.
This method not only makes use of agricultural waste efficiently but also generates biodegradable products that decay naturally, adding to a cleaner and greener atmosphere. The use of bagasse tableware making machine in this production procedure emphasizes the dedication to sustainability and the effective use of sources.
If you want to begin the biodegradable plate making plant, then learn more concerning the detailed info regarding how to begin a sugarcane bagasse plate making plant here.
Suppliers of Biodegradable Plate Making Machines in India
India is home to a number of reliable producers of biodegradable plate making machines, with us sticking out as a popular leader in the field. We provides state-of-the-art remedies for the manufacturing of molded fiber products, consisting of biodegradable plates. Their machines are renowned for their integrity, performance, and advanced modern technology, making them a recommended choice for producers intending to create premium eco-friendly tableware.
The innovation of biodegradable plate making machines in India is exceptional. With a variety of semi-automatic, robotic, and totally automatic forming machines, we provide a full option to set the biodegradable plate making mills in India and worldwide.
To get a complete therapy for your demand concerning your brand new biodegradable plate making machine, you can contact us today.
Conclusion
The change towards biodegradable plates is a crucial action in resolving the international plastic pollution situation. With the improvement of biodegradable plate making machines, particularly in India, the manufacturing of lasting eating ware has become extra accessible and reliable. Businesses like Agarwal Machineries are leading the way, supplying innovative solutions that change farming byproducts into environment-friendly items. As we continue to seek options for single-use plastics, the duty of biodegradable plates and their production procedures will most certainly come to be much more considerable in our efforts to protect the planet.
0 notes
Text
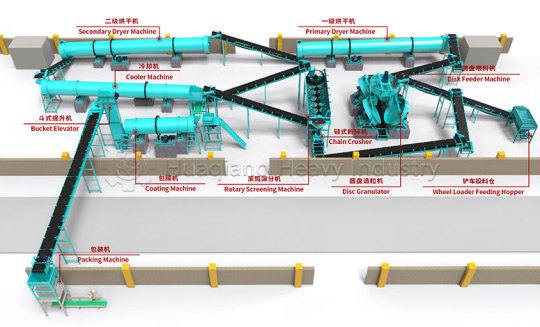
Briefly describe the process of organic fertilizer production line
Organic fertilizer production is to harmlessly treat and recycle organic raw materials such as agricultural waste and livestock and poultry manure, and finally produce fertilizers rich in organic matter and nutrients. The process of organic fertilizer production includes composting fermentation of organic matter and post-fermentation treatment.
The first step is composting fermentation. The organic waste should be mixed evenly in a certain proportion, then placed in a fermentation tank, and then fermentation agents should be added. During the fermentation process, environmental factors should be strictly controlled, and the compost should be regularly turned and oxygenated by a Compost Turning Machine The high temperature stage lasts for several weeks to allow microorganisms to fully decompose organic matter.
Then there is post-fermentation processing. The fermented organic fertilizer includes two types: powdered organic fertilizer production line and granular organic fertilizer production line.
1. The processing technology of powdered organic fertilizer production line is relatively simple, which is divided into three stages: crushing, screening and packing. Crushing: Crushing large or agglomerated fermented materials to produce uniform powdered organic fertilizer. Screening: Screen out organic fertilizer that meet the requirements to ensure product quality. Packing: Final packing of the screened organic fertilizer for easy storage and transportation.
2. The production line of granular organic fertilizer is relatively more complicated, with the following steps: Ingredient mixing: Add humic acid or other elements of fertilizer to the fermented organic fertilizer, and then mix them evenly through a mixer to facilitate subsequent processing. Granulation: Use Granulators (such as Disc Granulator)to make the organic fertilizer into uniform granules. This is not only conducive to storage and transportation, but also improves the convenience of fertilization. Drying and cooling: Reduce the moisture content of organic fertilizer to prevent mold and deterioration, and increase the hardness of fertilizer particles. Screening: Use a Drum Screener Machine to screen out broken particles and select particles of appropriate size for subsequent processing. Coating: Use a Coating Machine to coat the fertilizer particles to prevent the particles from sticking. Packing: Packing is the last step. Generally, an automatic packing machine is used. Our Granular Fertilizer Packing Machine is controlled by a computer to ensure the accuracy of fertilizer packing.
This completes the entire production process of organic fertilizer from raw materials to finished products. This production method achieves efficient transformation of waste and provides high-quality organic fertilizer for agricultural production.

0 notes