#Automatic Labeling Machine Market Size
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Premium Tumblr themes are available from anywhere between $9 to $49.
Text
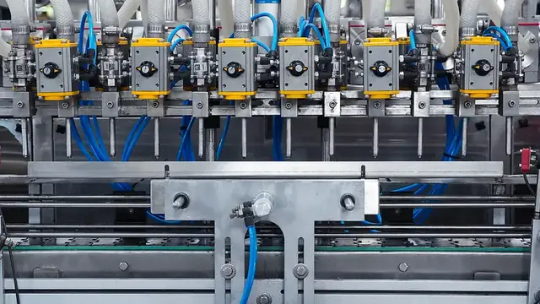
Automatic Labeling Machine Market
0 notes
Text
Domino Presents New Monochrome Inkjet Printer at Labelexpo Southeast Asia 2025
Domino Printing Sciences (Domino) is pleased to announce the APAC launch of its new monochrome inkjet printer, the K300, at Labelexpo Southeast Asia. Building on the success of Domino’s K600i print bar, the K300 has been developed as a compact, flexible solution for converters looking to add variable data printing capabilities to analogue printing lines.
The K300 monochrome inkjet printer will be on display at the Nilpeter stand, booth F32, at Labelexpo Southeast Asia in Bangkok, Thailand from 8th–10th May 2025. The printer will form part of a Nilpeter FA-Line 17” hybrid label printing solution, providing consistent inline overprint of serialised 2D codes. A machine vision inspection system by Domino Company Lake Image Systems will validate each code to ensure reliable scanning by retailers and consumers whilst confirming unique code serialisation.
“The industry move to 2D codes at the point of sale has led to an increase in demand for variable data printing, with many brands looking to incorporate complex 2D codes, such as QR codes powered by GS1, into their packaging and label designs,” explains Alex Mountis, Senior Product Manager at Domino. “Packaging and label converters need a versatile, reliable, and compact digital printing solution to respond to these evolving market demands. We have developed the K300 with these variable data and 2D code printing opportunities in mind.”
The K300 monochrome inkjet printer can be incorporated into analogue printing lines to customise printed labels with variable data, such as best before dates, batch codes, serialised numbers, and 2D codes. The compact size of the 600dpi high-resolution printhead – 2.1″ / 54mm – offers enhanced flexibility with regards to positioning on the line, including the opportunity to combine two print stations across the web width to enable printing of two independent codes.
Operating at high speeds up to 250m / 820′ per minute, the K300 monochrome inkjet printer has been designed to match flexographic printing speeds. This means there is no need to slow down the line when adding variable data. Domino’s industry-leading ink delivery technology, including automatic ink recirculation and degassing, helps to ensure consistent performance and excellent reliability, while reducing downtime due to maintenance. The printer has been designed to be easy to use, with intuitive setup and operation via Domino’s smart user interface.
“The K300 will open up new opportunities for converters. They can support their brand customers with variable data 2D codes, enabling supply chain traceability, anti-counterfeiting, and consumer engagement campaigns,” adds Mountis. “The versatile printer can also print variable data onto labels, cartons, and flatpack packaging as part of an inline or near-line late-stage customisation process in a manufacturing facility, lowering inventory costs and reducing waste.”
Code verification is an integral part of any effective variable data printing process. A downstream machine vision inspection system, such as the Lake Image Systems’ model showcased alongside the K300, enables converters and brands who add 2D codes and serialisation to labels and packaging to validate each printed code.
Mark Herrtage, Asia Business Development Director, Domino, concludes: “We are committed to helping our customers stay ahead in a competitive market, and are continuously working to develop new products that will help them achieve their business objectives. Collaborating with Lake Image Systems enables us to deliver innovative, complete variable data printing and code verification solutions to meet converters’ needs. We are delighted to be able to showcase an example of this collaboration, featuring the .”
To find more information about the K300 monochrome printer please visit: https://dmnoprnt.com/38tcze3r
#inkjet printer#variable data printing#biopharma packaging#glass pharmaceutical packaging#pharmaceutical packaging and labelling#Labelexpo Southeast Asi
2 notes
·
View notes
Text
Water Filling Machine: The Ultimate Guide for Industrial and Commercial Use

What is a Water Filling Machine?
A water filling machine is an automated or semi-automated system used to fill water into bottles of various sizes. These machines are used in bottled water plants, beverage factories, and industrial packaging lines. They help ensure fast production, exact filling volumes, and sanitary operation, complying with industry standards such as BIS, ISI, FSSAI, FDA, and ISO 22000.
Types of Water Filling Machines
1. Automatic Water Filling Machines
These machines are fully automated, including bottle feeding, rinsing, filling, and capping systems. Ideal for high-volume production plants, they can process anywhere from 2,000 to over 24,000 bottles per hour (BPH).
2. Semi-Automatic Water Filling Machines
Perfect for small businesses or startups, these machines require some manual intervention. They offer great affordability while maintaining decent fill speeds and accuracy.
3. Rotary Water Filling Machines
These machines operate on a rotating base, filling multiple bottles simultaneously. High-speed and highly efficient, they are perfect for large-scale bottled water production.
4. Linear Water Filling Machines
Operate in a straight line and are suitable for mid-level production capacity. They are modular, easy to maintain, and can be integrated with other packaging systems.
Key Components of a Water Filling Machine
Rinsing Section: Ensures bottles are cleaned internally using sterile water or air-jet systems.
Filling Section: Dispenses the exact quantity of water without any spillage.
Capping Section: Automatically places and tightens caps.
Conveyor System: Moves bottles from one station to another seamlessly.
Control Panel: Touchscreen interface with PLC to monitor speed, fill levels, and errors.
Water Filling Machine Applications
1. Bottled Mineral Water Plants
Used for 200ml, 500ml, 1L, and 2L PET or glass bottles. Machines can be customized for various bottle neck sizes and shapes.
2. 20-Liter Jar Water Plants
These machines are used for large container packaging and generally include washing, sanitizing, and filling units integrated into one line.
3. Sparkling or Flavored Water Filling
Machines are modified to handle carbonated water, requiring pressure-resistant filling nozzles and foam control.
Advanced Features of Modern Water Filling Machines
1. PLC and HMI-Based Control
Allows real-time monitoring, quick troubleshooting, and batch-wise production tracking.
2. Automatic Bottle Detection
Ensures "no bottle – no fill" operation to prevent product loss.
3. HEPA Filters and UV Sterilization
Critical for maintaining hygiene, especially in pharmaceutical or baby water products.
4. Stainless Steel Construction (SS304/316L)
Non-corrosive, food-grade materials ensure long life and hygiene compliance.
5. Low Maintenance and CIP Systems
Machines now come with Clean-In-Place (CIP) systems to ensure regular, automated internal cleaning.
Benefits of Using a Water Filling Machine
High-Speed Production: Speeds of up to 400 bottles/min are possible with rotary models.
Precision and Accuracy: Digital flow meters ensure minimal variation in fill levels.
Labor Reduction: Fully automated systems require minimal operator intervention.
Consistency: All bottles are filled and capped identically, ensuring product standardization.
Scalability: Can be integrated with labeling, shrink tunnel, carton packing, and palletizing machines.
How to Choose the Right Water Filling Machine
1. Define Your Output Requirement
Are you producing 500 BPH or 10,000 BPH? Your choice of machine will depend on your volume.
2. Consider the Bottle Type and Size
Ensure the machine supports your bottle’s neck diameter, height, and shape.
3. Look for Hygiene Certifications
Machines must comply with BIS, FSSAI, or international norms depending on your target market.
4. Plan for Integration
Will your machine work as part of a full line (rinsing, capping, labeling, sealing)? If so, choose a modular or turnkey solution.
0 notes
Text
Pharma Machine Manufacturer & Supplier in India | IRM Enterprise Pvt. Ltd – Trusted Pharma Machine

IRM Enterprise Pvt. Ltd stands as a prominent Pharma Machine Manufacturer in India, offering a comprehensive range of pharmaceutical machines that meet stringent industry standards and cater to the needs of pharmaceutical producers across the globe.
Leading the Way in Pharmaceutical Machines
IRM Enterprise Pvt. Ltd has carved a niche in the Indian pharmaceutical machinery industry through its innovative approach, superior engineering, and commitment to quality. As one of the most reputed Pharma Machine Suppliers, the company offers equipment that serves the full spectrum of pharma production – from formulation and granulation to tablet compression, capsule filling, liquid processing, and packaging.
The pharmaceutical industry demands precision machinery capable of handling complex formulations and high production volumes without compromising on hygiene and efficiency. IRM Enterprise delivers on all fronts, offering tailored solutions to both small-scale manufacturers and large-scale pharmaceutical corporations.
Wide Range of Pharma Machines Offered
IRM Enterprise Pvt. Ltd specializes in a vast portfolio of pharmaceutical machines engineered to optimize production, minimize downtime, and ensure regulatory compliance. Key offerings include:
Tablet Compression Machines: These machines are essential in compressing granulated powders into tablets of uniform size and weight. IRM’s tablet press machines are known for their robustness, user-friendly interface, and high output efficiency.
Capsule Filling Machines: Designed to accurately fill powder, granules, or pellets into capsules, these machines ensure dose consistency. Available in both semi-automatic and fully automatic variants, they serve diverse production needs.
Liquid Filling and Sealing Machines: Perfect for filling oral and injectable liquids, these machines guarantee precise fill volumes and sterile sealing – critical in maintaining drug efficacy.
Granulation Equipment: Including high shear mixers, fluid bed dryers, and oscillating granulators, these machines prepare the base material for tablet or capsule formation.
Powder Processing Machines: From blenders to mills and sifters, IRM Enterprise manufactures a full range of equipment that ensures uniform mixing and size reduction of pharmaceutical powders.
Packaging Solutions: IRM offers a variety of machines for blister packing, strip packing, labeling, and cartoning. These machines help maintain product integrity and extend shelf life.
Why Choose IRM Enterprise Pvt. Ltd as Your Pharma Machine Partner?
As a trusted Pharma Machine Manufacturer in India, IRM Enterprise Pvt. Ltd brings several advantages that set them apart:
✅ Unmatched Engineering Expertise
Backed by years of experience and a skilled R&D team, IRM Enterprise incorporates the latest technological advancements into every machine they produce.
✅ Compliance with International Standards
All machines are designed to comply with GMP (Good Manufacturing Practices), WHO, and other international standards, ensuring acceptance in global markets.
✅ Customization for Diverse Requirements
Every pharmaceutical production unit has unique needs. IRM provides customized machinery solutions that align perfectly with specific production goals and space constraints.
✅ Durability and Reliability
The machines are built with high-grade stainless steel and precision components to ensure long-lasting performance with minimal maintenance.
✅ After-Sales Support and Training
IRM Enterprise is not just a machine supplier but a long-term partner. They offer complete installation support, operator training, and prompt after-sales service to ensure smooth operation.
Serving the Indian and Global Market
IRM Enterprise Pvt. Ltd is not just a Pharma Machine Manufacturer for the Indian market but has extended its reach across international borders. With exports to Asia, Africa, the Middle East, and parts of Europe, the company has become a reliable name worldwide. Their commitment to delivering technologically advanced and cost-effective solutions makes them a preferred Pharma Machine Supplier in competitive international markets.
Future-Ready Manufacturing Solutions
The pharmaceutical sector is constantly evolving with the integration of automation, data tracking, and smart controls. IRM Enterprise is well-prepared to meet these future demands by offering machines embedded with Industry 4.0 features. With innovations like PLC-based automation, touchscreen interfaces, real-time data monitoring, and remote diagnostics, their pharmaceutical machines are designed for the future of smart manufacturing.
Industries Served
IRM Enterprise caters to a diverse clientele, including:
Pharmaceutical manufacturers
Nutraceutical companies
Biotech firms
Ayurvedic and herbal medicine producers
Research laboratories
Veterinary medicine manufacturers
Each sector requires high levels of hygiene, accuracy, and scalability—features IRM’s machines are specifically designed to deliver.
Commitment to Sustainability and Clean Manufacturing
IRM Enterprise is equally focused on sustainability, integrating energy-efficient designs and reducing waste in the manufacturing process. Their pharma machines are designed to reduce power consumption, optimize material usage, and promote eco-friendly operations—ensuring a greener footprint for your manufacturing unit.
Quality Assurance and Certifications
Every machine undergoes rigorous quality checks at every stage of production. IRM Enterprise is ISO-certified and adheres to strict QA/QC protocols. Their machines meet national and international compliance standards, giving clients peace of mind and assurance of consistent performance.
In a competitive and quality-driven industry like pharmaceuticals, the importance of reliable, high-performance machinery cannot be overstated. IRM Enterprise Pvt. Ltd, as a trusted Pharma Machine Manufacturer in India, stands as a beacon of quality, innovation, and customer satisfaction. Their comprehensive range of pharmaceutical machines is a testament to their dedication to excellence and their deep understanding of the industry's evolving needs.
Whether you're looking to set up a new pharmaceutical manufacturing unit or upgrade existing equipment, IRM Enterprise Pvt. Ltd is your ideal partner for world-class machinery and ongoing support.
Ready to Upgrade Your Pharmaceutical Production?
Get in touch with IRM Enterprise Pvt. Ltd, your trusted Pharma Machine Manufacturer and Supplier in India, for top-of-the-line pharmaceutical machines tailored to your needs.
Let’s build the future of pharmaceutical manufacturing—together.
For more info: https://www.karnavatiengineering.com/
Call Now: 7567876473
Email id: [email protected]
Location: S. No. 342, Nani Kadi, Taluka - Kadi, Dist - Mehsana, Gujarat - 382715, India
#Pharmaceutical Machines#Pharma Machine#Pharma Machine Manufacturer#Pharma Machine Manufacturer in India#Pharma Machine Suppliers
0 notes
Text
0 notes
Text
Best Quality bottling line manufacturer
Rattan Industrial India Pvt. Ltd.: A Legacy of Excellence in Bottling Line Manufacturing
Rattan Industrial India Pvt. Ltd., established in 1978 and headquartered in Ghaziabad, Uttar Pradesh, stands as a beacon of innovation and quality in the bottling line manufacturing industry. With a rich legacy spanning over four generations, the company has consistently delivered state-of-the-art bottling line manufacturers solutions to a diverse clientele across the globe.
A Legacy Rooted in Tradition
The journey of Rattan Industrial began with the visionary leadership of Late S. Rattan Singh Anand, who, after decades of experience as a contractor with Mohan Meakin, founded the company. His commitment to "Good Quality Product With Complete Customer Satisfaction" laid the foundation for what is today a leading name in the industry. Under the stewardship of his sons—Saranjeet Singh Anand, Gurmeet Singh Anand, and Karan Singh Anand—the company has expanded its horizons, embracing modern technologies while staying true to its core values.
Comprehensive Bottling Line Solutions
Rattan Industrial specializes in providing turnkey bottling line manufacturers solutions tailored to meet the specific needs of various industries, including liquor, pharmaceuticals, food processing, and beverages. Their product range encompasses:
Rotary Rinser: Designed for efficient cleaning of bottles, ensuring hygiene and readiness for filling.
High-Speed Semi-Automatic Filling Machines: Offering precision and speed, these machines cater to diverse bottle sizes and types.
Heat Exchangers: Crucial for maintaining optimal temperatures during the bottling process.
Cap Sealing Machines: Ensuring secure and tamper-evident sealing of bottles.
Labeling Machines: Providing accurate and consistent labeling for branding and compliance.
Conveyors and Turntables: Facilitating smooth movement of bottles through various stages of the bottling line.
Each piece of equipment is engineered for durability, efficiency, and ease of maintenance, reflecting Rattan Industrial's commitment to quality.
Commitment to Quality and Innovation
An ISO 9001:2008 certified company, Rattan Industrial places a strong emphasis on research and development. Their state-of-the-art manufacturing facility is equipped with advanced machinery and quality assurance equipment to ensure that every product meets stringent quality standards. The in-house R&D and tool room facilitate the development of customized solutions, catering to the unique requirements of clients.
Global Reach and Clientele
Over the years, Rattan Industrial has established a robust presence in both domestic and international markets. Their clientele includes leading distilleries, breweries, and food processing units, all of whom trust Rattan Industrial for their bottling line needs. The company's ability to deliver projects on time and within budget has earned them a reputation for reliability and excellence.
Looking Ahead
As Rattan Industrial continues to evolve, it remains committed to its founding principles of quality, innovation, and customer satisfaction. With a dedicated team and a forward-thinking approach, the company is poised to lead the bottling line manufacturing industry into the future, setting new benchmarks for excellence.
Visit:- https://www.liquorbottlingplants.com/bottling-line.html
0 notes
Text
Comprehensive Guide to Liquid Filling Machines: Types, Applications, and Innovations
In today’s fast-paced manufacturing environment, accuracy, hygiene, and efficiency are non-negotiables—especially when it comes to liquid filling machines. Whether you're in pharmaceuticals, cosmetics, chemicals, or beverages, choosing the right liquid filling solution is crucial for ensuring product integrity and production consistency.
One of the most popular technologies used today is the Multi-Head Electronic Liquid Filling Machine. These machines offer unmatched precision and speed, allowing multiple containers to be filled simultaneously with minimal error. Ideal for high-volume production lines, they drastically reduce downtime and human error, boosting overall throughput.
For businesses seeking complete automation, an automatic filling machine is the go-to choice. These systems streamline the filling process from bottle alignment to final dispensing, often integrated into fully automated packaging lines. When sourcing such machines, it’s essential to work with trusted automatic filling machine manufacturers who understand industry-specific compliance and customization needs.


Many industries require tailored liquid filling solutions that handle a wide range of viscosities—from water-thin liquids to thick creams and syrups. A versatile liquid fill machine can accommodate various product types with adjustable speed controls, nozzle sizes, and filling mechanisms such as piston, gravity, or peristaltic systems.
The market for liquid bottle filling machine technology has grown exponentially, with innovations focused on sanitation, changeover efficiency, and real-time monitoring. Whether used for food-grade products or aggressive chemicals, modern machines are designed for easy cleaning and minimal product waste.
If you're sourcing equipment for a large-scale operation, partnering with reliable liquid filling line manufacturers can give you access to complete turnkey solutions—from liquid fillers to cappers and labelers—all tailored to your production floor layout.
Bulk production facilities often rely on advanced liquid filling machines with servo-driven pumps, multiple filling heads, and high-speed conveyors. These machines are crucial in sectors like pharmaceuticals, where precision and contamination control are critical.
For niche or industrial applications, specialized systems like the Liquid Chemical Filler Machine offer materials compatibility, explosion-proof components, and corrosion-resistant construction—ensuring safe and efficient handling of hazardous liquids.
Choosing the right liquid filling equipment suppliers means more than just acquiring a machine. It’s about long-term support, training, maintenance, and upgrades. Reputable suppliers understand the lifecycle of your machinery and offer scalable solutions that evolve with your business.
In summary, investing in the right liquid filling system ensures product consistency, operational efficiency, and regulatory compliance—factors that are vital to staying competitive in a crowded market. Whether you're scaling up or optimizing existing operations, there's a liquid filling machine that fits your needs perfectly.
youtube
0 notes
Text
0 notes
Text
Understanding the Impact of Pump Capping Machines on Packaging Costs and ROI
In today’s highly competitive manufacturing environment, packaging plays a vital role in product quality, branding, and operational efficiency. For industries such as cosmetics, pharmaceuticals, food and beverage, and household cleaners where liquid products are common pump caps are a popular choice for convenience and usability. Automating the application of these pump caps through pump capping machines can significantly influence a company’s packaging costs and return on investment (ROI).
Pump capping machines are designed to place and tighten pump dispensers onto bottles with precision and speed. These machines range from semi-automatic units suitable for small to medium sized production lines to fully automated systems that can be integrated into high-speed bottling operations. At first glance, manual capping may appear to be the more cost-effective option. However, the hidden costs quickly add up. Manual labor is not only slower but also less consistent. Variation in torque and placement can lead to poorly sealed bottles, which may result in product leaks, damage during transportation, or returns from customers. Additionally, relying on manual labor increases payroll costs and limits production capacity.
By contrast, pump capping machines offer a much faster and more consistent solution. These systems can process hundreds or even thousands of units per hour, depending on the model and configuration. As a result, production lines can meet higher demand without increasing the workforce or extending operating hours. This improved efficiency directly contributes to lower per unit packaging costs. At the same time, consistency in capping enhances product quality and reduces waste, which further supports cost savings over time.
One of the most significant advantages of using pump capping machines is the potential for a strong ROI. The initial capital investment may seem steep, especially for smaller operations, but the payback period is often shorter than expected. Increased throughput allows businesses to fulfill larger orders more quickly, opening doors to new markets or contracts. Reduced reliance on manual labor leads to substantial long-term savings, particularly in regions where labor costs are high. Moreover, fewer errors and reworks translate into lower operating expenses and improved customer satisfaction, which contributes to long-term brand loyalty.
When assessing the potential ROI of pump capping automation, it’s essential to evaluate how well a machine aligns with the company’s production goals. A well-chosen machine should be scalable to accommodate growth, compatible with existing filling and labeling systems, and cost-effective to maintain. Investing in a system that is too basic or too advanced for current needs can limit ROI, so a careful assessment of production volume, bottle types, and cap sizes is crucial.
In conclusion, the impact of pump capping machines on packaging costs and ROI is substantial. These machines streamline production, reduce labor expenses, improve product consistency, and ultimately enable businesses to scale efficiently. For companies focused on optimizing packaging operations, pump capping automation is not just a cost it’s a strategic investment that can drive long-term success in a competitive marketplace. Source: https://autopackmachinespvtltd.wordpress.com/2025/05/17/understanding-the-impact-of-pump-capping-machines-on-packaging-costs-and-roi/
0 notes
Text
Automatic Identification and Data Capture Market: Size, Share, Analysis, Forecast, and Growth Trends to 2032 — Security and Speed Drive Adoption

The Automatic Identification and Data Capture Market was valued at USD 60.0 billion in 2023 and is expected to reach USD 175.4 Billion by 2032, growing at a CAGR of 12.68% over 2024-2032.
Automatic Identification and Data Capture Market is undergoing a transformative phase, driven by rising automation across industries, expanding e-commerce, and increasing demand for real-time data collection. With growing implementation in logistics, retail, healthcare, and manufacturing, AIDC technologies are becoming indispensable for enhancing operational efficiency and accuracy. Barcode scanners, RFID systems, biometric recognition, and smart cards are some of the widely adopted tools streamlining inventory management, asset tracking, and authentication processes.
Automatic Identification and Data Capture Market is also experiencing a surge in adoption due to the rapid digitization of business workflows. Enterprises are leaning towards touchless and contactless technologies to maintain speed and safety in operations post-pandemic. The combination of AI, machine learning, and cloud-based AIDC solutions is unlocking new possibilities for real-time data analytics, improving supply chain visibility, and minimizing human errors. These innovations are redefining how organizations capture, store, and utilize critical data for decision-making.
Get Sample Copy of This Report: https://www.snsinsider.com/sample-request/3875
Market Keyplayers:
Zebra Technologies – ZT600 Series Industrial Printers
Honeywell International Inc. – Honeywell Xenon 1900g Barcode Scanner
Datalogic S.p.A. – Gryphon 4500 2D Barcode Reader
Sato Holdings Corporation – CL4NX Plus Industrial Thermal Printer
Intermec (now part of Honeywell) – Intermec CN51 Mobile Computer
Keyence Corporation – SR-2000 3D Laser Scanner
Toshiba Tec Corporation – B-EX6T1 Industrial Printer
Seiko Epson Corporation – TM-T88V POS Printer
Avery Dennison Corporation – AD-830 UHF RFID Reader
NCR Corporation – NCR RealPOS Barcode Scanner
Cognex Corporation – In-Sight 7000 Vision Systems
Omron Corporation – V680-TR Vision Sensor
SICK AG – RFID System SICK RLA
Mettler Toledo – Advanced Weighing and AIDC Systems
SMARTRAC Technology – Smart Cosmos RFID Solution
Panasonic Corporation – TOUGHBOOK 33 Mobile Computer
TSC Auto ID Technology Co., Ltd. – TTP-2410MT Thermal Transfer Printer
PDC Healthcare – On-Demand Labeling Solutions for Patient Identification
Printrak International – Digital Fingerprint Solutions
Impinj Inc. – Impinj Speedway Revolution RFID Reader
Market Analysis
The AIDC market is being shaped by both technological advancements and shifting consumer behaviors. Companies are prioritizing automation to maintain competitiveness and meet the growing demand for speed and accuracy. With improved connectivity, cloud integration, and the proliferation of IoT devices, data capture has evolved into a strategic component of digital transformation. The market is also benefiting from government mandates for secure identification and the rise of smart cities worldwide.
Market Trends
Growing use of RFID in retail for inventory visibility
Contactless biometrics gaining popularity in security applications
Mobile AIDC devices driving flexibility and field operations
Cloud-based solutions enabling real-time data access and analytics
Integration of AI to enhance scanning and recognition capabilities
Increased investment in warehouse automation and robotics
Market Scope
The reach of the AIDC market spans across diverse industries, including:
Retail & E-commerce: Enabling seamless checkout and inventory tracking
Healthcare: Improving patient identification and medication management
Manufacturing: Streamlining production with asset and workforce tracking
Logistics & Transportation: Enhancing shipment accuracy and route optimization
Banking & Finance: Boosting security through biometric verification
The market scope is broadening further with the rise of digital ID systems and smart infrastructure development, offering untapped opportunities for providers and integrators worldwide.
Market Forecast
The future of the AIDC market is set on an upward trajectory, driven by digital transformation and automation imperatives. As industries continue to demand precision, speed, and transparency, the reliance on AIDC systems will deepen. Technological convergence with AI, IoT, and cloud computing will fuel innovation and create scalable, intelligent systems capable of adapting to ever-evolving business needs. Companies that harness these technologies will be well-positioned to lead in a data-driven era, ensuring competitiveness and operational excellence.
Access Complete Report: https://www.snsinsider.com/reports/automatic-identification-and-data-capture-market-3875
Conclusion
The Automatic Identification and Data Capture Market is not just evolving—it’s revolutionizing the way businesses operate. From warehouse automation to intelligent healthcare systems, the integration of smart data capture tools is shaping a future where decisions are faster, services are smarter, and operations are optimized.
About Us:
SNS Insider is one of the leading market research and consulting agencies that dominates the market research industry globally. Our company's aim is to give clients the knowledge they require in order to function in changing circumstances. In order to give you current, accurate market data, consumer insights, and opinions so that you can make decisions with confidence, we employ a variety of techniques, including surveys, video talks, and focus groups around the world.
Contact Us:
Jagney Dave - Vice President of Client Engagement
Phone: +1-315 636 4242 (US) | +44- 20 3290 5010 (UK)
#Automatic Identification and Data Capture Market#Automatic Identification and Data Capture Market Scope#Automatic Identification and Data Capture Market Share#Automatic Identification and Data Capture Market Trends
0 notes
Text
Behind the Bottle: How Luxury Hotels Are Crafting In-House Water Stories with Glass
Walk into a luxury hotel today and the details speak volumes before the staff does. From the linen folds to the room scent, every touchpoint whispers brand philosophy. But there’s one quiet revolution happening on bedside tables, in meeting rooms, and poolside cabanas: glass water bottles — branded, bottled in-house, and impossible to ignore.
When Water Tells a Story
Water is not just a necessity — it’s a reflection of a hotel’s ethos. And forward-thinking hotels aren’t outsourcing this basic amenity anymore. They’re turning to in house hotel glass bottle bottling plant to do it themselves — with style, sustainability, and soul.
This isn’t about just replacing plastic. It’s about creating a signature experience, and the most refined hotels are turning to Canadian Crystalline, the quiet giant revolutionizing this transformation.
A Glass Bottle is a Canvas
A plastic bottle says nothing. But a chilled glass bottle, etched with your hotel’s emblem and filled with pure, crystal-clear water? That tells your story — without saying a word.
Guests don’t just sip the water. They notice:
The weight of the bottle in hand
The clean pour into a tumbler
The minimalist label that matches the room’s palette
The unspoken message: “We care.”
That’s what glass water bottle filling for hotels is achieving — silent, powerful branding.
Why Hotels Are Turning Inward
Outsourcing water supply used to be the norm. But it came with baggage:
Plastic waste that contradicted sustainability pledges
Inconsistent water taste
Stock delays and dependence on vendors
Canadian Crystalline saw the shift coming. Their R&D teams designed compact, automated in-house glass bottling plants tailor-made for the hospitality world — quiet, efficient, elegant.
Suddenly, hotels didn’t just serve water. They crafted it.
Inside the Hotel’s Hidden Bottling Studio
Think of it like a hotel’s private kitchen — but for water.
Canadian Crystalline installs systems that:
Purify on-site water through multi-stage treatment (RO, UV, ozone)
Automatically rinse, fill, and seal reusable glass bottles
Allow full customization: shape, label, caps, embossing
Operate quietly behind the scenes, with minimal staff
These aren’t big industrial plants. They’re sleek, modular units built to tuck into back-end spaces — and transform operations with almost no friction.
What Canadian Crystalline Does Differently
While others sell machines, Canadian Crystalline crafts long-term solutions for prestige hospitality brands. Their edge?
✔️ Tailored systems — No one-size-fits-all. Boutique beach resort or 400-room city tower? They build accordingly. ✔️ Aesthetic sensibility — Bottles that match your brand palette and elegance ✔️ Silent performance — Whisper-quiet systems that operate without disrupting ambiance ✔️ Proactive support — Not just installation, but training, service, and upgrades
They’re not just a supplier. They’re your brand partner in water.
Why Glass is Winning the Luxury Game
Let’s be honest — plastic never belonged in a five-star room. And guests know it. Glass, on the other hand, hits every note:
Premium feel
Pure, neutral taste
Zero microplastics
Reusability and eco pride
Guests remember details. They Instagram them. And nothing beats the aesthetic of a glass water bottle reflecting soft light on a marble bedside table.
ROI: It’s Not Just Sustainability. It’s Smart Business.
An in-house glass bottling plant isn’t an expense. It’s an investment that starts paying back from Month One.
Here’s why:
Bulk plastic bottle supply chain? Eliminated.
Custom glass bottles? Reused for years.
Water cost per litre? Drops drastically.
Brand lift? Immeasurable.
Many of Canadian Crystalline’s hotel clients report:
Over 70% reduction in plastic usage
Guest satisfaction scores rising post-installation
F&B service using branded bottles as marketing collateral
Glass Bottling: The Secret Ingredient in Guest Loyalty
Today’s traveler is aware. They notice and reward thoughtful details. When your hotel bottles its own water, you signal more than sustainability:
You say, “We think ahead. We deliver differently.”
Imagine a guest checking in, spotting a chilled bottle embossed with your hotel’s crest. They read the subtle tag:
“Purified and bottled fresh for you, right here.
It’s not just water. It’s connection.
Not Just for Rooms: Think Bigger
Your in-house glass bottle bottling plant doesn’t just serve rooms. Canadian Crystalline systems scale effortlessly for:
Banquets & Conferences — no more piles of single-use bottles
Spa & Wellness — elevate the detox experience
Restaurant Tables — serve still and sparkling with style
Mini Bars — upsell elegance, not plastic
Future-Proofing Your Hotel’s Identity
Sustainability isn’t a trend. It’s the new standard. The hotels getting ahead are those weaving eco-consciousness into luxury, not just checking boxes.
Glass is here to stay. And with Canadian Crystalline by your side, your hotel becomes part of the story shaping the future of luxury hospitality.
Conclusion: The Bottle Is Just the Beginning
Guests remember emotions, not amenities. The quiet pride in serving your own water — sustainably, beautifully — isn’t about cost-saving. It’s about identity, values, and impact.
The next time a guest raises a glass bottle in your hotel room, let it reflect more than just water. Let it reflect your brand’s story — crafted, conscious, and proudly yours.
With Canadian Crystalline, your hotel doesn’t just offer water. It offers a statement.
#in house water bottling plant#glass bottles in hotels#glass bottling plant#glass bottling plant manufacturer
0 notes
Text
What Makes Linpack’s Packaging Machines Stand Out?
In a market saturated with packaging solutions, Linpack has steadily risen as a recognized leader, providing high-quality, efficient, and reliable packaging machines. Whether it’s for food, pharmaceuticals, cosmetics, or industrial products, Linpack continues to meet diverse industry demands with cutting-edge technology and an unwavering commitment to innovation. But what truly sets Linpack apart from the competition? In this blog, we’ll explore the unique attributes and strengths that make Linpack’s packaging machines a preferred choice for businesses around the globe.
1. Advanced Technology Integration
One of the most defining characteristics of Linpack’s packaging machines is the integration of state-of-the-art technology. Their machines are equipped with advanced automation systems, smart sensors, and intelligent interfaces that enhance precision and productivity. pouch packaging machines Whether it’s form-fill-seal machines or vacuum packaging systems, Linpack ensures every product is designed for maximum efficiency with minimal human intervention.
Moreover, many of their machines support IoT-enabled controls, which allow remote monitoring and real-time data analysis. This tech-savvy approach not only streamlines operations but also significantly reduces downtime, making Linpack a future-ready partner in any production environment.
2. Customization to Industry Needs
Linpack understands that one-size-fits-all rarely works in manufacturing. Each industry has specific requirements, and Linpack has mastered the art of customized solutions. Whether it’s the size of the pouch, the type of product (powder, liquid, granular), or the packaging material used, Linpack provides tailored machines to suit exact specifications.
This high degree of customization makes their machines ideal for businesses ranging from small startups to large-scale industrial manufacturers. With Linpack, customers can choose from a wide array of machine types, including:
Pouch packing machines
Vacuum packing machines
Multi-head weighers
Vertical form-fill-seal (VFFS) machines
Automatic sealing and labeling systems
3. Exceptional Build Quality
Durability is key in the packaging industry, and Linpack delivers on this front with robust, long-lasting equipment. Every machine is engineered using high-grade stainless steel and corrosion-resistant materials, ensuring they can withstand continuous operation even in challenging environments.
This commitment to quality not only reduces maintenance costs but also ensures consistent performance for years. The sturdy design also enhances the safety of machine operators, thanks to user-friendly panels, vacuum packaging machine protective guards, and automated error detection systems.
4. Focus on User-Friendly Operation
Another reason Linpack stands out is its focus on ease of use. The machines are designed with intuitive controls, clear display interfaces, and minimal manual input requirements. This ensures that even operators with minimal technical background can run the equipment efficiently after brief training.
Features like touchscreen panels, programmable settings, and visual fault indicators empower users to control every aspect of the packaging process seamlessly. Plus, Linpack offers detailed user manuals, video guides, and expert technical support to ensure a smooth onboarding experience.
5. Energy Efficiency and Sustainability
Sustainability is no longer optional; it’s a necessity. Linpack is at the forefront of eco-conscious packaging solutions, with machines designed to reduce energy consumption, minimize waste, and support eco-friendly packaging materials.
Their innovations include:
Low power consumption motors
Minimal wastage design during sealing and cutting
Recyclable and biodegradable film compatibility
Compact designs that save space and resources
By prioritizing energy efficiency and waste reduction, Linpack not only helps businesses reduce their environmental footprint but also improves their bottom line by lowering operational costs.
6. Versatility Across Industries
Linpack’s versatility is another compelling reason why their machines are so highly regarded. They cater to a wide variety of industries, including:
Food and Beverage – For packaging snacks, spices, tea, coffee, sauces, and ready-to-eat meals
Pharmaceutical – For tablets, powders, liquids, and medical kits
Cosmetics – For lotions, creams, and cosmetic powders
Agriculture – For fertilizers, seeds, and pesticides
Industrial Products – For hardware, chemicals, and cleaning agents
The company’s extensive product range and customization options mean that virtually any business can find the right fit among Linpack’s offerings.
7. Reliable After-Sales Support
Purchasing a packaging machine is not a one-time interaction — it’s the beginning of a long-term partnership. Linpack ensures that this partnership is built on trust and support. Their after-sales services include:
Prompt installation and commissioning
On-site training for staff
Scheduled maintenance packages
24/7 technical assistance
Quick dispatch of spare parts
Their responsive customer service team ensures that clients experience minimal downtime and maximum satisfaction throughout the lifecycle of the machine.
8. Competitive Pricing Without Compromising Quality
High-quality packaging machinery often comes with a hefty price tag — but Linpack has managed to strike the perfect balance between cost and performance. By optimizing their manufacturing processes and sourcing materials smartly, Linpack offers competitive pricing that appeals to businesses of all sizes.
They provide value-driven solutions that ensure clients get the most return on investment (ROI) through increased productivity, reduced waste, and long-term durability.
9. Global Footprint and Client Trust
With a presence in over 50 countries, Linpack has built a strong global reputation. Their packaging machines are trusted by businesses across Asia, Europe, the Americas, and Africa. This international footprint is a testament to their product reliability and service excellence.
Their long list of satisfied clients includes leading food manufacturers, pharmaceutical companies, FMCG brands, and SMEs, all of whom rely on Linpack for consistent, high-performance packaging.
Final Thoughts
So, what makes Linpack’s packaging machines stand out?
It’s a combination of technological excellence, customizability, durability, ease of use, sustainability, and stellar customer service. Whether you’re a small business looking to scale up or a large enterprise seeking efficiency, Linpack offers the tools and support needed to achieve your packaging goals.
Investing in Linpack means investing in a smarter, greener, and more efficient future for your production line.
0 notes
Text
Ultimate Guide to Liquid Filling Machines: Types, Applications, and Buying Tips
What is a Water Filling Machine? A water filling machine is an automated or semi-automated system used to fill water into bottles of various sizes. These machines are used in bottled water plants, beverage factories, and industrial packaging lines. They help ensure fast production, exact filling volumes, and sanitary operation, complying with industry standards such as BIS, ISI, FSSAI, FDA, and ISO 22000.
Types of Water Filling Machines
Automatic Water Filling Machines These machines are fully automated, including bottle feeding, rinsing, filling, and capping systems. Ideal for high-volume production plants, they can process anywhere from 2,000 to over 24,000 bottles per hour (BPH).
Semi-Automatic Water Filling Machines Perfect for small businesses or startups, these machines require some manual intervention. They offer great affordability while maintaining decent fill speeds and accuracy.
Rotary Water Filling Machines These machines operate on a rotating base, filling multiple bottles simultaneously. High-speed and highly efficient, they are perfect for large-scale bottled water production.
Linear Water Filling Machines Operate in a straight line and are suitable for mid-level production capacity. They are modular, easy to maintain, and can be integrated with other packaging systems.
Key Components of a Water Filling Machine Rinsing Section: Ensures bottles are cleaned internally using sterile water or air-jet systems.
Filling Section: Dispenses the exact quantity of water without any spillage.
Capping Section: Automatically places and tightens caps.
Conveyor System: Moves bottles from one station to another seamlessly.
Control Panel: Touchscreen interface with PLC to monitor speed, fill levels, and errors.
Water Filling Machine Applications
Bottled Mineral Water Plants Used for 200ml, 500ml, 1L, and 2L PET or glass bottles. Machines can be customized for various bottle neck sizes and shapes.
20-Liter Jar Water Plants These machines are used for large container packaging and generally include washing, sanitizing, and filling units integrated into one line.
Sparkling or Flavored Water Filling Machines are modified to handle carbonated water, requiring pressure-resistant filling nozzles and foam control.
Advanced Features of Modern Water Filling Machines
PLC and HMI-Based Control Allows real-time monitoring, quick troubleshooting, and batch-wise production tracking.
Automatic Bottle Detection Ensures "no bottle – no fill" operation to prevent product loss.
HEPA Filters and UV Sterilization Critical for maintaining hygiene, especially in pharmaceutical or baby water products.
Stainless Steel Construction (SS304/316L) Non-corrosive, food-grade materials ensure long life and hygiene compliance.
Low Maintenance and CIP Systems Machines now come with Clean-In-Place (CIP) systems to ensure regular, automated internal cleaning.
Benefits of Using a Water Filling Machine High-Speed Production: Speeds of up to 400 bottles/min are possible with rotary models.
Precision and Accuracy: Digital flow meters ensure minimal variation in fill levels.
Labor Reduction: Fully automated systems require minimal operator intervention.
Consistency: All bottles are filled and capped identically, ensuring product standardization.
Scalability: Can be integrated with labeling, shrink tunnel, carton packing, and palletizing machines.
How to Choose the Right Water Filling Machine
Define Your Output Requirement Are you producing 500 BPH or 10,000 BPH? Your choice of machine will depend on your volume.
Consider the Bottle Type and Size Ensure the machine supports your bottle’s neck diameter, height, and shape.
Look for Hygiene Certifications Machines must comply with BIS, FSSAI, or international norms depending on your target market.
Plan for Integration Will your machine work as part of a full line (rinsing, capping, labeling, sealing)? If so, choose a modular or turnkey solution.
Water Filling Machine Pricing in India (2025 Estimates) Machine Type Price Range (INR) Capacity Manual Bottle Filler ₹50,000 – ₹1.5 lakh 200–500 BPH Semi-Automatic Machine ₹2 lakh – ₹4 lakh 600–1,200 BPH Automatic Linear Filler ₹5 lakh – ₹20 lakh 1,500–6,000 BPH Automatic Rotary Filler ₹25 lakh – ₹1.5 crore+ 8,000–30,000 BPH Jar Filling Machine (20L) ₹2.5 lakh – ₹8 lakh 100–1,200 jars/hr
Note: Prices depend on build material, number of heads, power rating, and customization.
Top Indian Manufacturers of Water Filling Machines GIECL (Gujarat Ion Exchange and Chemicals Ltd.)
Siddhivinayak Engineering
Associated Pack Tech Engineers
Hildon Industries
SS Engineers and Consultants
These companies offer machines with BIS/ISI approvals, along with installation, after-sales service, and spares.
Maintenance and Operational Tips Clean and sanitize the filling system daily.
Perform monthly calibration of sensors and valves.
Use only BIS-approved water lines and pre-filters.
Regularly inspect the capping system for torque efficiency.
Keep extra filling nozzles and sealing gaskets in stock.
Future of Water Bottling Technology AI-Powered Diagnostics: Alerts for upcoming mechanical faults.
Remote Monitoring: View and control your machine via smartphone apps.
IoT Integration: Track production, efficiency, and maintenance logs in real time.
Green Bottling Solutions: Use of biodegradable bottles, solar-powered lines, and water recovery systems.
Conclusion A water filling machine is no longer just a piece of machinery—it's a strategic investment for growth, efficiency, and brand integrity. Whether you are starting a small mineral water plant or scaling to a multi-line production unit, the right machine can elevate your operations to new heights.
0 notes
Text
Sticker Labelling Machine - High-Speed Sticker Labeller Best Price, Manufacturers & Explorer | Brothers Pharmamach

Whether you’re packaging pharmaceuticals, cosmetics, food products, or consumer goods, having the right sticker machine is essential to maintain production speed and ensure accurate branding. One such essential piece of equipment is the Sticker Labelling Machine — and Brothers Pharmamach stands as a trusted name among the top labelling machine manufacturers in India and across global markets.
What is a Sticker Labelling Machine?
A sticker labelling machine is a type of industrial labeling equipment that applies self-adhesive labels to a wide range of containers, bottles, jars, and packages. These labels can contain product names, barcodes, batch numbers, expiry dates, ingredients, and branding elements. The machine ensures consistent application, enhancing the aesthetic appeal and traceability of the product.
Sticker Labelling Machines are available in various configurations based on speed, container shape, label position, and automation level. From semi-automatic models to high-speed sticker machines, they cater to diverse industrial needs.
Why Choose a High-Speed Sticker Labeller?
When you're handling large-scale production, time is money. Investing in a high-speed sticker labeller can drastically reduce labeling time and boost your overall productivity. These machines are engineered to handle thousands of labels per hour with exceptional accuracy and minimal downtime.
Key benefits of high-speed sticker machines:
Increased Throughput: Suitable for large-volume production lines.
Precision & Consistency: Labels are applied without wrinkles or misalignment.
Reduced Labor Costs: Automation minimizes manual intervention.
Integration-Friendly: Can be easily integrated with other packaging line equipment.
Smart Controls: Advanced machines come with touchscreen HMIs and PLCs for easy operation and monitoring.
Applications Across Industries
Brothers Pharmamach's sticker labelling machines are used extensively across multiple sectors, including:
Pharmaceutical Industry: For labeling vials, ampoules, bottles, and cartons with essential information.
Cosmetics and Personal Care: For tubes, bottles, and jars of varying shapes and sizes.
Food & Beverages: For applying labels on jars, cans, bottles, and pouches.
Chemical Industry: For labeling bottles with safety warnings, batch numbers, and product details.
Agro & Fertilizers: For accurately labeling containers with regulatory and branding information.
Features to Look for in a Sticker Labelling Machine
Choosing the right sticker machine depends on your specific operational needs. Here are some features to consider while selecting:
Label Application Type: Depending on whether the label is to be placed on the top, side, wrap-around, or front and back, different machine configurations are available. Brothers Pharmamach offers custom solutions to match your labeling requirement.
Automation Level: While Semi-Automatic Machines are suitable for smaller operations, high-speed fully automatic machines are ideal for mass production lines. They come with automated container feeding, label dispensing, and label placement.
Container Compatibility: From flat containers to round bottles, square jars, and irregularly shaped packages, the machine should be compatible with your product's container shape.
Speed and Output Capacity: Speed varies from model to model. A high-speed sticker labeller can label up to 300 containers per minute, making it a preferred choice for fast-moving production lines.
Label Accuracy and Sensing: Equipped with advanced sensors, these machines ensure perfect label placement. They can detect the presence of a label, container, or missing labels to reduce waste and prevent mislabeling.
Automatic Sticker Labelling Machine: Many high-end models include an Automatic Sticker Labelling Machine that tracks the number of labels applied, helping with inventory control and quality assurance.
Build Quality and Compliance: Machines should be made from high-grade stainless steel and should comply with industry standards such as GMP and CE. This ensures long-lasting performance and regulatory compliance.
Why Choose Brothers Pharmamach?
Brothers Pharmamach is one of the leading labelling machine manufacturers known for its innovative, durable, and high-precision sticker labelling machines. With decades of expertise and a global presence, Brothers Pharmamach has established itself as a pioneer among manufacturing companies in India and beyond.
Salient Features of Brothers Pharmamach Machines:
User-friendly design with touch screen interfaces
Microprocessor-based or PLC-based control systems
High-speed label dispensing for unmatched productivity
Servo motor-driven systems for accurate label positioning
Flexible design for compatibility with various container types
Custom-built solutions tailored to client requirements
Quick changeover and minimal maintenance
Whether you are a startup in the cosmetics industry or a well-established pharma company, Brothers Pharmamach provides cost-effective and robust solutions with best price sticker machine options without compromising on quality.
Our Range of Sticker Labelling Machines
Here’s a quick look at some of the most popular models offered by Brothers Pharmamach:
Automatic Round Bottle Labelling Machine: Ideal for applying wrap-around labels on round containers. Can be integrated with bottle turntables and shrink tunnel systems.
Front and Back Labelling Machine: Used to label the front and back surfaces of flat and oval bottles simultaneously.
High-Speed Ampoule and Vial Labelling Machine: Perfect for the pharmaceutical industry. Offers precision labeling at speeds exceeding 200 containers per minute.
Top-Side Sticker Labelling Machine: For labeling cartons, pouches, and caps from the top. Commonly used in FMCG and food industries.
Automatic Label Counting Machine Integration: Equipped with inbuilt counting functionality to keep track of the number of labels applied.
Industrial Labeling Equipment Built to Last
The industrial nature of the equipment means it must withstand 24/7 operation under harsh factory conditions. At Brothers Pharmamach, machines are engineered with quality components, rugged structures, and modular parts to ensure longevity, safety, and superior performance.
Every component – from rollers to motors to control systems – is carefully selected and tested. These machines are built with high-precision technology to minimize waste, reduce changeover time, and enhance operational efficiency.
Competitive Pricing with High ROI
Finding the best price sticker machine doesn’t mean compromising on features. Brothers Pharmamach ensures its range of sticker machines delivers the best value for your investment. With competitive pricing, minimal maintenance, and unmatched reliability, your return on investment is assured.
Additionally, the machines are designed to grow with your business. As your production line expands, your industrial labeling equipment can be easily upgraded or integrated into a complete automated line.
Custom Solutions for Every Need
Every industry has its own unique labeling requirements. Whether you need tamper-proof labelling, transparent labels, promotional stickers, or multilingual labeling, Brothers Pharmamach provides tailored solutions based on your exact needs.
From machine layout to label type, automation level, and integration with upstream/downstream equipment, we ensure everything fits your production line perfectly.
After-Sales Support and Service
What sets Brothers Pharmamach apart from other labelling machine manufacturers is their commitment to customer satisfaction. Comprehensive support includes:
Installation and commissioning assistance
Operator training
Spare parts availability
Preventive maintenance and service contracts
Remote troubleshooting and technical guidance
This commitment makes us a trusted partner for numerous companies across pharmaceutical, food, chemical, and cosmetic sectors.
Ready to Upgrade Your Labeling Line?
Discover the full potential of automation with Brothers Pharmamach���s industry-leading sticker labelling machines and high-speed sticker labellers. Whether you're starting a new line or upgrading an existing setup, our expert team will guide you to the best solution tailored for your business — at the best price.
Contact Brothers Pharmamach today to explore our complete range of labeling machines and industrial labeling equipment. Get in touch now for a free consultation or quote!
For more info: https://www.brothers.in/
Email ID: [email protected]
Phone: 9825300706
Location: Plot No. 2, phase II, GIDC, Vatva, Ahmedabad 382445. Gujarat india
#sticker machine#sticker Labelling machine#High-Speed Sticker Machine#High-Speed Sticker Labeller#manufacturing companies#automatic label counting machine#Industrial Labeling Equipment#Best Price Sticker Machine#Labelling Machine Manufacturer
0 notes
Text
How Data Annotation Tools Are Paving the Way for Advanced AI and Autonomous Systems
The global data annotation tools market size was estimated at USD 1.02 billion in 2023 and is anticipated to grow at a CAGR of 26.3% from 2024 to 2030. The growth is majorly driven by the increasing adoption of image data annotation tools in the automotive, retail, and healthcare sectors. The data annotation tools enable users to enhance the value of data by adding attribute tags to it or labeling it. The key benefit of using annotation tools is that the combination of data attributes enables users to manage the data definition at a single location and eliminates the need to rewrite similar rules in multiple places.
The rise of big data and a surge in the number of large datasets are likely to necessitate the use of artificial intelligence technologies in the field of data annotations. The data annotation industry is also expected to have benefited from the rising demands for improvements in machine learning as well as in the rising investment in advanced autonomous driving technology.
Technologies such as the Internet of Things (IoT), Machine Learning (ML), robotics, advanced predictive analytics, and Artificial Intelligence (AI) generate massive data. With changing technologies, data efficiency proves to be essential for creating new business innovations, infrastructure, and new economics. These factors have significantly contributed to the growth of the industry. Owing to the rising potential of growth in data annotation, companies developing AI-enabled healthcare applications are collaborating with data annotation companies to provide the required data sets that can assist them in enhancing their machine learning and deep learning capabilities.
For instance, in November 2022, Medcase, a developer of healthcare AI solutions, and NTT DATA, formalized a legally binding agreement. Under this partnership, the two companies announced their collaboration to offer data discovery and enrichment solutions for medical imaging. Through this partnership, customers of Medcase will gain access to NTT DATA's Advocate AI services. This access enables innovators to obtain patient studies, including medical imaging, for their projects.
However, the inaccuracy of data annotation tools acts as a restraint to the growth of the market. For instance, a given image may have low resolution and include multiple objects, making it difficult to label. The primary challenge faced by the market is issues related to inaccuracy in the quality of data labeled. In some cases, the data labeled manually may contain erroneous labeling and the time to detect such erroneous labels may vary, which further adds to the cost of the entire annotation process. However, with the development of sophisticated algorithms, the accuracy of automated data annotation tools is improving thus reducing the dependency on manual annotation and the cost of the tools.
Global Data Annotation Tools Market Report Segmentation
Grand View Research has segmented the global data annotation tools market report based on type, annotation type, vertical, and region:
Type Outlook (Revenue, USD Million, 2017 - 2030)
Text
Image/Video
Audio
Annotation Type Outlook (Revenue, USD Million, 2017 - 2030)
Manual
Semi-supervised
Automatic
Vertical Outlook (Revenue, USD Million, 2017 - 2030)
IT
Automotive
Government
Healthcare
Financial Services
Retail
Others
Regional Outlook (Revenue, USD Million, 2017 - 2030)
North America
US
Canada
Mexico
Europe
Germany
UK
France
Asia Pacific
China
Japan
India
South America
Brazil
Middle East and Africa (MEA)
Key Data Annotation Tools Companies:
The following are the leading companies in the data annotation tools market. These companies collectively hold the largest market share and dictate industry trends.
Annotate.com
Appen Limited
CloudApp
Cogito Tech LLC
Deep Systems
Labelbox, Inc
LightTag
Lotus Quality Assurance
Playment Inc
Tagtog Sp. z o.o
CloudFactory Limited
ClickWorker GmbH
Alegion
Figure Eight Inc.
Amazon Mechanical Turk, Inc
Explosion AI GMbH
Mighty AI, Inc.
Trilldata Technologies Pvt Ltd
Scale AI, Inc.
Google LLC
Lionbridge Technologies, Inc
SuperAnnotate LLC
Recent Developments
In November 2023, Appen Limited, a high-quality data provider for the AI lifecycle, chose Amazon Web Services (AWS) as its primary cloud for AI solutions and innovation. As Appen utilizes additional enterprise solutions for AI data source, annotation, and model validation, the firms are expanding their collaboration with a multi-year deal. Appen is strengthening its AI data platform, which serves as the bridge between people and AI, by integrating cutting-edge AWS services.
In September 2023, Labelbox launched Large Language Model (LLM) solution to assist organizations in innovating with generative AI and deepen the partnership with Google Cloud. With the introduction of large language models (LLMs), enterprises now have a plethora of chances to generate new competitive advantages and commercial value. LLM systems have the ability to revolutionize a wide range of intelligent applications; nevertheless, in many cases, organizations will need to adjust or finetune LLMs in order to align with human preferences. Labelbox, as part of an expanded cooperation, is leveraging Google Cloud's generative AI capabilities to assist organizations in developing LLM solutions with Vertex AI. Labelbox's AI platform will be integrated with Google Cloud's leading AI and Data Cloud tools, including Vertex AI and Google Cloud's Model Garden repository, allowing ML teams to access cutting-edge machine learning (ML) models for vision and natural language processing (NLP) and automate key workflows.
In March 2023, has released the most recent version of Enlitic Curie, a platform aimed at improving radiology department workflow. This platform includes Curie|ENDEX, which uses natural language processing and computer vision to analyze and process medical images, and Curie|ENCOG, which uses artificial intelligence to detect and protect medical images in Health Information Security.
In November 2022, Appen Limited, a global leader in data for the AI Lifecycle, announced its partnership with CLEAR Global, a nonprofit organization dedicated to ensuring access to essential information and amplifying voices across languages. This collaboration aims to develop a speech-based healthcare FAQ bot tailored for Sheng, a Nairobi slang language.
Order a free sample PDF of the Market Intelligence Study, published by Grand View Research.
0 notes
Text
In today’s fast-evolving healthcare landscape, pharmaceutical manufacturing is pressured to be more efficient, precise, and safe. Behind every successful medicine is a line of sophisticated equipment that ensures consistency, compliance, and quality. At the forefront of this critical industry is Universe Mach Work, a trusted name in pharmaceutical machinery design and manufacturing. With a proven track record of excellence, Universe Mach Work delivers not just machines, but integrated solutions that empower pharmaceutical companies to meet global standards. Whether it's tablet compression, capsule filling, granulation, coating, or packaging—Universe Mach Work offers cutting-edge equipment tailored to your operational needs.
What Makes Universe Mach Work Stand Out?
1. Engineering Excellence
At Universe Mach Work, every piece of pharmaceutical machinery is built with precision engineering. The company understands that even the smallest defect can have a large impact on pharmaceutical production, where tolerance for error is virtually zero. Their machines are designed with robust construction, advanced automation, and compliance with GMP (Good Manufacturing Practice) standards.
2. Tailored Solutions
No two pharmaceutical operations are exactly alike. Whether you're a small-scale lab or a large multinational production facility, Universe Mach Work offers customizable machinery. Clients can choose from semi-automatic to fully automatic models, compact designs for space-limited facilities, and modular systems that can scale with production demand.
3. Innovative Technology
Pharmaceutical machinery is no longer just about mechanical performance—it’s about smart technology. Universe Mach Work integrates modern features like touchscreen PLC controls, data logging, remote diagnostics, and energy-efficient systems. These innovations help reduce downtime, optimize workflow, and ensure better traceability for quality assurance.
4. Compliance & Quality Assurance
Compliance is the backbone of pharmaceutical manufacturing. Universe Mach Work ensures that all its machinery meets stringent regulatory requirements, including FDA, WHO-GMP, and CE standards. Every machine goes through rigorous testing, documentation, and validation before it reaches the client.
Key Product Categories in Pharmaceutical Machinery
Universe Mach Work offers a wide portfolio of pharmaceutical machines that cover every stage of production. Here are some of the core categories which is most used these days:
• Tablet Press Machines
These are designed for high-speed compression of powder into uniform tablets. The machines are equipped with cutting-edge tooling systems that confidently handle a wide range of tablet sizes and shapes with unmatched precision.
• Capsule Filling Machines
Precision and speed are critical for capsule filling. Universe Mach Work provides automatic and semi-automatic capsule fillers with accuracy in dosage and excellent powder flow handling.
• Granulation Machines
For solid dosage forms, granulation is a key step. The company offers high-shear mixers, fluid bed dryers, and oscillating granulators that produce consistent granules ready for tableting.
• Coating Machines
Tablet coating requires uniformity and controlled environment settings. Universe Mach Work’s coating systems ensure smooth, glossy finishes without compromising the integrity of the active ingredient.
• Packaging Machines
From blister packing to strip packaging and bottle filling, Universe Mach Work’s packaging solutions offer high-speed performance with reliable sealing, labeling, and serialization features.
Serving a Global Market
With a global clientele spread across Asia, Africa, Europe, and the Americas, Universe Mach Work is more than just a manufacturer—it’s a partner in pharmaceutical progress. The company provides end-to-end support, from installation and training to preventive maintenance and upgrades. Their export-ready models are adapted to suit country-specific power ratings, voltage standards, and regulatory requirements, making them ideal for international deployment.
Commitment to After-Sales Support
Purchasing pharmaceutical machinery is a long-term investment. Universe Mach Work ensures that clients get maximum ROI with robust after-sales service. This includes:
Installation and commissioning
Operator training
Troubleshooting and remote support
Spare parts availability
Annual maintenance contracts (AMCs)
Their team of skilled engineers is always on hand to ensure that your machinery keeps running at peak performance.

Future-Ready Manufacturing
Universe Mach Work isn’t resting on its laurels. With increasing demand for personalized medicine, rapid vaccine production, and strict serialization mandates, the future of pharmaceutical manufacturing is digital, agile, and sustainable. The company invests in Industry 4.0 capabilities, IoT integration, and energy-efficient systems to help clients stay competitive. If you're looking for pharmaceutical machinery that combines engineering excellence, regulatory compliance, and state-of-the-art technology, look no further than Universe Mach Work. Their commitment to quality and customer satisfaction makes them a trusted partner in your pharmaceutical journey.
#pharmaceutical manufacturing#gmp compliance#contract manufacturing#quality control systems#pharmaceutical equipment#pharmaceutical supply chain#pharma equipment
0 notes