#Pharma Packaging Design
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs




Fun Fact
If you dial 1-866-584-6757, you can leave an audio post for your followers.
Text
Reliable Pharma Printing Services in India | Chemzin Graphics

Chemzin Graphics provides reliable and high-quality Pharma Printing Services in India, specializing in labels, cartons, inserts, and other pharmaceutical packaging materials. We ensure accuracy, regulatory compliance, and fast turnaround times. Trusted by leading pharma brands, our solutions are tailored to meet the strict demands of the healthcare industry.
#Pharma Printing Services#Pharmaceutical Packaging India#Printed Pharma Labels#Chemzin Graphics#Pharma Carton Printing#Pharma Insert Printing#Medical Packaging Solutions#Pharma Packaging Design#GMP Compliant Printing#Custom Pharma Printing India#Pharmaceutical Print Solutions#High-Quality Pharma Printing#Regulatory Compliant Printing#Printed Pharma Materials India#Pharma Branding and Printing
0 notes
Text
Pharma Packaging Design in Chandigarh
Daksha Digitas is a top-rated branding and digital marketing agency offering expert pharma packaging design in Chandigarh. We specialize in creating innovative and compliant packaging solutions that elevate pharmaceutical brands. Our designs focus on safety, functionality, and aesthetics, ensuring your products stand out on shelves while meeting industry standards. If you're looking for premium pharma packaging design services that enhance your brand’s identity and boost market appeal, Daksha Digitas is your go-to agency.
0 notes
Text
#pharmaceutical scale up#scale up production challenges#process optimization in pharma#regulatory compliance GMP#pharma supply chain management#cost control pharmaceutical manufacturing#quality by design QbD#process analytical technology PAT#pilot scale testing#technology transfer pharma#digital twin pharmaceutical#pharma packaging solutions#biomanufacturing scale-up
1 note
·
View note
Text
Sustainable Packaging Solutions for Food, Medical, Fruits and Consumer Products - Lyka Global

In recent years, there has been a growing global concern about the environmental impact of packaging waste, particularly in industries such as food, medical, and consumer products. As a result, businesses are increasingly looking for Sustainable Packaging Solutions that minimize their ecological footprint while maintaining product quality and safety. One company that has emerged as a leader in sustainable packaging is Lyka Global. In this blog post, we will explore the innovative sustainable packaging solutions offered by Lyka Global and how they are revolutionizing the industry.
The Importance of Sustainable Packaging:
Sustainable packaging plays a vital role in reducing environmental damage caused by excessive waste generation. By opting for eco-friendly materials and manufacturing processes, businesses can contribute to a circular economy and protect the planet for future generations. Lyka Global understands this urgency and offers a range of sustainable packaging solutions that address the specific needs of the food, medical, and consumer product sectors.
Lyka Global’s Commitment to Sustainability:
Lyka Global is a pioneering company dedicated to providing sustainable packaging solutions without compromising quality or performance. They prioritize the use of renewable and recyclable materials, reducing energy consumption, and minimizing waste throughout their production processes. By adopting a comprehensive sustainability strategy, Lyka Global sets an example for other industry players to follow.
Sustainable Packaging for Food Products:
When it comes to food packaging, Lyka Global offers innovative solutions that keep products fresh, extend shelf life, and reduce food waste. They utilize compostable and biodegradable materials made from renewable resources, such as plant-based films and compostable trays. These materials not only provide excellent barrier properties to protect against moisture, oxygen, and contaminants but also minimize the environmental impact when disposed of.
Sustainable Packaging for Medical Products:
Lyka Global understands the critical nature of packaging for medical products, where safety, sterility, and compliance are paramount. They have developed sustainable packaging solutions that meet stringent industry regulations while minimizing environmental impact. From eco-friendly blister packs made from recycled plastics to bio-based medical pouches, Lyka Global offers sustainable options that ensure the protection and integrity of medical products while reducing plastic waste.
Sustainable Packaging for Consumer Products:
In the realm of consumer products, Lyka Global offers sustainable packaging options that combine functionality, aesthetics, and eco-friendliness. They work closely with clients to develop packaging solutions that reflect their brand identity while adhering to sustainable principles. From recyclable cardboard boxes to biodegradable product labels and innovative refillable containers, Lyka Global empowers businesses to package their products responsibly.
Lyka Global’s Collaborative Approach:
Lyka Global believes in collaborative partnerships with their clients, suppliers, and industry stakeholders to drive sustainable change collectively. They actively engage in research and development efforts to identify and implement cutting-edge sustainable packaging solutions. By fostering open communication and collaboration, Lyka Global ensures that their clients’ specific requirements are met while striving for continuous improvement in sustainability practices.
Conclusion:
In the face of increasing environmental concerns, Lyka Global stands out as a leader in providing sustainable High Quality Packaging solutions for the food, medical, Fruits and consumer product industries. Their commitment to eco-friendly materials, innovative designs, and collaborative partnerships positions them at the forefront of sustainable packaging innovation. By choosing Lyka Global’s solutions, businesses can not only reduce their environmental footprint but also showcase their dedication to sustainability and responsible business practices. Together, we can create a more sustainable future for packaging and protect the planet we call home.
#high quality packaging#Sustainable Packaging#fruit packaging#sustainable solutions#Packaging industry#Pharma & Medical Devices Packaging#PET sheets#Pet trays#durability#packaging design#Sustainable manufacturing#Sustainable packaging#Boxes packaging#Labels packaging#Shrink sleeves packaging#Food Packaging
1 note
·
View note
Text
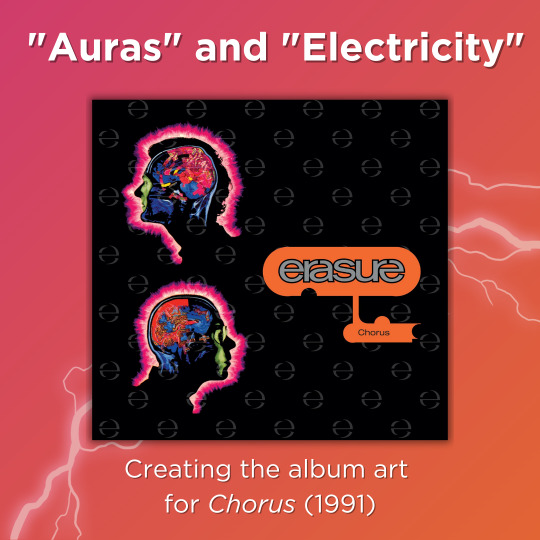
One of Erasure’s most striking album covers is the one for Chorus (1991). How did the concept come about, and what do the images represent? If you’d like to know the story, keep reading.
The album covers vary by country and format, but in all cases, their heads are lit up in pink, and you can see the insides of their brains in vibrant technicolour. These visual concepts came from the group. After five years together, Clarke and Bell were feeling more connected than ever, and were looking to represent the strength of their bond in different ways. Andy Bell had wanted to capture their “auras” in photographs, and Vince Clarke was interested in illustrating the “electricity” generated between the two of them.
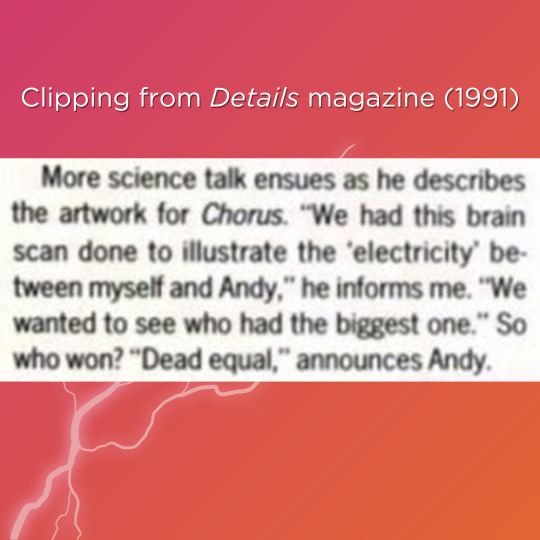
To start off, Monica Curtin photographed the band members’ heads in silhouette, and they had brain scans done (the liner notes actually give thanks to the MRI Centre in London!). Clarke told Details magazine that he wanted to see “who had the biggest one”. And who did? According to Bell, they were “dead equal.”
When came time to assemble the cover, the designers (Me Company) made use of many innovative techniques. In a brilliant article for Classic Pop, designer Siân Cook–who was working for the Me Company at the time–explained the process. “The coloured areas inside the heads were colour photocopy collages, while the pink/purple auras around the outside of the heads were taken from images of Kirlian plant photography which were manipulated and wrapped around the silhouettes.” The medical theme was carried through in other ways; the subtle “e” pattern on the album cover and liner notes was “inspired by medicine packaging.”
In the liner notes, there are several stock images of happy, photogenic people enjoying their lives. Cook said that these photos referenced “big pharma promo brochures”. Andy Bell had more to add: “these pictures are Corporate America, or Corporate Anywhere”. To him, they represented a lifestyle that people were supposed to aspire to - which was a “farce”. If they were real, he joked, they’d feature “ugly people–like us!”
SOURCES:
Bardin, Brantley. “Erasure.” Details, Nov. 1991, p. 129.
Chorus, 1991. Retrieved via the Internet Archive.
Dineley, Andrew. “Pop Art: Vince Clarke.” Classic Pop, Mar. 2021. Web article accessed 3 Aug. 2023.
“Erasure Interview by Verónica Castro (La Movida, Mexico, 1991) .” La Movida, 1991, https://www.youtube.com/watch?v=dZ46ykCUbkQ. Video uploaded by bwlvideo on YouTube. Accessed 3 Aug. 2023.
8 notes
·
View notes
Text











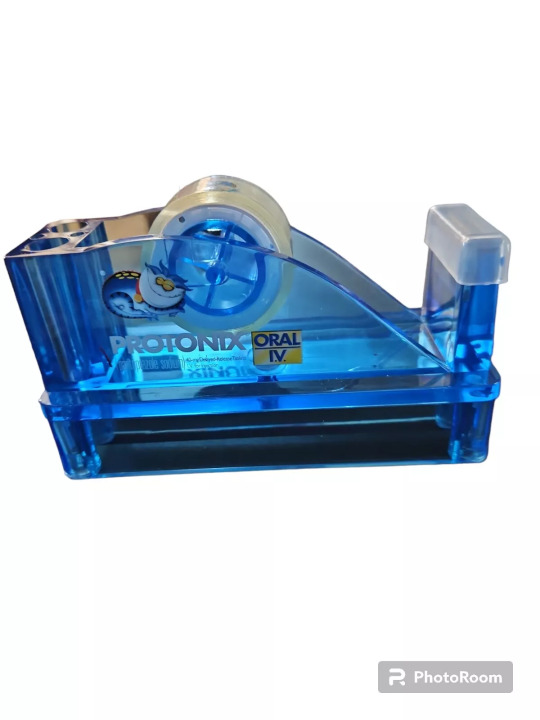
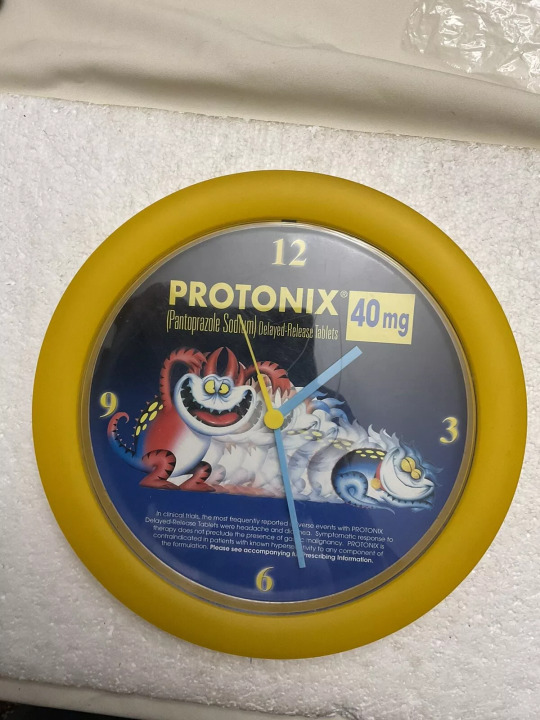

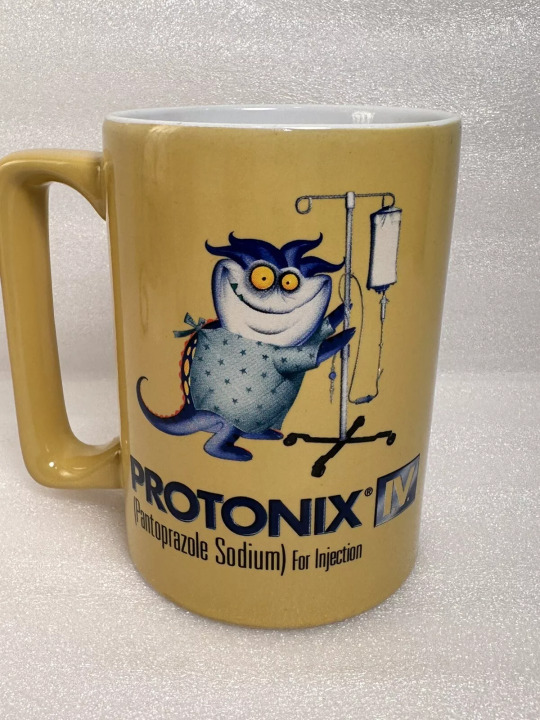
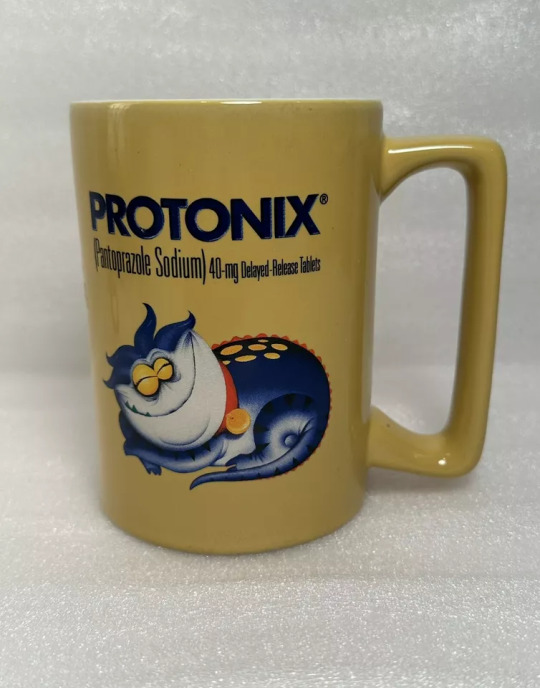










#Protonix#GerdyTheHeartburnMonsterMascot#PharmaceuticalMascot #ObscureMascot#MonsterMascot #Mugs #Plushies#Pens #TapeDispenser #Clocks #TravelBag#MessagePad #LetterOpener #PlasticJarLikeContainer
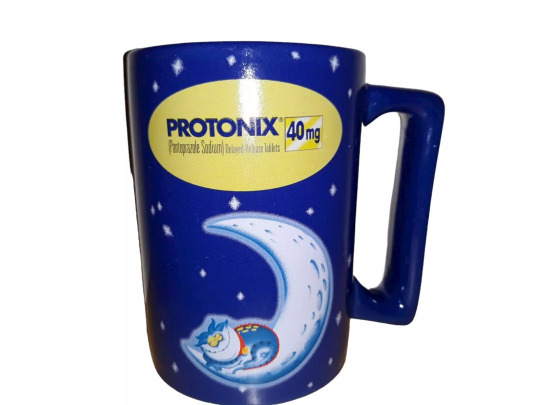
I remember seeing this Protonix the Gerdy the heartburn monster mascot at a thrift store along time ago but never picked it up since it was the sleeping pose of the plush and not the open eyes one.
Gerdy's design is pretty neat for a obscure pharmaceutical mascot.
I don't think this medicine even had a tv commercial so back in the past I guess it was easier to make merch for your medicine with a mascot then to make a tv ad for it.
But this Gerdy monster mascot had a lot of merch for a obscure heartburn medicine company.
I really like Gerdy's red attack mode form in the clocks and the mugs that animorph poses to this monster calming down.
I wish Gerdy's red attack mode form had a plush.
I still wonder if commercials for this Protonix heartburn medicine exsits?
It's still a pretty neat little friend but I'm scared of the side effects this heartburn medicine might have.
Images not mine but link is there.
Protonix IV Coffee Mug Cup Heartburn Monster Pharmaceutical Advertisement | eBay
Protonix Injection IV Blue Monster 2 Sided Pharmaceutical Medical Coffee Mug | eBay
May | 2007 | 1TO10REVIEWS
Protonix Pens - Drug Pharma Set Of 3 | eBay
PROTONIX Oral I.V. Tape Dispenser Pharmacy Blue Drug Rep Doctor ...c1 | eBay
Protonix Antacid Monster Pharmaceutical Drug Rep Advertising Working Wall Clock | eBay
Drug Rep Pharmaceutical PROTONIX IV Coffee Tea MUG CUP Monster Heartburn | eBay
PROTONIX Physicians Message Pad Pharmacy Drug Rep Doctor Oral IV 40mg 2002 VTG | eBay
PROTONIX LOT Drug Rep 2 Unopened Packages Sample Bags With Large Fridge Magnet | eBay
Two Protonix Pharmacy Drug Rep Large Duffel Travel Bag Luggage Multi Compartment | eBay
Protonix Injection IV Blue Monster Pharmaceutical Medical Plastic Desk Clock 6" | eBay
Pharmaceutical Collectible PROTONIX Letter Opener Pill Gerdee Promo Advertising | eBay
PROTONIX IV Pharmaceutical DRUG REP Clear Blue Plastic Canister | eBay
BRAND NEW PROTONIX I.V. 40 mg PLASTIC CUP PHARMACEUTICAL DRUG REP ITEM | eBay
PROTONIX GERDY Plush Dragon PHARMACEUTICAL DRUG REP PROMO PLUSH 6" NOS MIB rare | eBay
Protonix | Medical Advertising Hall of Fame
#Protonix#Gerdy The Heartburn Monster Mascot#Pharmaceutical Mascot#Obscure Mascot#Monster Mascot#Mugs#Plushies#Pens#Tape Dispenser#Clocks#Travel Bag#Message Pad#Letter Opener#Plastic Jar Like Container
3 notes
·
View notes
Text
High-Quality Maltodextrin for Sale – Reliable, Consistent, and Bulk Ready
Looking for a trusted source of high-quality maltodextrin? Whether you're in the food, pharmaceutical, supplement, or industrial sector, having a dependable supply of premium maltodextrin can make all the difference in production quality and efficiency.

We offer bulk maltodextrin that meets stringent quality standards and delivers reliable performance across applications—ensuring your business never compromises on quality.
What is Maltodextrin?
Maltodextrin is a fine, white, tasteless or slightly sweet powder made from the partial hydrolysis of starches such as corn, potato, or rice. It’s known for its excellent solubility in water, neutral flavor, and easy digestibility.
Thanks to these properties, maltodextrin is used in a wide variety of applications—from enhancing food texture to acting as a filler in pharmaceutical and nutritional products.
Why Choose Our Maltodextrin?
Our maltodextrin for sale is:
Food-grade and pharma-grade certified
Free from contaminants and additives
Available in multiple DE (dextrose equivalent) values
Supplied in hygienic, moisture-proof packaging (25kg, 50kg, jumbo bags)
Backed by documentation (COA, MSDS, and quality certificates)
With consistent particle size, purity, and easy handling, our maltodextrin is designed to integrate smoothly into your production processes.
Applications of Maltodextrin
Food & Beverage
Adds body and smoothness to sauces, soups, and dressings
Works as a carrier for flavors, colors, and seasonings
Bulking agent in low-calorie products
Enhances mouthfeel in powdered drink mixes
Pharmaceuticals
Used as a binder and stabilizer in tablet and capsule production
Ideal filler for powdered and liquid medicines
Safe and non-reactive with most active ingredients
Nutritional Supplements
Provides quick energy in sports drinks and post-workout mixes
Common in mass gainers, protein powders, and energy gels
Blends well with vitamins, minerals, and other additives
Cosmetics & Personal Care
Helps thicken and stabilize creams, lotions, and powders
Acts as a moisture-retaining agent in skin-care products
Industrial Uses
Functions as a carrier for agrochemicals and industrial blends
Used in fermentation, biodegradable products, and chemical formulations
Why Buy in Bulk?
Purchasing maltodextrin in bulk offers major advantages:
Lower cost per unit
Reliable inventory for continuous production
Uniform product quality across batches
Streamlined logistics and delivery options
Whether you need 25kg bags or tonnage orders, we’re equipped to deliver efficiently and on time.
Let’s Work Together
If your business needs high-quality maltodextrin for sale, we’re here to help. We support bulk orders, custom supply plans, and technical assistance—ensuring you get the right grade for your specific application.
📞 Contact us today for pricing, product samples, or documentation.
#MaltodextrinForSale#BulkMaltodextrin#FoodGradeMaltodextrin#PharmaExcipients#NutritionAdditives#IndustrialIngredients#BuyMaltodextrinInBulk
0 notes
Text
Top Packaging Machine Manufacturers in India: Discover NPM Machinery’s Innovation in Automation

In today’s competitive manufacturing landscape, packaging is not just about wrapping products—it’s a critical process that ensures product integrity, safety, regulatory compliance, and brand presentation. Whether it’s the pharmaceutical industry, personal care, agrochemical, food and beverage, or home care segments, efficient packaging plays a central role in successful product delivery. This rising demand has made it essential for businesses to partner with the right packaging machine manufacturers in India who can deliver precision, automation, and customization.
One such trusted and leading name is NPM Machinery. With a legacy of innovation, technical excellence, and industry-specific solutions, NPM Machinery is redefining how businesses automate their packaging processes across India and abroad.
Why Choose NPM Machinery?
NPM Machinery stands out among packaging machine manufacturers in India for offering a wide array of automation systems that are built for performance, durability, and accuracy. With a product range catering to every stage of the packaging process, NPM provides turnkey solutions for small-scale units as well as high-output manufacturing plants.
Here are some of the key machine categories offered:
Washing and Air-Vacuum Cleaning Machines: These machines help maintain hygiene standards by thoroughly cleaning containers before filling.
Liquid and Powder Filling Machines: Ideal for dosing and dispensing liquids or powders with high precision and minimal wastage.
Tube Filling and Sealing Machines: Widely used in the pharma and cosmetic sectors, these machines handle viscous products like ointments and gels efficiently.
Visual Inspection Machines: Enable accurate product inspection under magnification to ensure quality compliance.
ROPP and Screw Capping Machines: Provide leak-proof, tamper-evident sealing of bottles and containers, crucial for product preservation.
Cartoning and Labeling Systems: Automate the end-of-line packaging with reliable and consistent box/carton sealing and label placement.
Each of these systems is developed using cutting-edge technology, ensuring consistent output, reduced labor dependency, and minimal downtime.
Built with Precision. Delivered with Commitment.
NPM Machinery emphasizes smart design, robust build quality, and simple user interfaces. Each product is engineered to offer high operational efficiency, reduce human error, and comply with regulatory norms. From design to assembly, every step is carried out at their in-house facility, ensuring full quality control.
Their machinery is designed to integrate easily into existing production lines and is suitable for operations of all sizes—from start-ups to established brands.
Made in India, Built for the World
With its firm alignment with the Make in India vision, NPM Machinery proudly manufactures its entire product portfolio locally, ensuring affordability, quick delivery, and technical support. Despite being based in India, NPM follows international standards like GMP, CGMP, and CE certifications—making its machines viable for use in global markets.
Their machines are already operating successfully in over 20 countries, including clients from Southeast Asia, the Middle East, Africa, and Europe, proving the trust and performance of Indian-made automation technology.
Custom Solutions and End-to-End Support
What makes NPM Machinery different from many packaging machine manufacturers in India is its end-to-end approach. They offer complete support that includes:
Pre-sales consultation for understanding client needs
Customized machine design as per production layout, material type, and filling accuracy
On-site installation, integration, and commissioning
Operator training to ensure safe and efficient usage
Post-sales support, maintenance, and remote troubleshooting
This consultative and personalized approach ensures that clients receive a solution—not just a machine—that aligns with their business goals.
Industry Applications
NPM Machinery caters to a wide spectrum of industries, including:
Pharmaceuticals – Tablet, capsule, liquid and ointment packaging
Nutraceuticals – Powder, syrup, and effervescent tablet packaging
Food & Beverages – Bottle filling, capping, labeling, and carton packing
Cosmetics & Personal Care – Tube filling, labeling, and inspection
Agrochemicals and Pesticides – Safe packaging of hazardous liquids and powders
Liquor and Wine – Sealing and bottling of glass containers
Every industry has its own regulatory and production requirements, and NPM ensures each machine is tailored accordingly.
✅ Call to Action
Looking for high-performance packaging solutions that improve production speed, meet compliance standards, and reduce costs?
👉 Explore NPM Machinery – Your Trusted Packaging Partner
#PackagingMachineManufacturersIndia#NPMPackagingSolutions#FillingMachinesIndia#AutomaticPackagingMachines#TubeFillingMachines#LiquidFillingMachines#VisualInspectionMachines#CartoningMachinesIndia#LabelingAndCappingMachines#MadeInIndiaMachinery#IndustrialPackagingSolutions#NPMLiquidFilling#AutomationIndia
0 notes
Text
The Future of Thermoform Packaging: Global Forecasts and Key Industry Trends

In a product-driven world, packaging is more than just a container—it's a strategic tool for protection, branding, and sustainability. Among the most versatile and cost-effective solutions leading this transformation is thermoform packaging. Widely adopted across food, pharmaceuticals, electronics, and consumer goods, thermoforming continues to reshape the way products are packaged, preserved, and presented.
This form of packaging is created by heating plastic sheets until they become pliable, then forming them into specific shapes using molds. It’s a process that offers design flexibility, material efficiency, and low tooling costs, making it ideal for businesses looking to scale up with agility and precision.
How Thermoform Packaging Works—and Why It Matters
The thermoforming process involves three key steps: heating, forming, and trimming. A flat plastic sheet is first heated to a pliable temperature, then shaped over a mold using vacuum, pressure, or mechanical force, and finally trimmed to create the desired packaging profile.
This method allows for both rigid and semi-rigid packaging, suitable for an array of applications. There are two main types:
Vacuum Thermoforming – Uses suction to draw the heated sheet onto the mold. Best for shallow or simple shapes.
Pressure Thermoforming – Applies both vacuum and pressure, allowing for finer detail and deeper cavities—often used in medical trays and consumer electronics.
Why does this matter? Because businesses today need packaging that’s not only functional and attractive, but also adaptable to ever-changing supply chain and consumer demands. Thermoform packaging meets these expectations with speed and cost efficiency.
Market Growth and Key Drivers
The global Thermoform Packaging Market is projected to grow USD 65.6 billion by 2028, at a CAGR of 4.7%. This upward trajectory is powered by several critical drivers:
Boom in Packaged Food Demand – Single-serve, ready-to-eat meals and frozen foods have surged post-pandemic, with thermoformed trays and clamshells meeting hygiene and freshness demands.
Medical and Pharma Sector Expansion – Custom thermoformed trays ensure sterile barriers and are compliant with stringent regulatory requirements.
Sustainable Material Adoption – Recyclable PET, PLA, and bio-based plastics are increasingly being used, aligning with circular economy goals.
E-commerce Packaging Shift – Lightweight, shock-resistant designs are ideal for shipping sensitive electronics, cosmetics, and personal care items.
Cost Efficiency for High-Volume Runs – Lower tooling costs and fast production cycles make thermoforming ideal for industries needing quick turnaround.
Leading Players in the Thermoform Packaging Space
Top global manufacturers are constantly innovating to improve material sustainability, packaging performance, and production efficiency. Some of the key players include:
Amcor plc (Switzerland) – Offers sustainable thermoformed solutions using mono-material PET and high-barrier packaging for healthcare and food.
Sonoco Products Company (USA) – Known for customized medical trays and consumer product packaging with robust design and global distribution.
Berry Global Inc. (USA) – Focuses on lightweight, recyclable solutions and has a strong footprint in dairy, produce, and personal care packaging.
DS Smith (UK) – Invests in recyclable fiber-based thermoform alternatives and partners with brands for circular packaging models.
Huhtamaki Oyj (Finland) – Pioneers in renewable and compostable thermoformed trays, especially in food service and retail-ready packaging.
These players are prioritizing sustainability and innovation—combining material science with automation and smart packaging technologies.
The Strategic Edge of Thermoforming
Thermoform packaging isn’t just about containment—it offers tangible advantages that align with broader business goals:
Design Freedom – Enables intricate, product-specific forms that enhance shelf appeal and usability.
Reduced Waste – Material usage is optimized, and many thermoform materials are recyclable or compostable.
Cost Advantage – Lower mold and tooling expenses make it more affordable than injection molding or blow molding for many applications.
High-Speed Production – Ideal for scaling up operations quickly while maintaining precision and consistency.
Sustainability Impact – Brands can meet plastic reduction targets by choosing bio-based or mono-material options.
These benefits make thermoform packaging a strategic fit for CPG companies, medical device manufacturers, and food processors aiming for both performance and environmental responsibility.
Download PDF Brochure :
Thermoform packaging is a proven solution with staying power. Its adaptability, cost-effectiveness, and sustainability potential position it at the forefront of next-generation packaging strategies. As consumer expectations evolve and global regulations tighten, companies that invest in smart, sustainable thermoform solutions will be better equipped to lead in their markets.
For manufacturers and brand owners, now is the time to explore thermoforming as not just a packaging choice, but a value-driving differentiator.
#thermoform packaging#sustainable packaging#Amcor#Berry Global#packaging innovation#food packaging trends#medical packaging solutions
0 notes
Text
What Makes Us One of the Best Mechanical Design Companies in India
What sets Pure Machine Design apart from other mechanical design companies in India is our commitment to full-spectrum service and lasting value. Our clients don’t just get machines—they get optimized systems, faster delivery, and measurable ROI.
Here’s what makes us one of the best:
Expertise across multiple industries (automotive, pharma, food, packaging)
Design-for-manufacturing (DFM) and design-for-automation (DFA) capabilities
Strong simulation, testing, and validation processes
Dedicated post-deployment support
Whether you need a BIW fixture, a conveyor system, or a fully integrated SPM, we approach every project with the same precision and purpose. Read more-Machine Design Expertise from India: How We Deliver Global-Grade Solutions
0 notes
Text
Reliable Jumbo Bag Suppliers – Why Rishi FIBC Is a Trusted Name in Bulk Packaging

When it comes to transporting and storing large quantities of goods, choosing the right packaging solution is critical. This is especially true for industries like agriculture, food processing, chemicals, pharmaceuticals, and construction. One of the most effective and widely used solutions is the jumbo bag, also known as an FIBC (Flexible Intermediate Bulk Container). If you're looking for dependable jumbo bag suppliers, Rishi FIBC is a name that stands out with trust, quality, and global expertise.
What Are Jumbo Bags?
Jumbo bags are large, durable, and flexible containers made from woven polypropylene. They are designed to hold anywhere between 500 kg to 2000 kg of dry bulk material. These bags are widely used for transporting grains, seeds, chemicals, plastic granules, cement, and other bulk products safely and efficiently.
Why Rishi FIBC?
Rishi FIBC is one of India’s leading manufacturers and suppliers of jumbo bags. The company is known for its commitment to quality, innovation, and customer satisfaction. Here's what makes Rishi FIBC a reliable partner for your bulk packaging needs:
1. High-Quality Manufacturing Standards
Rishi FIBC operates advanced production facilities that are ISO and BRC certified. From extrusion and weaving to coating and stitching, every process is handled with care and precision. Their production units also feature cleanroom environments for food-grade and pharma-grade jumbo bags, ensuring product safety and hygiene.
2. Wide Range of Jumbo Bags
No two businesses have the same needs, and Rishi FIBC understands that. They offer a broad portfolio of jumbo bags including:
Standard Jumbo Bags
Baffle Bags
Conductive (Type C) Bags
UN Certified Bags
Food Grade Bags
Pharma Grade Bags
Ventilated Bags
Each bag is designed to meet specific industry requirements, with full customization options available in terms of size, filling/discharge mechanisms, lifting loops, and printing.
3. Global Reach, Local Understanding
Though based in India, Rishi FIBC supplies jumbo bags to customers across more than 40 countries. Their strong export capabilities are supported by efficient logistics and timely delivery, making them a preferred choice for international clients as well.
4. Customer-Focused Approach
Rishi FIBC doesn’t just supply bags – they provide solutions. Their expert team helps customers select the right type of bag, offers technical guidance, and ensures smooth after-sales support. This commitment to building long-term relationships is what sets them apart from others.
5. Sustainability and Innovation
As a responsible supplier, Rishi FIBC also focuses on eco-friendly production practices and recyclable materials. They are constantly innovating to deliver better, safer, and more sustainable packaging options.
If you are searching for a reliable jumbo bag supplier, Rishi FIBC brings you the perfect balance of quality, customization, service, and global credibility. With years of experience and a passion for delivering value, Rishi FIBC ensures that your bulk packaging needs are met with confidence and care.
Visit www.rishifibc.com to learn more or connect with their team for customized solutions.
0 notes
Text
Streamlining Beverage Production: Rattan Industrial – Trusted Bottling Line Manufacturer in India
In today’s fast-paced beverage and liquid packaging industry, efficiency, hygiene, and precision are paramount. As a leading bottling line manufacturer, Rattan Industrial India Pvt. Ltd. stands out for its cutting-edge engineering, customized solutions, and robust performance that caters to various industries such as alcohol, dairy, water, juice, and pharmaceuticals.
Why Rattan Industrial? With decades of expertise in industrial process equipment, Rattan Industrial offers fully automated and semi-automated bottling lines designed for scalability and productivity. The company’s bottling line systems are built with stainless steel and food-grade materials to ensure hygiene, longevity, and minimal maintenance.
Key Features of Rattan Industrial’s Bottling Lines:
Custom-Engineered Systems: From rinsing, filling, capping to labelling and packaging, each bottling line is tailored to specific client needs.
Versatile Applications: Suitable for glass, PET, and HDPE bottles in various sizes and shapes.
High Throughput Efficiency: Designed for consistent output and reduced downtime, ensuring maximum ROI.
Integrated Automation: Seamless PLC-based control systems and smart sensors for real-time monitoring and control.
After-Sales Support: Nationwide service network with skilled technicians and readily available spare parts.
Industries We Serve:
Alcohol & Distilleries
Dairy & Milk Packaging
Mineral Water Plants
Juices & Soft Drinks
Pharma & Chemical Solutions
A Partner in Your Production Journey Whether you’re setting up a new production facility or upgrading an existing one, Rattan Industrial provides end-to-end solutions — from design consultation and fabrication to commissioning and training. Their engineering excellence ensures smooth, hygienic, and reliable bottling operations tailored to your product and market needs.
Conclusion If you’re looking for a reliable partner for bottling manufacturers automation in India, Rattan Industrial brings the right blend of technology, quality, and support. With a strong track record across multiple sectors, they are redefining the standards in bottling line manufacturing.
Visit:- https://www.liquorbottlingplants.com/bottling-line.html
0 notes
Text

Daksha Digitas is a top branding and digital marketing agency specializing in pharmaceuticals packaging designing in Chandigarh. We provide innovative and professional packaging solutions that ensure your pharmaceutical products stand out on the shelves. Our expert team delivers high-quality designs that meet industry standards while maintaining the integrity of your brand. Trust Daksha Digitas to create impactful packaging that effectively communicates your product’s value.
#Pharmaceuticals Packaging#Pharmaceuticals Packaging Designing#Chandigarh#Pharmaceuticals Packaging Designing Chandigarh#Pharma Packaging Designing Chandigarh
0 notes
Text

Scaling up production in the pharmaceutical industry is essential for transitioning therapies to large-scale manufacturing. Learn about pharmaceutical packaging and pharma industry news.
#pharmaceutical scale up#scale up production challenges#process optimization in pharma#regulatory compliance GMP#pharma supply chain management#cost control pharmaceutical manufacturing#quality by design QbD#process analytical technology PAT#pilot scale testing#technology transfer pharma#digital twin pharmaceutical#pharma packaging solutions#biomanufacturing scale-up
1 note
·
View note
Text
Why Caltron Clays & Chemicals Is the Preferred Milk Calcium Powder Manufacturer for India’s Pharma Sector

Introduction:
Caltron Clays & Chemicals is a leading Milk Calcium Powder manufacturer and supplier in India, dedicated to delivering premium-quality pharmaceutical raw materials. In an era where clean-label, naturally sourced ingredients are in high demand, Caltron’s innovative product, Milkical®, has positioned the company at the forefront of the pharmaceutical calcium revolution. Sourced from dairy and developed through a proprietary extraction process, Milkical® is designed for optimal absorption and bioavailability, catering to pharmaceutical manufacturers across the globe.
Why Natural Calcium is the Future of Pharma
As global healthcare shifts towards more transparent and sustainable formulations, pharmaceutical companies are reevaluating traditional ingredients. Synthetic calcium compounds like calcium carbonate may offer cost-efficiency but fall short on key fronts such as bioavailability and gastrointestinal tolerance.
Milk Calcium Powder offers a natural alternative that aligns with evolving consumer and regulatory expectations. Caltron’s Milkical® preserves critical co-factors found in milk, including elemental calcium, phosphorus, casein phosphopeptides (CPPs), and milk proteins. These elements work together to ensure better absorption, higher efficacy, and greater nutritional synergy.
Introducing Milkical®: The Science of Bioavailable Calcium
Milkical® is Caltron's proprietary Milk Calcium Powder, crafted through a unique dairy based process that retains:
Elemental Calcium (30–35%)
Natural Phosphorus (12–15%)
Casein Phosphopeptides for enhanced absorption
Essential Milk Proteins and Lipids
The result is a clean, highly absorbable calcium source that supports bone health, muscle function, and cellular metabolism. Unlike synthetic variants, Milkical mimics the body’s natural nutrient profile, making it an ideal choice for high performance formulations.
What Makes Caltron Clays the Preferred Milk Calcium Powder Supplier in India
Caltron Clays & Chemicals has set benchmarks in the pharmaceutical raw materials industry for more than two decades. As a Milk Calcium Powder manufacturer and supplier in India, Caltron stands out through its:
ISO and GMP certified facilities
Over 20 years of manufacturing expertise
In-house R&D and quality control systems
Customized granulation and packaging
Regulatory documentation and export support
Pharma clients around the world rely on Caltron for timely delivery, batch-to-batch consistency, and technical collaboration.
Comparing Milkical® to Conventional Calcium Sources
Traditional calcium salts like calcium carbonate and calcium citrate have limitations:
Poor solubility in low acid environments
Dependence on vitamin D3 for absorption
Side effects like constipation and bloating
Milkical®, by contrast, offers:
Superior solubility and absorption
Enhanced bioavailability through naturally occurring CPPs
Better patient compliance due to fewer side effects
Compatibility with minerals like magnesium and zinc
Nutritional Synergy: More Than Just Calcium
Milkical combines calcium with supporting nutrients for maximum health benefits:
Phosphorus: Aids bone mineralization
CPPs: Improves calcium transport and uptake
Milk Proteins: Enhance nutrient absorption
Lipids: Contribute to cellular structure and function
These elements help create a comprehensive ingredient ideal for formulations addressing:
Pediatric bone development
Geriatric osteoporosis prevention
Post-menopausal bone support
Orthopedic recovery
Pharmaceutical Applications of Milkical®
Caltron’s Milk Calcium Powder is versatile and integrates smoothly into various dosage forms:
Pediatric syrups and chewables
Bone health capsules for adults
Effervescent calcium drinks
Nutritional powders and tablets
Fortified functional foods
Its excellent solubility, palatability, and natural origin make it suitable for sensitive populations.
Sustainability and Clean Label Commitment
Caltron Clays & Chemicals is deeply committed to sustainable manufacturing. Milkical is produced from dairy by-products, minimizing environmental waste. The company adheres to clean-label principles:
Free from synthetic additives
Eco-friendly processing and packaging
Full traceability from source to shipment
Compliant with international food and pharma regulations
This makes Caltron a preferred supplier for companies that prioritize ethical sourcing and environmental responsibility.
Global Reach, Local Support
Serving clients across Asia, the Middle East, Africa, and Europe, Caltron ensures that Milkical meets global standards. Buyers benefit from:
Export-ready packaging and labeling
COA, MSDS, and compliance documentation
Timely delivery through efficient logistics
Support from a dedicated customer service team
Whether you're a contract manufacturer or a global pharmaceutical leader, Caltron has the infrastructure to support your success.
Frequently Asked Questions
Is Milkical® lactose-free? Yes. It contains less than 0.5% lactose and can be customized for sensitive formulations.
Is it vegan? No. Milkical is derived from cow’s milk. For plant-based alternatives, Caltron offers Algae Calcium Powder.
Can it be combined with other nutrients? Yes. It works well with Vitamin D3, Magnesium, Zinc, and Vitamin K2.
Can I customize packaging and particle size? Absolutely. Caltron provides tailor made solutions based on your production requirements.
Why Pharmaceutical Leaders Choose Caltron Clays
Proven track record as a Milk Calcium Powder manufacturer in India
Trusted by 200+ global pharmaceutical companies
Deep understanding of regulatory frameworks
Consistent quality and scientific support
Partner with Caltron Clays & Chemicals Today
If your pharmaceutical brand is seeking a trusted Milk Calcium Powder supplier in India, look no further than Caltron Clays & Chemicals. Our Milkical® product is scientifically developed, industry-tested, and globally trusted. Explore more Pharmaceutical Raw materials: Egg Membrane Powder Active Absorbable Calcium (AAA Cal)
Contact Us
Website: https://caltronclays.com/ Office: 210 & 211, Level 2, Orbit Premises, Mind Space, Chincholi, Malad (West), Mumbai – 400064, India Email: [email protected] | [email protected] Phone: +91 22 2876 4864 / +91-22-3571 9844 / +91-22-4010 6828 Google Maps: https://maps.app.goo.gl/jCuz1ZCf1iAhzZiH7
Conclusion
Milkical by Caltron Clays & Chemicals represents the next generation of calcium supplementation. Clean, effective, and scientifically validated, it offers unmatched value to pharmaceutical manufacturers worldwide. Partner with the most reliable Milk Calcium Powder manufacturer and supplier in India and bring the Caltron advantage to your formulations.
0 notes
Text
Best Cardiac Diabetic Franchise Company for High Returns
If you’re looking to start a pharma business in this growing segment, Cardiopolis is the right choice. We offer a wide range of quality medicines designed to support heart and diabetic care. Our products are manufactured under strict quality control standards and delivered with professional packaging. Contact us today to join our franchise network and grow with a trusted brand in cardiac diabetic franchise care.
#cardiac diabetic pcd pharma company#diabetic pcd franchise#diabetic products franchise#cardio diabetic products franchise#cardiac products franchise#branded pharma franchise#ethical pharma franchise#pcd pharma franchise monopoly basis#monopoly basis pharma franchise
0 notes