#with or without the application of centrifugal force
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Mobile Tumblr US users spend an average of 4.04 minutes per session on the app.
Text
Torque and Zillion Zeutron (for day 6 two, electric boogaloo)
Third (and hopefully final) part of my explanation of Zillion Zeutron all brought on by @ilovefreedelahoya screaming about Centrifugal Force in the replies on a post.
As always, I don't have a degree, don't trust strangers on the internet, and do science by breaking stuff (but hopefully not without supervision)
TORQUE
It's great. It's forces for things moving in circles.
What does that actually mean though?
Well, when you apply a force to an object, it moves in the direction of the force, assuming there are no other forces on that object that might make it move in a different direction or not move at all!
Torque is, technically, a force applied to circling spinny things. It's given by the equation t = r x F x sin(theta), where theta is the angle between the applied force and the object, r is the distance from the application of the force to the rotation point, and F is just the force.
To get a real world example of this, go over to an old-fashioned door handle, the stick-looking kind and press it down at various different distances from the center:
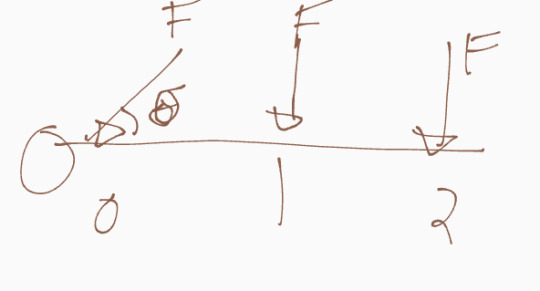
In this very well drawn diagram (a box can be any object in an FBD, people), an equal force is applied to a doorhandle at three different radii from the rotation point, applied at an angle of 30 degrees at point 0. (Let's just say R = .5 at 0 because I didn't think things through)
The torques would be as follows
t0 = F x .5 x sin(30) = .25F
t1 = F x 1 x sin(90) = F
t2 = F x 2 x sin(90) = 2F
As you can see, it gets harder and harder to push the doorhandles the closer you get to the knob, and the further away from pushing straight down!
What would happen if you applied the force pointed directly along the door handle, you asked? Well, theta would equal 0 and the sin(0) is 0, so you wouldn't apply any torque at all! That's why you can't spin a doorhandle by pressing directly along it's edge.
I know, yes, I'm supposedly talking about Beyblade.
So what does this have to do with Zeutron?
Another way of finding the torque is that t = I * a or torque is equal to the rotational inertia times the angular acceleration or alpha (sadly Tumblr does not seem to support Greek letters, torque is also usually given by tau, or a funky t)
Angular acceleration is analogous to normal, translational acceleration. And this means that Zeutron's increasing rotational inertia makes it theoretically harder to slow down.
First, let's talk about plain old acceleration.
Acceleration and velocity are both something called a vector - a number that has a magnitude (or how big it is) and a sign (is it going in the positive/negative direction? Usually, positive is up or right and negative down or left).
Acceleration is normally used to say something is speeding up. But, really, its a term for any change of the velocity. (That is a gross oversimplification but no-one wants a calculus 101 in addition to a physics 101.) Is your velocity changing direction? That's acceleration. Is your velocity slowing down? Also acceleration.
Now, if we rearrange our torque equation a little bit we get
t/I = a
Basically, the smaller your rotational inertia is compared to torque, the larger your angular acceleration is. Or, conversely, the larger your torque compared to rotational inertia, the larger your angular acceleration.
So what happens if you increase your rotational inertia like Zeutron manages to? Well fancy that, you've just decreased your angular acceleration.
In practice, this means that you need a much larger torque (usually a larger force applied, you know, circle-like) to change Zeutron's spin. It's going to be harder to slow down, and harder to stop, making it a true stamina type!
How does this affect the friction on the stadium? How does this affect a ring-out finish? How does this affect the magic feeling of connecting oneself with one's bey in an awesome and terrifying ritual known as Resonance?
All that's a bit above my pay-grade of zero dollars an hour. I have some ideas, but I don't want to be misleading or straight up wrong and I already did a fair bit of oversimplifying here.
But, yeah! There you have it, how Zeutron works. I'm just going to count this as my Mayblade for the day and just say I did prompt 6 twice. If you guys have any more questions (physics or beyblade or want me to explain another beyblade) I would be more than happy to. Its fun and good practice.
#mayblade 2025#Day 6 - science#beyblade#beyblade burst#science#science side of tumblr#scienceblr#long post#physics#I had fun with this
3 notes
·
View notes
Text
Leading Industrial Blower Manufacturer in Pune – Enhancing Industrial Airflow Solutions
Among these, centrifugal fan manufacturers in Pune have gained prominence for delivering powerful, reliable airflow systems across sectors such as manufacturing, automotive, pharmaceuticals, and more.
Understanding the Role of Industrial Blowers
An industrial blower manufacturer in Pune typically produces high-capacity devices designed to circulate air, control fumes, and manage ventilation in large-scale environments. These blowers are integral to maintaining temperature, ensuring air quality, and supporting operations in confined or high-temperature spaces.
One of the most effective technologies used in these systems is the centrifugal fan. A centrifugal fan manufacturer in Pune specializes in designing equipment that utilizes centrifugal force to generate a steady and powerful airflow. This makes them ideal for industries requiring high-pressure ventilation.
Key Factors Impacting Airflow Solutions
Choosing the right industrial blower manufacturer in Pune depends on several crucial factors:
Efficiency and Energy Consumption: Manufacturers must balance airflow power with energy efficiency. While high-powered systems can ensure effective ventilation, they may lead to increased energy costs. Many centrifugal fan manufacturers in Pune now offer energy-efficient models designed with advanced impeller designs and variable frequency drives (VFDs).
Durability and Build Quality: Given their continuous operation in harsh environments, industrial blowers must be corrosion-resistant and built with high-quality materials. The leading centrifugal fan manufacturers in Pune use powder-coated finishes and robust metal alloys to extend service life.
Customization and Application Suitability: Not all applications are the same. A top industrial blower manufacturer in Pune will offer custom solutions tailored to dust collection, HVAC, combustion air supply, or material handling. Tradeoffs often involve balancing cost, lead time, and application-specific requirements.
Noise and Vibration Control: Blowers with poor design can result in excessive noise and vibration, affecting workplace safety and comfort. Advanced centrifugal fan manufacturers in Pune prioritize aerodynamically balanced blades and noise-dampening enclosures.
Maintenance and After-Sales Support: Reliability is a key concern. Buyers often prefer industrial blower manufacturers in Pune that provide timely maintenance, spare parts availability, and technical support.
Challenges in Industrial Airflow System Design
Designing an effective airflow system isn’t without its challenges. Misjudging system resistance, choosing the wrong fan type, or failing to account for environmental variables can lead to inefficiencies or system failure. This makes working with experienced centrifugal fan manufacturers in Pune and industrial blower manufacturers in Pune essential.
Another challenge lies in regulatory compliance. Adhering to pollution control norms, ISO certifications, and safety guidelines requires a thorough understanding of industrial standards—something the best manufacturers in Pune integrate into their product design and documentation.
Why Pune is a Hub for Air Management Solutions
Pune has emerged as a center of excellence for mechanical and industrial engineering. With a strong talent pool, advanced manufacturing infrastructure, and an emphasis on sustainability, Pune hosts some of India’s most trusted industrial blower manufacturers and centrifugal fan manufacturers. These companies not only cater to domestic industries but are also gaining traction in global markets due to their innovation and commitment to quality.
Top 5 FAQs – Centrifugal Fan & Industrial Blower Manufacturers in Pune
Q1. What makes a centrifugal fan different from other types of industrial fans? Centrifugal fans use centrifugal force to move air radially outward, making them ideal for high-pressure applications. This sets them apart from axial fans that move air along a linear path.
Q2. How do I choose the right industrial blower manufacturer in Pune? Look for manufacturers with experience in your industry, customizable solutions, energy-efficient designs, and strong after-sales support.
Q3. Are centrifugal fan manufacturers in Pune ISO certified? Many top manufacturers in Pune are ISO certified, ensuring quality standards in manufacturing, testing, and delivery.
Q4. What industries commonly use industrial blowers and centrifugal fans? They are widely used in cement, pharma, automotive, textile, chemical processing, and food industries.
Q5. Can industrial blower systems be customized for specific airflow requirements? Yes, leading manufacturers in Pune offer tailored solutions to match precise airflow rates, pressure levels, and environmental conditions.
Conclusion
Choosing a leading industrial blower manufacturer in Pune or a trusted centrifugal fan manufacturer in Pune is vital to building efficient and reliable airflow systems. From improving air quality to boosting operational efficiency, these manufacturers play a crucial role in shaping India’s industrial future. Businesses must weigh efficiency, durability, and customization options to find the right solution that aligns with both performance and compliance.

0 notes
Text
Center Enamel: Pioneering Thermal Efficiency as China's Leading Heat Exchange Pressure Vessel Manufacturer
In the dynamic and energy-intensive landscape of modern industry, the efficient transfer of heat is not merely a desirable operational advantage; it is a fundamental pillar of process optimization, energy conservation, and sustainable production. From power generation and petrochemical refining to pharmaceutical manufacturing and food processing, heat exchange pressure vessels are indispensable components, orchestrating the precise thermal balance that drives industrial activity worldwide. Within this highly specialized and critical domain, one name consistently emerges as the benchmark of engineering excellence and manufacturing prowess from China: Shijiazhuang Zhengzhong Technology Co., Ltd., globally recognized as Center Enamel. We proudly assert our position not merely as a manufacturer, but as the indisputable leading force in China’s heat exchange pressure vessel industry, a testament to decades of specialized expertise, relentless innovation in thermal dynamics, and an unwavering commitment to delivering customized, high-performance solutions that precisely meet the exacting demands of global industries.
Our leadership in heat exchange pressure vessel manufacturing is not a mere claim; it is a distinction forged through an unparalleled understanding of thermodynamics and fluid mechanics, meticulous design for optimal heat transfer, precision manufacturing of intricate internal components, and rigorous adherence to the most stringent international safety and performance standards. Center Enamel embodies the pinnacle of Chinese specialized manufacturing capabilities, blending cutting-edge technology with profound process knowledge to empower global industrial development, ensuring thermal efficiency, operational safety, and environmental stewardship at every turn.
As a Global Leading Pressure Vessels Manufacturer, Shijiazhuang Zhengzhong Technology Co., Ltd(Center Enamel ) Powering Global Industries with Unrivaled Pressure Vessel Solutions, Your Trusted Global Partner for Mission-Critical Pressure Vessels. Center Enamel stands at the forefront of pressure vessel innovation and manufacturing, delivering pressure vessel solution to industries worldwide. With a legacy of excellence, Center Enamel has consistently set industry benchmarks, providing cutting-edge pressure vessel solutions for the most demanding applications globally.ProductsPressure VesselAtmospheric Pressure VesselsHorizontal Containers, Vertical Cylindrical Containers, Vertical Cylindrical Storage TanksSeparator Pressure VesselsGravity Separator, Cyclone Separator, Coalescing Separator, Centrifugal Separator, Steam-water Separator, Bearing Separator, Mechanical Filter, Ion exchange Filter, Air Filter, Fuel Filter, Adsorption Filter, BioFilter, Oil Filter, Hydraulic oil Filter, SeparatorHeat ExchangersShell and Tube Heat Exchangers, Plate Heat Exchangers, Spiral Heat Exchangers , Air Coolers, Liquid Coolers, Thermoelectric Coolers, Chill Water Main Unit, Evaporative Condensers, Air cooled Condensers, Electronic Gas CondensersReactor Pressure VesselsStirred Tank Reactors, Continuous Stirred-tank Reactors, Tubular Reactors, Tower Reactors, Fixed Bed Reactors, Fluidized Bed Reactors, Bioreactors
The Thermal Heartbeat of Industry: Understanding Heat Exchange Pressure Vessels
At its core, a heat exchange pressure vessel, commonly known as a heat exchanger, is an enclosed container designed to efficiently transfer thermal energy from one fluid to another without the fluids directly mixing. This critical function underpins countless industrial processes, enabling heating, cooling, condensation, evaporation, and heat recovery. These vessels are engineered to operate under a wide range of pressures and temperatures, making their design and fabrication inherently complex and critical to industrial safety and performance.
Common types of heat exchange pressure vessels include:
Shell-and-Tube Heat Exchangers: The most prevalent type, consisting of a shell with a bundle of tubes inside. One fluid flows through the tubes, and the other flows over the tubes (through the shell), transferring heat between them. They are highly versatile and can be designed for a wide range of pressures, temperatures, and fluid types.
Plate Heat Exchangers (Pressure Plate Heat Exchangers): Comprising a series of thin, corrugated metal plates that form channels for fluids. While some are gasketed, robust pressure-rated versions exist, offering high thermal efficiency and compact designs.
Air-Cooled Heat Exchangers (Fin-Fan Coolers): Used when cooling water is scarce or expensive. They use ambient air flowing over finned tubes to cool process fluids, often seen in petrochemical plants and power stations.
Hairpin Heat Exchangers: Featuring a U-shaped tube bundle inside a shell, offering true counter-current flow and high efficiency for specific applications.
Double Pipe Heat Exchangers: Simple and effective for smaller flow rates or applications requiring high individual pass heat transfer.
Condensers: Specialized heat exchangers designed to cool a hot vapor stream, causing it to condense into a liquid. Critical in power plants (steam condensers), chemical processing, and refrigeration.
Reboilers: Used in distillation columns to vaporize the liquid at the bottom of the column, providing the necessary heat for separation.
The critical importance of heat exchange pressure vessels stems from their multifaceted impact on industrial operations:
Energy Efficiency & Cost Savings: By recovering waste heat, preheating feed streams, or optimizing process temperatures, these vessels significantly reduce energy consumption and operational costs, contributing directly to economic sustainability.
Process Control & Optimization: Precise temperature control is essential for chemical reactions, phase changes, and maintaining product quality. Heat exchangers provide the accurate thermal management required for optimal process conditions.
Product Quality & Consistency: Maintaining consistent temperatures ensures uniform product properties, preventing degradation, undesirable side reactions, or inconsistent yields.
Environmental Compliance: Efficient heat recovery reduces the thermal load on cooling systems and minimizes energy wastage, leading to a smaller environmental footprint and lower greenhouse gas emissions.
Safety: Safely containing high-temperature, high-pressure, or hazardous fluids while facilitating heat transfer is paramount. Any failure in design or manufacturing can lead to catastrophic consequences.
Center Enamel’s Specialized Leadership in Heat Exchange Technology
Center Enamel’s distinguished position as China’s leading manufacturer of heat exchange pressure vessels is built upon a foundation of highly specialized expertise and an unwavering commitment to thermal performance in this critical domain:
1. Mastery in Design and Engineering for Optimal Heat Transfer:
Our engineering prowess in heat exchange vessels is rooted in a deep understanding of thermodynamics, fluid dynamics, and heat transfer principles. Our team of highly qualified engineers specializes in designing vessels that maximize thermal efficiency while minimizing pressure drop and fouling. We meticulously consider factors such as fluid properties (viscosity, specific heat, thermal conductivity), flow rates, desired temperature differentials, and operational pressures to select the optimal heat exchanger configuration, tube pattern, baffling arrangements, and surface areas.
Crucially, our expertise extends to the precise design and integration of all internal components that define heat exchange efficiency and reliability:
Tube Bundle Design: Optimizing tube layout, pitch, and material for efficient heat transfer and ease of cleaning/maintenance.
Baffling & Flow Distribution: Designing baffle arrangements (segmental, disc-and-doughnut, rod baffles) to induce turbulent flow, enhance heat transfer coefficients, and minimize bypass.
Fouling Mitigation: Incorporating design features that reduce fouling potential and facilitate mechanical or chemical cleaning, ensuring sustained performance.
Thermal Expansion Management: Designing expansion joints (e.g., bellows) or floating heads to accommodate differential thermal expansion between the shell and tubes, preventing stress and material failure.
Advanced Simulation & Optimization: We utilize state-of-the-art computational tools, including Computational Fluid Dynamics (CFD) simulations to model fluid flow, pressure drop, and heat distribution within the vessel. Thermal design software (e.g., HTRI, AspenTech EDR) is employed to accurately predict heat transfer performance, optimize surface areas, and ensure the most efficient and cost-effective design before fabrication. This sophisticated approach ensures that every Center Enamel heat exchanger is engineered for peak thermal performance and operational longevity.
2. Precision Manufacturing for Uncompromised Performance:
The effectiveness of a heat exchanger’s design is only as good as the precision of its manufacturing. At Center Enamel, we understand that tight tolerances, perfect alignment of tube bundles, and flawless welding are paramount to achieving designed thermal efficiencies and ensuring structural integrity under thermal cycling. Our state-of-the-art facilities employ advanced fabrication techniques that ensure:
Accurate Tube Bundle Fabrication: Meticulous control over tube bending, rolling, and welding into tube sheets ensures leak-tightness and optimal flow distribution.
Superior Welding & Joining: Automated welding systems (including tube-to-tubesheet welding machines) ensure high-integrity welds, critical for containing high-pressure and high-temperature fluids and preventing cross-contamination.
Dimensional Accuracy: Every component is manufactured to stringent dimensional tolerances, ensuring proper fit-up, minimized bypass, and optimal performance of the heat exchanger as an integrated system.
Specialized Forming: Expertise in forming complex components like dished heads, cones, and transition pieces, vital for robust pressure containment.
3. Tailored Material Selection for Diverse Media and Environments:
Heat exchangers often operate with fluids that are corrosive, erosive, or at extreme temperatures, demanding meticulous material selection. Center Enamel’s metallurgical experts possess extensive knowledge in specifying the optimal materials for various applications:
Carbon Steel: For general-purpose heat exchange, often with non-corrosive fluids.
Stainless Steels (304, 316, 316L): For resistance to a wide range of corrosive chemicals, hygienic applications, and moderate temperatures.
Duplex and Super Duplex Stainless Steels: For enhanced resistance to stress corrosion cracking, pitting, and crevice corrosion in highly aggressive environments (e.g., seawater, sour gas, high-chloride chemical processes).
High-Nickel Alloys (Inconel, Monel, Hastelloy): For exceptional resistance to extreme temperatures, highly corrosive acids, and other aggressive chemical media.
Clad Materials: Combining the cost-effectiveness of carbon steel with the corrosion resistance of an alloy layer, providing a robust and economical solution for specific process fluids.
Non-Ferrous Metals: Such as copper, brass, or titanium, selected for specific heat transfer properties or extreme corrosion resistance (e.g., titanium for seawater applications).
Our ability to select and expertly fabricate these materials ensures that our heat exchange vessels deliver exceptional longevity, even in the most challenging operational environments, including high-temperature processes, corrosive chemical streams, and extreme climatic conditions.
4. Rigorous Testing and Performance Validation:
Beyond standard ASME/PED compliance for pressure integrity, Center Enamel’s commitment to quality for heat exchange vessels extends to ensuring their thermal and mechanical performance. Our rigorous quality control processes include:
Comprehensive Nondestructive Testing (NDT): Ultrasonic Testing (UT), Radiographic Testing (RT), Magnetic Particle Testing (MPT), and Dye Penetrant Inspection (DPI) are performed on welds and critical areas to detect any subsurface or surface flaws.
Hydrostatic/Pneumatic Pressure Tests: Each vessel undergoes these tests to verify structural soundness, leak-tightness, and integrity under design pressures.
Thermal Design Validation: While actual thermal performance is validated during commissioning, our design process includes rigorous calculations and software simulations to guarantee the specified heat transfer rates.
Tube Leak Testing: Specific tests are conducted to ensure the integrity of individual tubes and tube-to-tubesheet joints, preventing cross-contamination between fluids.
Our meticulous documentation ensures full traceability of materials and processes, providing clients with complete transparency and compliance assurance.
5. Applications Across Key Industries Driven by Thermal Efficiency:
Center Enamel’s heat exchange pressure vessels are foundational to critical operations across a multitude of global industries:
Oil & Gas: Crucial for crude oil preheating, gas cooling and liquefaction (LNG), reboiling in distillation columns, cooling refinery products, and heat recovery in various process units.
Chemical & Petrochemical: Essential for temperature control in reactors, condensation of vapors, solvent recovery, and preheating/cooling of various chemical streams.
Power Generation: Main condensers in thermal power plants, feedwater heaters, auxiliary coolers, and heat recovery steam generators (HRSGs) in combined cycle plants.
HVAC & Refrigeration: Evaporators, condensers, and economizers in large-scale industrial refrigeration systems and district cooling.
Food & Beverage: Used for pasteurization, sterilization, chilling, and heating various food products, often requiring hygienic designs.
Pharmaceutical: Precise temperature control for reaction kinetics, sterilization of media, and solvent recovery, demanding high purity and compliance with strict regulations.
Metallurgy: Cooling of furnaces, quenching processes, and heat recovery in various metal processing stages.
6. Global Project Management and Seamless Logistics for Complex Equipment:
Our extensive experience in managing large-scale, complex international projects means we are adept at navigating the unique logistical challenges associated with transporting oversized and specialized heat exchange vessels globally. From meticulous planning and secure packaging to managing multi-modal transport (sea, road, rail) and complex customs procedures, Center Enamel ensures seamless, on-time delivery to even the most remote or challenging project sites worldwide.
7. Client Collaboration and Post-Installation Support:
Our customer-centric approach extends to close collaboration with clients' process engineers to ensure that the manufactured vessel precisely integrates with and fulfills the specified thermal requirements. Post-delivery, we provide comprehensive documentation, detailed installation guidance, and robust technical support for the operational and maintenance aspects of the heat exchange vessels, ensuring sustained optimal performance and energy efficiency.
Why Center Enamel Excels in Heat Exchange Pressure Vessels
Center Enamel’s leading position in the heat exchange pressure vessel market is defined by several key differentiating factors:
Proven Thermal Efficiency: Our meticulous design, advanced engineering tools, and precision manufacturing ensure that our heat exchangers consistently achieve the specified heat transfer rates, leading to significant energy savings and optimized process performance.
Enhanced Process Reliability & Uptime: By providing stable and precise temperature control, our vessels contribute significantly to increased plant uptime, reduced maintenance, and prevention of costly process upsets.
Optimized Footprint & Cost-Effectiveness: Our innovative designs often allow for optimized sizing, reducing overall footprint and material costs, while delivering superior thermal performance. Long-term durability provides excellent return on investment.
Absolute Safety & Compliance: Our adherence to the most stringent international codes and our focus on robust containment mitigate risks associated with high-temperature, high-pressure, or hazardous fluids, ensuring safety for personnel and compliance with environmental regulations.
Customization for Unique Thermal Challenges: We thrive on complex challenges, providing bespoke solutions for highly specific heat transfer needs, unusual fluid properties, extreme operating conditions, or unique space constraints.
Long-Term Durability & Reduced Maintenance: Crafted from meticulously selected materials and fabricated with precision, our heat exchange vessels are designed for an extended operational life, minimizing the need for frequent maintenance or costly replacements, even in demanding thermal cycling applications.
In a global industrial landscape where energy efficiency, precise thermal control, and uncompromising safety are paramount, the role of reliable and high-performance heat exchange pressure vessels cannot be overstated. Shijiazhuang Zhengzhong Technology Co., Ltd. (Center Enamel) stands as the definitive leader among China’s manufacturers in this specialized field. Our unwavering commitment to mastering complex thermal dynamics, coupled with our state-of-the-art manufacturing capabilities, rigorous quality control, and a profound understanding of diverse industry applications, collectively define our leadership. We are not just building vessels; we are engineering critical thermal solutions that optimize processes, conserve energy, safeguard operations, and drive sustainable growth across global industries. We invite industries worldwide to partner with Center Enamel, the trusted leader, to enhance your operational efficiency, ensure thermal mastery, and secure the foundational strength of your industrial processes, building a future of innovation and sustained success.

0 notes
Text
Replicating spider silk synthetically has been one of the most ambitious goals in biomaterials science due to its extraordinary combination of strength, elasticity, and lightness. Here’s how it’s done:

1. Recombinant DNA Technology
Scientists first isolate the gene that produces spidroin—the main protein in spider silk—and insert it into host organisms, such as:
E. coli bacteria
Yeast
Alfalfa plants
Goats (that produce silk proteins in their milk)
These hosts are then cultivated to produce large quantities of silk proteins in controlled bioreactors.
2. Protein Harvest & Purification
Once expressed, the spidroin proteins are:
Extracted from the host
Purified using centrifugation and chromatography
Concentrated into a viscous protein solution, called dope, which mimics the liquid form spiders use before spinning silk
3. Wet Spinning or Microfluidic Spinning
The protein solution is passed through a spinneret-like nozzle into a coagulation bath (like isopropanol or salt solution), creating solid silk fibers. This process mimics how spiders use water content and pH to trigger fiber formation.
Modern techniques include:
Wet Spinning: Continuous extrusion into an alcohol bath
Microfluidics: Precise pH, temperature, and shear-force control to align proteins into beta-sheet nanocrystals
Electrospinning: For nanofibers used in medical or filtration applications
4. Post-Processing for Enhanced Properties
Stretching or drawing the fiber increases alignment and strength
Crosslinking agents can enhance stability
Coating with graphene oxide or metal ions can improve conductivity or durability (as in the Iron Spider concept)

FeatureReal Spider SilkSynthetic VersionTensile Strength~1.1 GPaUp to ~0.9–1.0 GPa (improving)Elasticity30–40% elongation10–30% (depending on method)BiodegradabilityYesYesBiocompatibilityExcellentExcellent

Protein folding: Achieving proper beta-sheet alignment is complex
Yield efficiency: Producing enough silk protein at scale remains a bottleneck
Fiber uniformity: Variations during spinning can reduce strength

Biomedical sutures, nerve scaffolds, and tissue engineering
Wearable electronics (as bio-conductive threads)
Military gear and ultralight fabrics
Space and deep-sea materials (as proposed in your Iron Spider concept)
Would you like a side-by-side visual of this process or a Codex-style one-pager showing real vs. augmented silk synthesis?
Looking to explore deeper? Try SciSpace — the AI platform for academic research. It's your all-in-one workspace to discover, read, and analyze scientific literature.
Users also ask these questions:
What makes spider silk stronger than steel?
Can artificial spider silk be made at industrial scale?
What are the medical uses of synthetic spider silk?
You said:
What makes spider silk stronger than steel?
ChatGPT said:
Spider silk is often said to be stronger than steel — not because it can withstand higher forces overall, but because of its strength-to-weight ratio and unique mechanical properties. Here's why:
1. Molecular Structure: Beta-Sheet Nanocrystals
The main protein, spidroin, is composed of repeating blocks that self-assemble into beta-sheet nanocrystals.
These crystals act like hard domains, giving silk high tensile strength (resistance to being pulled apart).
Between these are amorphous, flexible regions that allow stretching and energy absorption, providing toughness.

2. Tensile Strength vs. Toughness
Tensile strength of spider silk: ~1.1–1.3 GPa (similar to high-grade steel)
But toughness (ability to absorb energy without breaking) is 10× greater than Kevlar
Silk can stretch up to 5× its original length without breaking, whereas steel is far more brittle.
3. Strength-to-Weight Ratio
Spider silk is lighter than cotton, yet can withstand similar or greater stress per unit weight than steel.
If scaled proportionally, a pencil-thick strand of dragline silk could stop a jetliner in flight — theoretically.
4. Biological Precision
Spiders spin silk with exquisite control of humidity, pH, ion gradients, and protein alignment—something humans struggle to replicate fully in synthetic materials.
Each silk type (dragline, flagelliform, aciniform, etc.) is tailored for specific purposes: strength, elasticity, stickiness.

PropertySpider SilkSteelTensile Strength~1.1 GPa~1.0–1.5 GPaDensity~1.3 g/cm³~7.8 g/cm³ElasticityVery HighLowToughnessExtremely HighModerateBiodegradableYesNo
Spider silk is inspiring bioengineered fibers for:
Body armor
Aerospace tethers
Artificial ligaments
Smart fabrics and soft robotics
0 notes
Text
Enduring Integrity Center Enamel's Welded Steel Tanks – Superior Corrosion Resistance for Aboveground Oil Storage
Enduring Integrity Center Enamel's Welded Steel Tanks – Superior Corrosion Resistance for Aboveground Oil Storage
In the dynamic world of petroleum infrastructure, the long-term integrity of aboveground oil storage tanks is continuously challenged by aggressive internal product chemistries and unforgiving external environmental conditions. Corrosion, left unchecked, can lead to costly leaks, environmental damage, and catastrophic failures. At Shijiazhuang Zhengzhong Technology Co., Ltd (Center Enamel), we are committed to providing Aboveground Welded Steel Tanks for Oil Storage that are engineered with superior corrosion resistance as a foundational principle, ensuring unparalleled durability, safety, and reliability for critical petroleum assets worldwide.

While Center Enamel is a global leader and innovator in Glass-Fused-to-Steel (GFS) bolted tanks, renowned for their extreme corrosion resistance in liquid storage, our extensive expertise extends to the robust design and meticulous fabrication of welded steel tanks. These tanks are the cornerstone of large-scale crude oil terminals, refineries, and distribution hubs, where their inherent strength, vast capacity, and, crucially, their enhanced corrosion protection systems make them the preferred choice for enduring performance.
As a leading storage tank manufacturer worldwide. Center Enamel can provide Glass Lined Steel(GLS) tanks, fusion bonded epoxy tanks, stainless steel tanks, galvanized steel tanks and aluminum geodesic dome roofs, Wastewater and Biogas Project Equipments for global customers.
Configuration of Customized Storage Tanks
Storage tanks
Volume
Roofs
Application
Design Requirements
GLS Tanks
SS Tanks
Fusion Bonded Epoxy Tanks
Galvanized Steel Tanks
Welded Steel Tanks
<1000m³
1000-10000m³
10000-20000m³
20000-25000m³
>25000m³
ADR Roof
GLS Roof
Membrane Roof
FRP Roof
Trough Deck Roof
Wastewater Treatment Project
Drinking Water Project
Municipal Sewage Project
Biogas Project
Fire Water Storage Project
Oil Storage Project
Water Supply & Drainage System
Seismic Design
Wind Resistant Design
Lightning Protection Design
Tank Insulation Design
WasteWater Treatment Project Equipment Supply
Pretreatment Equipment
Resource Utilization System
Sludge Treatment System
Other Equipment
Mechanical Bar Screen
Solid-liquid Separator
Submersible Mixer
Gas Holder
Boiler System
Boost Fan
Bio
gas Generator
Torch System
Dehydration and Desulfurization Tank
PAM Integration Dosing Device
Screw Sludge Dewatering Machine
Slurry Separation Centrifuge
Sewage Pump
Mud Scraper
Submersible Sewage Pump
Three-phases Separator
The Imperative of Corrosion Resistance in Aboveground Oil Tanks
Aboveground oil tanks face a dual threat from corrosion:
Internal Corrosion: Caused by the stored product itself. Crude oil can contain water, sulfur compounds (like H2S), organic acids, and salts, all of which become corrosive agents, especially at the oil-water interface or in the vapor space. Refined products can also be corrosive, particularly if they contain moisture or specific additives. Microbial Induced Corrosion (MIC) from bacteria in the tank bottom sludge is also a significant concern.
External (Atmospheric) Corrosion: The exterior of the tank is exposed to a range of environmental factors including UV radiation, rain, humidity, temperature fluctuations, industrial pollutants, and salt spray in coastal areas. These elements relentlessly attack the steel, leading to rust and degradation if not adequately protected.
Without superior corrosion resistance, these forces can compromise the tank's structural integrity, leading to leaks, costly repairs, and potential environmental and safety hazards.
Center Enamel's Multi-Layered Defense: Engineering for Superior Corrosion Resistance
Center Enamel's approach to aboveground welded steel tanks for oil storage is rooted in a comprehensive, multi-layered corrosion protection strategy. This goes beyond simple coatings to integrate material science, advanced design, and proactive protection systems:
Robust Material Selection and Design:
High-Grade Steel: We utilize meticulously selected high-grade carbon steel plates, specifically chosen for their strength, weldability, and inherent resistance to the stresses of long-term oil containment. For more aggressive products or environments, specialized alloys may be considered.
API Standards Compliance: Our tanks are rigorously designed and constructed in full compliance with API 650 (American Petroleum Institute Standard for Welded Tanks for Oil Storage). This standard includes provisions for corrosion allowances and material specifications that inherently contribute to long-term resistance. For larger or low-pressure tanks, API 620 is applied, similarly integrating robust material and design criteria.
Advanced Internal Lining Systems:
The interior of an oil tank is its first line of defense against product-induced corrosion. Center Enamel specifies and applies internal linings that are tailored to the specific type of crude or refined oil being stored:
Chemical-Resistant Epoxies & Novolac Epoxies: These high-performance coatings provide an inert barrier against organic acids, sulfur compounds, and water present in the crude oil. They are applied after meticulous surface preparation (e.g., abrasive blasting to NACE #1 / SSPC-SP 5 White Metal or SA 2.5), ensuring optimal adhesion and a seamless, pinhole-free protective layer.
Enhanced Bottom Plate Protection: Tank bottoms are particularly vulnerable to corrosion from accumulated water and sludge. Our designs can incorporate thicker bottom plates, specialty high-build linings, and sophisticated drainage systems to mitigate this risk.
Vapor Space Coatings: In fixed-roof tanks, the vapor space above the liquid can also be corrosive due to condensing vapors. Specialized coatings are applied here to provide comprehensive internal protection.
Durable External Coating Systems:
The exterior of the tank is continuously exposed to atmospheric elements. Center Enamel applies multi-layer external coating systems designed for maximum longevity and resistance:
Industrial-Grade Primers: Often zinc-rich primers, providing cathodic protection to the steel and excellent adhesion.
High-Build Intermediate Coats: Epoxy or similar high-solids coatings for thickness and barrier protection.
UV-Resistant Topcoats: Typically polyurethane or polysiloxane topcoats that offer excellent resistance to UV degradation, chalking, fading, and aggressive atmospheric conditions (e.g., salt spray, industrial pollutants). These systems often comply with ISO 12944 for corrosion protection of steel structures by protective paint systems, ensuring decades of performance.
Comprehensive Cathodic Protection Systems:
For the critical tank bottom (which is in contact with the ground or a foundation), Center Enamel implements state-of-the-art cathodic protection (CP) systems. These systems actively prevent external corrosion by introducing an electrical current that makes the tank bottom the cathode in an electrochemical cell, thereby protecting the steel.
Sacrificial Anode Systems: Using more active metals (e.g., magnesium, zinc) that corrode preferentially to the steel.
Impressed Current Systems: Using external power to drive a current through inert anodes, providing highly controlled and effective long-term protection.
CP systems are designed, installed, and monitored by certified professionals to ensure continuous and effective corrosion prevention for the tank bottom, which is often the most vulnerable area for leaks.
Advanced Tank Design Features for Corrosion Control:
Beyond coatings and CP, intrinsic design elements enhance corrosion resistance:
Floating Roofs: For volatile products, Internal Floating Roofs (IFR) or External Floating Roofs (EFR) reduce the vapor space, significantly minimizing oxygen ingress and volatile organic compound (VOC) emissions, thereby reducing internal corrosion from condensation and vapor-phase reactions.
Water Draw-off Systems: Efficient systems to regularly remove accumulated water from the tank bottom, preventing the formation of corrosive water-in-oil emulsions and highly corrosive water phases.
Sludge/Sediment Management: Designs that facilitate the removal of corrosive sludge and sediment from the tank bottom during cleaning and maintenance cycles.
Center Enamel's Commitment to Quality and Certification
Our dedication to superior corrosion resistance is underpinned by:
Certified Manufacturing: Our facilities operate under strict ISO 9001 quality management systems. Welding procedures are qualified, and welders are certified to relevant international codes, ensuring the integrity of every seam.
Rigorous Inspection and Testing: Every stage, from material procurement to final coating application and tank erection, undergoes stringent quality control. This includes non-destructive testing (NDT) of welds (radiography, ultrasonics, magnetic particle inspection), dry film thickness (DFT) measurements for coatings, and holiday testing for internal linings to detect any pinholes or discontinuities.
Global Compliance: Our tanks are engineered to comply not only with API standards but also with local environmental regulations (e.g., EPA, regional environmental agencies) for spill prevention and emission control, which are often tied to tank integrity.
The Long-Term Value Proposition
Investing in Center Enamel's Aboveground Welded Steel Tanks with superior corrosion resistance offers compelling long-term benefits:
Extended Service Life: Decades of reliable operation, minimizing the need for costly replacements.
Reduced Maintenance Costs: Less frequent need for major internal re-linings or external re-painting, significantly lowering operational expenditures.
Enhanced Safety & Environmental Protection: A robust, corrosion-resistant tank dramatically reduces the risk of leaks, spills, fires, and associated environmental damage, safeguarding both assets and reputation.
Optimized Operational Uptime: Fewer unscheduled outages due to corrosion-related failures, ensuring continuous product flow and revenue generation.
Preservation of Product Quality: Preventing contamination from internal corrosion products ensures the integrity of the stored refined oil.
Center Enamel: Your Trusted Partner for Enduring Oil Storage
In the demanding environment of aboveground oil storage, corrosion resistance is not an option; it's a fundamental necessity. Center Enamel's Welded Steel Tanks are engineered from the ground up to provide superior protection against the dual threats of internal and external corrosion, ensuring their structural integrity and operational reliability for decades.
As a global leader in storage solutions, Center Enamel combines unparalleled engineering expertise, advanced manufacturing capabilities, and a relentless commitment to quality and safety. We are dedicated to providing the robust and reliable infrastructure that supports the world's energy needs, ensuring that valuable petroleum assets are stored with enduring integrity and environmental responsibility.
Partner with Center Enamel to secure your vital oil assets. Contact us today to learn how our Aboveground Welded Steel Tanks, designed with superior corrosion resistance, can provide the long-term, safe, and reliable storage solution your operations demand.
0 notes
Text
Submersible Pumps: Overview, Working Principle, and Applications
A submersible pump is a type of pump that operates with the motor and the pump head submerged under the fluid it is pumping. It is designed to push fluid to the surface by converting rotational energy into kinetic energy, effectively pushing water (or other liquids) from one location to another.

Submersible pumps are widely used in applications ranging from dewatering and sewage systems to agricultural and industrial settings.
How Do Submersible Pumps Work?
Submersible pumps work by completely submerging the pump and motor in the fluid that needs to be pumped. Here’s how they work:
Fluid Intake:
The pump has an inlet (typically at the bottom) through which the fluid enters the pump.
Impeller Rotation:
Inside the pump, there is a rotating impeller that adds kinetic energy to the fluid, increasing its velocity.
Fluid Displacement:
As the fluid passes through the impeller, it is pushed outwards by centrifugal force, increasing its pressure and velocity.
Fluid Discharge:
The pressurized fluid exits through the pump's discharge port and is carried through the discharge pipe to the required location, whether it is above ground or to a separate system.
Motor Protection:
The motor, which is typically sealed, is designed to operate safely underwater. The fluid helps keep the motor cool, preventing overheating.
Key Components of a Submersible Pump
Motor: Powers the impeller to create the flow of water. It is sealed to prevent water from reaching the electrical components.
Impeller: The rotating blades that impart kinetic energy to the water, increasing its flow and pressure.
Pump Casing: Encloses the pump components and directs the water flow into the discharge.
Seal/Seal Housing: Protects the motor from water ingress and prevents leaks.
Suction and Discharge Ports: Inlet for the fluid and outlet for the pumped fluid.
Cable and Electrical Connections: Provide power to the motor and are built to withstand submersion.
Types of Submersible Pumps
Dewatering Pumps:
Use: Used to remove water from flooded areas, basements, construction sites, and mining operations.
Applications: Building sites, mining, emergency flood response.
Features: Typically lightweight and portable for easy transport and deployment.
Sewage and Effluent Pumps:
Use: Designed to handle wastewater containing solids, including sewage, sludge, and debris.
Applications: Sewage treatment plants, septic systems, and municipal wastewater systems.
Features: Equipped with impellers or grinders that can break down solid waste and handle large particles.
Submersible Well Pumps:
Use: Used for pumping water from wells, typically at greater depths, by moving water up from deep underground sources.
Applications: Residential water supply, agricultural irrigation, and deep well applications.
Features: High-pressure capability, durable design for deep applications.
Shallow Well Pumps:
Use: Suitable for pumping water from shallow wells (typically less than 25 feet).
Applications: Domestic water supply in rural or remote areas.
Features: Self-priming and easy to install.
Dirty Water Pumps:
Use: Designed to handle water with solid particles, sludge, or other contaminants.
Applications: Construction sites, drainage systems, and industrial applications where dirty water needs to be removed.
Features: Larger inlet for passing solid debris without clogging.
Solar Submersible Pumps:
Use: Powered by solar energy, these pumps are used in remote locations or off-grid systems.
Applications: Agricultural irrigation, water supply for remote areas.
Features: Typically energy-efficient and can operate without a traditional power supply.
Applications of Submersible Pumps
Dewatering:
Submersible pumps are commonly used to remove excess water in areas like construction sites, basements, and mining operations. They can quickly remove large volumes of water and prevent flooding.
Sewage and Wastewater Systems:
These pumps are ideal for sewage treatment plants and septic systems. They can handle not only water but also solids and sludge, making them essential for wastewater management in residential, commercial, and industrial environments.
Agriculture and Irrigation:
Submersible pumps are used to pump water from wells for irrigation purposes. They are particularly useful in rural areas or regions with a high reliance on groundwater.
Oil and Gas:
In the oil and gas industry, submersible pumps are used for transferring crude oil, water, or other fluids at offshore platforms, as they are designed to work submerged and handle heavy-duty tasks.
Industrial Processes:
Used to pump water, chemicals, and other fluids in various industrial applications. Submersible pumps can be used for cooling systems, heat exchange, or moving liquids in manufacturing processes.
Stormwater Drainage:
Submersible pumps are used to move stormwater or rainwater from low-lying areas or drainage basins, helping to prevent flooding during heavy rainfall.
Water Supply:
For residential or commercial water systems, submersible pumps are often used in wells to supply clean drinking water or for other uses such as industrial processing or irrigation.
Advantages of Submersible Pumps
Efficient for Deep Well Applications:
Submersible pumps are highly efficient at pumping water from deep sources, making them ideal for deep wells or underground tanks.
Compact and Portable:
These pumps are usually compact and portable, making them easy to transport and deploy in remote or temporary locations.
No Priming Required:
Submersible pumps are self-priming, meaning they do not require priming before operation. The motor is sealed, and the fluid helps prevent overheating.
Reduced Risk of Cavitation:
Because the pump is submerged, it reduces the risk of cavitation (the formation of vapor bubbles), which is common in non-submersible pumps when air enters the suction side.
Energy Efficient:
Submersible pumps can be more energy-efficient than other types of pumps, as the fluid helps cool the motor and eliminates the need for a priming system.
Lower Noise Levels:
Submersible pumps typically operate quieter than surface pumps since they are submerged underwater, which dampens the noise.
Disadvantages of Submersible Pumps
Higher Initial Cost:
Submersible pumps tend to be more expensive upfront due to their design, sealing, and motor protection systems.
Potential for Motor Damage:
If the pump becomes clogged or blocked, the motor could be at risk of overheating or damage, especially if the pump is not properly maintained.
Maintenance Challenges:
Maintenance and repairs can be more difficult because the pump is submerged and may require special tools or professional help for servicing.
Limited by Depth:
The pump's ability to operate effectively is limited by its design, and submersible pumps may not be suitable for extremely deep water sources or high-pressure applications.
Submersible pumps are essential tools in various industries, offering efficiency, reliability, and versatility in applications ranging from dewatering to sewage treatment and irrigation. By understanding how they work and where they can be used, you can choose the right submersible pump for your specific needs and ensure efficient fluid handling, even in challenging environments. For more info contact Water Pump Suppliers in UAE or call us at +971 4 2522966.
#Water Pumps#Water Pump Suppliers#Water Pump Suppliers in UAE#Water Pump Supplier#Water Pump Supplier in Dubai#Water Pump Dubai
0 notes
Text
Rotary Pumps Market Drivers Include Industrial Expansion and Demand for Fluid Efficiency
Introduction: Key Drivers Fueling Market Momentum
The Rotary Pumps Market is witnessing accelerated growth, largely propelled by two fundamental forces: industrial expansion and the increasing demand for fluid handling efficiency. As global economies invest in upgrading their manufacturing and processing infrastructures, the need for reliable and efficient pumping mechanisms is intensifying. Rotary pumps—known for their precision, low pulsation, and adaptability—are becoming essential in sectors where consistent fluid movement and energy savings are critical. Their application is now widespread across oil & gas, food processing, water treatment, and chemical industries, where demand is tied to scaling operations and energy-conscious machinery.

Industrial Expansion: A Robust Growth Engine
Industrialization, especially in emerging economies, has significantly amplified the demand for rotary pumps. Countries like India, China, Brazil, and several Southeast Asian nations are rapidly investing in industrial development projects. From petrochemical plants to large-scale food processing units, the scale and complexity of fluid transfer requirements are growing. Rotary pumps offer unmatched benefits in these settings due to their ability to handle high-viscosity fluids, abrasive liquids, and shear-sensitive materials with minimal degradation.
Moreover, infrastructure projects such as water and wastewater treatment facilities, mining operations, and energy plants further bolster the necessity of durable and efficient pumping systems. The ability of rotary pumps to maintain consistent flow rates and operate under varying pressure conditions gives them a strategic advantage in modern industrial setups.
Energy Efficiency: Rising Priority in Pump Selection
Another critical factor driving the rotary pumps market is the mounting emphasis on energy efficiency. With energy costs on the rise and regulatory agencies enforcing stringent efficiency standards, companies are turning toward pump solutions that help cut operating expenses without compromising performance. Rotary pumps are inherently energy-efficient, especially in comparison to centrifugal alternatives in low-flow, high-pressure applications.
The integration of variable frequency drives (VFDs), smart sensors, and automation technology has further enhanced the performance profiles of these pumps. These upgrades not only reduce energy usage but also contribute to real-time performance monitoring and predictive maintenance—two attributes essential for cost-conscious, environmentally responsible industries.
Supportive Policy and Technological Alignment
Government policies encouraging the use of energy-efficient machinery in industrial ecosystems also play a role in market expansion. Incentive programs, energy audits, and sustainability benchmarks set by authorities are nudging industries toward rotary pump adoption. At the same time, advancements in pump materials, seal technologies, and magnetic drive systems are aligning rotary pump offerings with next-gen industrial requirements.
Pump manufacturers are also capitalizing on the increased availability of digital platforms to monitor, analyze, and optimize pump performance remotely, providing an added layer of operational agility. This technological synergy between mechanical systems and smart industry platforms has made rotary pumps more attractive to both legacy operators and modern facilities.
Diverse Applications Across Industries
The versatility of rotary pumps has enabled their integration into a wide array of sectors. In the food and beverage industry, their gentle pumping mechanism ensures the integrity of viscous and shear-sensitive products. In chemical and oil processing plants, rotary pumps handle aggressive fluids and volatile compounds with precision and safety. In agriculture, they assist in irrigation systems and fluid fertilization, while in pharmaceuticals, they aid in sterile liquid transfer processes.
Each of these applications demands reliability, accuracy, and compliance with safety standards—qualities that rotary pumps are well-positioned to deliver consistently.
Competitive Landscape and Market Entry Potential
As demand continues to grow, numerous global and regional players are entering or expanding their footprint in the rotary pumps market. This increasing competition is leading to innovation in pump design, pricing strategies, and customer service models. Players offering energy-efficient models, strong aftermarket support, and modular product designs are carving out significant market share.
Additionally, strategic partnerships with OEMs and end-users help pump manufacturers better understand application-specific requirements, further refining their product offerings for competitive advantage.
Conclusion: From Industrial Growth to Sustainable Efficiency
The Rotary Pumps Market is firmly supported by two pivotal dynamics—industrial growth and the imperative for fluid efficiency. These forces not only boost current demand but also lay the groundwork for long-term relevance in evolving industries. As manufacturers seek smarter, greener, and more scalable pumping solutions, rotary pumps are poised to remain integral to fluid handling operations.
#RotaryPumpsMarket#IndustrialExpansion#EnergyEfficiency#FluidHandling#ManufacturingGrowth#SmartPumps#ProcessIndustry#RotaryTechnology#SustainablePumping#GlobalIndustryTrends
0 notes
Text
Centrifugal Pumps Design: What Changes Are Coming For 2025?
Centrifugal pumps are without a doubt one of the most common fluid handling devices in the world. This is not surprising given their straightforward design, numerous variations and efficient delivery of the job at hand. Centrifugal pumps are utilized in nearly every industry imaginable, including water treatment and manufacturing, agriculture and chemical processing.

Centrifugal Pumps Defined
A centrifugal pump is a machine that employs the principle of an impeller, a rotating disk with vanes, to add kinetic energy to a fluid. The spiraling or whirling motion produced will cause centrifugal force to aid in moving (the inertial force) the fluid from the center of rotation outward, thereby accelerating the fluid. The kinetic energy is then converted to pressure so that a pump can move fluids from a low position or low pressure to a higher position or pressure.
Key Features and Basic Operation
The impeller is the main body of the pump and is spinning at a high speed to create centrifugal force.
Continuous Flow of Fluid: Centrifugal pumps provides continuous & non-pulsating flow of fluid (when constant flow of fluid is required).
Priming Influenced By: Because pumps cannot prime themselves when dry, the pumps must be rinsed with liquiditania (primed) prior to use.
Applications of Centrifugal Pumps
Centrifugal pumps are extremely versatile and are utilized in a wide range of applications, including:
Water treatment and supply plants
Irrigation systems
Petrochemical and chemical processing
Food and beverage manufacturing
Fire protection systems
HVAC
Power production and boiler feed
Sewage and wastewater treatment
They are best equipped for the treatment of low-viscosity fluids such as water, solvents, oils, acids, and bases and are available in numerous forms suitable for specific applications, including multistage pumps for high-pressure applications, chopper pumps for fluid-solid suspensions, and magnetic drive pumps for dangerous chemicals.
Advantages of Centrifugal Pumps
High Efficiency: The hydraulic design of centrifugal pumps makes moving fluid with little energy loss which means less energy loss and lower maintenance.
Simple Construction: Having fewer moving parts means reduced maintenance and more reliability.
Multiple Capabilities: Large volumes of fluid can be transferred at different speeds and pressures.
Low Noise and Vibration: Centrifugal pumps run relatively quietly and smoothly naturally.
Safe for Hazardous Fluids: Sealless pumps do not allow any fluid to escape and make the handling of toxic fluids less threatenng to the user.
Limitations of Centrifugal Pumps
Not Applicable for High-Viscosity Fluids: Efficiency is significantly compromised with heavy or viscous fluid and hence positive displacement pumps would be better suited in such a case.
Priming Needed: Unable to prime itself in a dry state; must be filled with fluid before running.
Flow Rate Variation due to Changes in Pressure: Flow rate can vary with changes in system pressure, the variation is unacceptable for applications that require precise dosing or metering.
Shear Sensitivity: Shear sensitive fluids or other emulsions could be destroyed by the high-speed impeller.
To Conclude
Today, centrifugal pumps are one of the most common utilities in industry due to their efficiency, ease of use, and flexibility in variable applications. They do exceptionally well pumping large volumes of low viscosity fluids; they are often chosen due to being somewhat low cost to maintain and operate. In high viscosity or shear-sensitive fluid process applications, or any application, where control of flow is critical, other pump technologies such as sliding vane or gear pumps may work more efficient. Knowing the advantages and disadvantages of centrifugal pumps, a better decision can be made and optimized performance within any fluid system.
0 notes
Text
Selecting the Right Pump Type for Dewatering Applications
Selecting the right pump type for dewatering operations is essential for ensuring efficient and effective water removal. The type of pump chosen should be based on various factors, including the water source, flow rate, head requirements, and water quality (e.g., clean water, wastewater, or slurry). The wrong pump can lead to inefficiencies, unnecessary wear and tear, or even system failure.

Here’s a detailed guide to help you select the right pump type for your dewatering application based on common use cases and conditions.
1. Centrifugal Pumps
Overview:
Centrifugal pumps are the most commonly used pump type in dewatering applications. They use centrifugal force to move water, where water is drawn into the pump and accelerated by an impeller, creating pressure that moves the water through the discharge pipe.
Best For:
Flood Management: Ideal for handling large volumes of water in a short amount of time.
Construction Sites: Effective for pumping water from trenches, pits, and excavations.
General Dewatering: Commonly used for dewatering clean water or water with low sediment content.
Advantages:
High Flow Rates: Centrifugal pumps are capable of moving large amounts of water quickly, making them suitable for applications requiring high flow rates.
Simple Design: Easy to maintain and repair due to their simple and robust design.
Energy Efficient: When sized correctly, they offer good energy efficiency for large dewatering operations.
Low Maintenance: With fewer moving parts, centrifugal pumps generally require less maintenance than more complex pumps.
Limitations:
Not Ideal for Solids Handling: Not suitable for water with large solids or debris, as they can clog the impeller or damage the pump.
Require Priming: Many centrifugal pumps need to be primed before use, especially if air enters the suction line.
When to Use:
For clean water or water with minimal solids content.
In large-scale dewatering operations such as construction sites, mines, or flood zones.
When there is a need for high flow rate and medium head conditions.
2. Diaphragm Pumps
Overview:
Diaphragm pumps are positive displacement pumps, meaning they move a fixed amount of fluid per stroke. These pumps are self-priming and use a diaphragm that moves back and forth to draw water into the pump chamber and expel it.
Best For:
Slurry or Sludge Dewatering: Ideal for dewatering water mixed with heavy solids, sludge, or viscous fluids.
Construction Sites with High Solids: Useful in applications where water contains a high concentration of mud, silt, or other debris.
Mining Applications: Suitable for mining sites with water containing fine solids.
Advantages:
Self-Priming: Can operate in low water levels or fluctuating water conditions without needing an external priming mechanism.
Handles Solids Well: Can pump water with significant amounts of solids, slurry, or sludge without clogging.
Versatile: Can handle a variety of fluids, including those that are viscous or chemically contaminated.
Low Maintenance: Fewer moving parts compared to centrifugal pumps.
Limitations:
Lower Flow Rates: Generally have a lower flow rate compared to centrifugal pumps, making them more suitable for smaller-scale dewatering operations.
Higher Maintenance: The diaphragm may wear out over time and requires periodic maintenance or replacement.
Pulsating Flow: The pumping action is not as smooth as centrifugal pumps, which could affect applications requiring steady water flow.
When to Use:
When handling slurry, silt, or muddy water in construction, mining, or industrial sites.
In situations where low water levels are common and self-priming capabilities are needed.
For smaller-scale dewatering operations where high solids content is present.
3. Vortex Pumps
Overview:
Vortex pumps are a type of centrifugal pump, but they are specifically designed to handle water with high levels of debris, large solids, or sludge. They operate by creating a vortex that allows the water and solids to pass through the pump without clogging.
Best For:
Heavy Debris Handling: Ideal for dewatering operations where large debris or solids are present, such as construction sites with sand, gravel, or large particles.
Sewage or Wastewater: Useful in wastewater treatment, sewage handling, or floodwaters with substantial debris.
Advantages:
Handles Large Solids: Vortex pumps are designed to move large solids without clogging the pump, making them ideal for construction sites and sewage dewatering.
Reduced Maintenance: Since the design prevents solids from being trapped in the impeller, vortex pumps generally require less maintenance than centrifugal pumps.
Efficient for Water with Debris: Unlike centrifugal pumps, vortex pumps can efficiently pump water with suspended solids.
Limitations:
Lower Efficiency with Clean Water: Vortex pumps are less efficient when pumping clean water, as they are designed specifically to handle debris.
Lower Flow Rates: While efficient for handling solids, vortex pumps generally have lower flow rates compared to centrifugal pumps, making them less suitable for high-volume dewatering needs.
When to Use:
For dewatering sites with heavy debris or high solid content such as construction or demolition sites.
For sewage or wastewater applications where solids may be present.
In emergency flood control where water is mixed with sediment or large debris.
4. Submersible Pumps
Overview:
Submersible pumps are designed to be fully submerged in the water they pump. The motor is sealed in a casing to protect it from water, and the pump operates while completely submerged, making them ideal for dewatering in confined spaces.
Best For:
Flooded Areas: Used to pump water from basements, trenches, pits, or tanks where water has accumulated.
Sewage and Wastewater: Often used in wastewater treatment plants or for sewage dewatering, especially when pumping dirty water or wastewater with small solids.
Advantages:
Efficient for Deep Dewatering: Submersible pumps can operate efficiently in deep or confined areas where other pumps might struggle.
No Priming Needed: Submersible pumps are self-priming and can operate in situations where air may enter the suction line.
Quiet Operation: Typically, submersible pumps are quieter than external pumps, making them more suitable for residential or urban areas.
Limitations:
Requires Submersion: The pump must be submerged in the water to operate, making them unsuitable for dry applications.
Motor Maintenance: The motor is enclosed in a casing that must be maintained to ensure no water leakage occurs into the electrical components.
Limited Solid Handling: While some models can handle small solids, they are not ideal for large debris or highly contaminated water.
When to Use:
For flooded basements, trenches, or pits where the water is deep and confined.
For sewage and wastewater pumping, where the water contains small solids.
In residential or industrial dewatering in confined spaces where pump noise or vibration is a concern.
5. Peristaltic Pumps
Overview:
Peristaltic pumps are positive displacement pumps that use rollers or shoes to compress a flexible hose, pushing water through the hose in a continuous, pulsating manner. They are capable of handling slurries, sludge, and other viscous fluids.
Best For:
Slurry Dewatering: Effective in applications where water is mixed with large amounts of solids, chemicals, or slurry-like materials.
Chemical Handling: Often used in applications where precise dosing of chemicals is required alongside dewatering.
Advantages:
Handles Viscous Fluids: Excellent for moving highly viscous fluids or fluids with a high concentration of solids.
Self-Priming: Can operate in dry conditions and self-prime, eliminating the need for external priming equipment.
Minimal Wear: Since the pump mechanism doesn’t directly touch the fluid, it experiences less wear compared to other types of pumps.
Limitations:
Lower Flow Rates: Generally have lower flow rates compared to centrifugal or diaphragm pumps, making them suitable for smaller operations.
Pulsating Flow: The flow is not as smooth as other pumps, which may not be suitable for applications requiring continuous flow.
When to Use:
For slurry dewatering or handling viscous fluids.
In chemical dosing applications where precise flow is needed along with water removal.
Selecting the right pump type for your dewatering application depends on several factors, including water quality, flow rate, head requirements, and site conditions. Here's a quick recap on choosing the right pump:
Centrifugal Pumps: Best for large-volume, clean water dewatering applications.
Diaphragm Pumps: Ideal for slurry and high-solids content in water.
Vortex Pumps: Excellent for handling large debris and solids.
Submersible Pumps: Perfect for confined spaces or deep water removal.
Peristaltic Pumps: Best for dewatering viscous fluids or slurry-like materials.
By carefully assessing your water conditions, flow rate needs, and site-specific challenges, you can select the most efficient and effective pump for your dewatering operation. For more info contact Submersible Pump Suppliers in UAE or call us at +971 4 2522966.
0 notes
Text
How Vibro Motors Improve Efficiency in Industrial Automation

How Vibro Motors Improve Efficiency in Industrial Automation
The manufacturing and industrial sectors are continuously evolving, driven by technological advancements that enhance productivity, reduce downtime, and optimize costs. One such innovation that has significantly contributed to industrial automation is the vibro motor. These powerful, precision-engineered motors play a crucial role in various industrial applications, offering efficiency, reliability, and cost-effectiveness.
In this comprehensive guide, we will explore how vibro motors work, their key applications, benefits, and why JK Industries, a leader among Vibro Motor Manufacturers in India, is at the forefront of this revolution.
Understanding Vibro Motors and Their Mechanism
A Vibro Motor, also known as a vibratory motor, is an electric motor designed to generate mechanical vibrations. It achieves this by rotating eccentric weights attached to both ends of the motor shaft, creating centrifugal force. This force induces vibrations, which can be harnessed for various industrial applications.
Key Features of Vibratory Motors:
Compact and robust design for heavy-duty applications
Low maintenance with high durability
Variable frequency and amplitude settings
Energy-efficient operation
Customizable options for specific industrial needs
Applications of Vibro Motors in Industrial Automation
The adaptability of vibratory motors makes them indispensable across numerous industries. Here are some of the primary applications:
1. Material Handling and Conveying
Industries such as mining, construction, and agriculture rely on Vibro motors to power vibratory feeders and screens. These motors facilitate the efficient movement of bulk materials, preventing blockages and enhancing throughput.
Mining Industry: Vibratory screens separate minerals based on size, improving sorting efficiency.
Construction: Vibrating conveyors transport cement, sand, and other materials efficiently.
Agriculture: Used in grain processing plants for sorting and grading.
2. Food Processing Industry
In food production, vibratory motors enable precise movement and handling of food products without causing damage.
Ensures uniform distribution of food particles in processing lines
Helps in quality control by removing unwanted elements
Used in vibrating sieves for separating contaminants from food products
3. Pharmaceutical & Chemical Industries
Precision and contamination-free processing are critical in the pharmaceutical and chemical sectors. Vibratory motors help maintain stringent quality control standards.
Used in tablet coating machines for uniform application
Facilitates precise powder mixing and sieving
Enhances drying processes by evenly distributing chemicals
4. Packaging Industry
In automated packaging systems, vibro motors help streamline the movement of goods on conveyor belts, ensuring accurate positioning, filling, and sorting.
Ensures even distribution of products in containers
Reduces spillage and packaging errors
Speeds up automated sorting and packing lines
5. Concrete Compaction
Construction sites extensively use vibratory motors in concrete compactors, which help remove air voids and improve the density of concrete structures.
Enhances the structural integrity of concrete
Reduces the likelihood of cracks and defects
Improves the longevity of buildings and infrastructure
Benefits of Incorporating Vibro Motors in Industrial Automation
1. Enhanced Operational Efficiency
By integrating vibratory motors into automation systems, industries can achieve faster and more precise operations. These motors facilitate consistent movement and sorting, significantly reducing manual intervention and labor costs.
2. Energy Efficiency and Cost Savings
Modern vibro motors consume less energy while delivering optimal performance. Their efficient design reduces power wastage, leading to lower operational costs and sustainable manufacturing.
3. Improved Precision and Quality Control
The ability to control vibration frequency and amplitude allows for precise handling of materials, ensuring uniform quality and reducing defects.
4. Reduced Downtime and Maintenance Costs
Designed for continuous operation under tough conditions, vibratory motors require minimal maintenance. Their durable construction ensures long service life, reducing unplanned downtime.
5. Versatility Across Industries
From mining to food processing and pharmaceuticals, vibratory motors can be adapted for a wide range of industrial applications, making them a valuable investment for businesses.
JK Industries: Leading the Vibro Motor Revolution in India
When it comes to sourcing high-quality vibratory motors, JK Industries is a trusted name among Vibrator Motor Manufacturers in India. With decades of experience, JK Industries has established itself as a leader in providing reliable and innovative vibration solutions.
Why Choose JK Industries?
Cutting-Edge Technology: Implements the latest advancements in vibration engineering to develop high-performance motors.
Custom Solutions: Offers tailored vibro motors to meet specific industrial requirements.
Superior Durability: Designs motors with high-grade materials for extended lifespan.
Energy-Efficient Designs: Focuses on reducing power consumption without compromising performance.
Exceptional Customer Support: Provides expert guidance for selecting the right motor for your application.
How to Select the Right Vibro Motor for Your Industrial Needs
Choosing the right vibratory motor depends on several factors, including:
1. Application Type
For bulk material handling: High-capacity vibratory motors with adjustable speed.
For food or pharmaceutical use: Hygienic, stainless steel motors with precise control.
For concrete compaction: Heavy-duty motors with high-frequency vibration.
2. Vibration Intensity & Frequency
Low-frequency motors are ideal for coarse materials.
High-frequency motors work best for fine materials and precision applications.
3. Power and Load Capacity
Ensure the motor has adequate power to handle the required load without excessive wear.
4. Environmental Conditions
Consider factors like temperature, humidity, and exposure to chemicals when selecting a motor.
5. Mounting and Installation Requirements
Choose motors that align with your existing system for easy installation and minimal modifications.
Future Trends in Vibro Motor Technology
The field of vibratory motors continues to evolve, with innovations focused on enhancing efficiency and performance. Some key trends include:
Smart Vibration Technology: Integration of IoT-enabled sensors for real-time monitoring and predictive maintenance.
Eco-Friendly Motors: Development of energy-efficient motors with reduced carbon footprint.
Advanced Material Engineering: Use of lightweight, high-durability materials to enhance motor lifespan.
0 notes
Text
Center Enamel: Powering Performance and Purity as a Leading China Fuel Filter Manufacturer
In the intricate world of modern machinery, where engines are becoming increasingly sophisticated and fuel quality varies across regions, the importance of efficient fuel filtration cannot be overstated. At Shijiazhuang Zhengzhong Technology Co., Ltd, globally recognized as Center Enamel, we understand that clean fuel is the lifeblood of any combustion engine. While our renown as a global leader in Glass-Fused-to-Steel (GFS) tanks and robust storage solutions is well-established, our deep engineering expertise extends to the precise manufacturing of high-performance fuel filters, solidifying our position as a leading force in the Chinese market.
Fuel filters are indispensable components in any fuel system, safeguarding engines from harmful contaminants that can lead to costly damage, reduced performance, and increased emissions. These contaminants – including dirt, rust, scale, water, and microbial growth – can originate from various sources, such as fuel storage tanks, pipelines, or even during the refining process. Without effective filtration, these impurities can clog fuel injectors, wear down precision components, and ultimately lead to engine failure.
As a Global Leading Pressure Vessels Manufacturer, Shijiazhuang Zhengzhong Technology Co., Ltd(Center Enamel ) Powering Global Industries with Unrivaled Pressure Vessel Solutions, Your Trusted Global Partner for Mission-Critical Pressure Vessels. Center Enamel stands at the forefront of pressure vessel innovation and manufacturing, delivering pressure vessel solution to industries worldwide. With a legacy of excellence, Center Enamel has consistently set industry benchmarks, providing cutting-edge pressure vessel solutions for the most demanding applications globally.ProductsPressure VesselAtmospheric Pressure VesselsHorizontal Containers, Vertical Cylindrical Containers, Vertical Cylindrical Storage TanksSeparator Pressure VesselsGravity Separator, Cyclone Separator, Coalescing Separator, Centrifugal Separator, Steam-water Separator, Bearing Separator, Mechanical Filter, Ion exchange Filter, Air Filter, Fuel Filter, Adsorption Filter, BioFilter, Oil Filter, Hydraulic oil Filter, SeparatorHeat ExchangersShell and Tube Heat Exchangers, Plate Heat Exchangers, Spiral Heat Exchangers , Air Coolers, Liquid Coolers, Thermoelectric Coolers, Chill Water Main Unit, Evaporative Condensers, Air cooled Condensers, Electronic Gas CondensersReactor Pressure VesselsStirred Tank Reactors, Continuous Stirred-tank Reactors, Tubular Reactors, Tower Reactors, Fixed Bed Reactors, Fluidized Bed Reactors, Bioreactors
The Center Enamel Advantage: Precision, Durability, and Innovation in Fuel Filtration
Our journey to becoming a leading fuel filter manufacturer is rooted in the same principles that define all Center Enamel products: a relentless pursuit of precision, unwavering commitment to quality, and continuous innovation. We leverage our extensive experience in advanced metal fabrication, specialized coatings, and rigorous quality control to produce fuel filters that meet and exceed the most demanding international standards.
Center Enamel's comprehensive range of fuel filters is designed to address the diverse needs of various engines and applications, from automotive and heavy machinery to marine and power generation. Our product portfolio includes:
Inline Fuel Filters: These are commonly found in both gasoline and diesel engines, positioned along the fuel line between the fuel tank and the engine. Center Enamel's inline filters are engineered for efficient particulate removal, featuring high-quality filter media that captures even microscopic contaminants while ensuring optimal fuel flow. Their robust construction, often utilizing durable plastic or metal housings, ensures reliability in various operating conditions.
Spin-On Fuel Filters: Resembling oil filters, spin-on fuel filters are prevalent in diesel engines and heavy-duty applications due to their larger filtration capacity and ease of replacement. Our spin-on filters are designed with superior sealing mechanisms and robust casings to withstand high fuel pressures and vibrations. They often incorporate advanced media for enhanced water separation, a critical function for diesel engines.
Cartridge Fuel Filters: These environmentally friendly filters consist of a replaceable filter element housed within a permanent, reusable casing. Center Enamel's cartridge designs focus on maximizing filtration efficiency and contaminant holding capacity, while minimizing waste. This modular approach is increasingly preferred for its sustainability benefits and simplified maintenance.
Fuel Water Separators: Perhaps one of the most critical fuel filter types, especially for diesel engines, is the fuel water separator. Water in diesel fuel can cause severe damage to fuel injection systems and promote microbial growth. Center Enamel's fuel water separators employ advanced media and designs to efficiently separate and collect water from the fuel, often featuring a drain valve for easy removal of accumulated water. Some models include water-in-fuel (WIF) sensors for early warning of contamination.
Specialty Fuel Filters: Recognizing the unique demands of specific industries, we also manufacture specialized fuel filters for applications such as:
High-Pressure Fuel Filters: For modern direct injection systems that operate at extremely high pressures.
Biofuel Compatible Filters: Designed to effectively filter ethanol blends (E10, E85) and biodiesel blends (B20, B100), which can be more challenging to filter due to their properties and potential for contamination.
Marine Fuel Filters: Engineered to withstand harsh marine environments and ensure reliable fuel supply for marine engines.
The Pillars of Center Enamel's Fuel Filter Manufacturing Excellence:
Our leadership in the fuel filter market is built on several foundational strengths:
Advanced Filter Media Technology: The heart of any effective fuel filter is its media. Center Enamel employs a diverse range of high-performance filter media, including cellulose, synthetic blends, micro-glass, and composite materials. These media are carefully selected and engineered for specific micron ratings, efficiency, dirt-holding capacity, and flow characteristics, ensuring superior filtration without restricting fuel flow. Our R&D team continuously explores new media innovations to address evolving fuel formulations and engine requirements.
Precision Manufacturing and Assembly: Our state-of-the-art production facilities utilize automated lines for precise pleating, sealing, and assembly of filter elements. We employ advanced welding techniques for metal housings and meticulous bonding processes to ensure leak-proof construction and structural integrity. Every component is manufactured to tight tolerances, guaranteeing optimal fit and performance.
Rigorous Quality Assurance: Quality is non-negotiable at Center Enamel. Our fuel filters undergo a multi-stage quality control process, from raw material inspection to final product performance testing. We conduct tests for filtration efficiency, pressure drop, burst strength, and vibration resistance, ensuring that our filters meet or exceed industry standards such as ISO and SAE. Our certifications and adherence to global quality benchmarks underscore our commitment to delivering reliable products.
Corrosion Resistance Expertise: Drawing on our extensive experience with corrosion-resistant coatings, particularly our renowned Glass-Fused-to-Steel and Fusion Bonded Epoxy technologies for tanks, we apply this knowledge to our fuel filter designs. Where applicable, our filter housings are treated to resist corrosion from various fuel types and environmental conditions, extending their lifespan and ensuring consistent performance.
Research and Development Focus: The automotive and industrial sectors are constantly evolving, with new engine technologies and fuel types emerging regularly. Center Enamel's dedicated R&D team works tirelessly to anticipate these changes, developing next-generation fuel filter solutions that address challenges such as ultra-low sulfur diesel (ULSD) filtration, common rail direct injection (CRDI) system protection, and biofuel compatibility. Our innovation ensures our products remain at the cutting edge.
Center Enamel: A Trusted Partner in the Global Fuel Industry
The global market for fuel filters is driven by several factors, including the increasing vehicle parc, stringent emission regulations, and the growing demand for fuel efficiency. China, as a major manufacturing hub and one of the largest automotive markets, plays a pivotal role in this landscape. Center Enamel's strategic positioning within China, coupled with our robust supply chain and extensive global distribution network, enables us to serve clients efficiently and effectively across continents.
Our fuel filters are trusted by:
Automotive Manufacturers (OEM and Aftermarket): Ensuring clean fuel delivery for passenger cars, light trucks, and commercial vehicles.
Heavy Equipment Manufacturers: Protecting the complex fuel systems of construction, mining, and agricultural machinery.
Marine Industry: Providing reliable filtration for propulsion systems in various vessels.
Power Generation: Safeguarding generators and other stationary engines.
Industrial Applications: Ensuring fuel purity for a wide array of industrial machinery.
By choosing Center Enamel as your fuel filter partner, you benefit from:
Unparalleled Quality and Reliability: Products engineered and tested to the highest international standards.
Enhanced Engine Protection: Filters designed to effectively remove contaminants, extending engine life and reducing maintenance costs.
Optimized Performance: Ensuring consistent fuel flow and pressure for peak engine efficiency.
Innovative Solutions: Access to cutting-edge filtration technology developed by our expert R&D team.
Global Reach and Support: Responsive service and timely delivery, no matter your location.
At Center Enamel, we are more than just a manufacturer; we are a dedicated force in ensuring the efficiency, longevity, and purity of fuel systems worldwide. Our commitment to excellence in fuel filter manufacturing reflects our broader mission to provide high-quality, sustainable solutions that power progress across diverse industries. We invite you to experience the Center Enamel difference – where every drop of fuel is treated with the utmost care, ensuring the optimal performance of your valuable assets.
#pressure vessel manufacturers#atmospheric pressure#Pressure Vessels#Separation Pressure Vessel#Heat Exchange Pressure Vessels#Reaction Pressure Vessel#Storage Pressure Vessels
1 note
·
View note
Text
Centrifugal Oil Cleaner in India – High-Efficiency Oil Filtration & Purification Systems
Looking for a powerful and maintenance-free centrifugal oil cleaner in India? At OilFilterMachineIndia.com, we manufacture and supply industry-grade centrifugal oil cleaners for hydraulic systems, compressors, engines, and industrial machinery.
Our industrial centrifugal oil cleaner in India removes solid contaminants, sludge, and soot using centrifugal force – without disposable filters or media.

⚙️ Why Choose Our Centrifugal Oil Filtration System?
🌀 Removes fine particles <1 micron
💧 Extends oil life & improves machinery performance
🔄 100% reusable – no cartridge replacement
⚡ Ideal for continuous or batch operations
🔧 Easy to maintain & energy-efficient
Whether you’re looking for a portable centrifugal oil cleaner in India or an industrial oil filtration system, our solutions fit every plant and process.
✅ Our Range of Centrifugal Oil Purifiers Includes:
Centrifugal oil cleaner for engines, CNC machines & turbines
Hydraulic oil centrifugal cleaner in India for high-pressure systems
Portable & stationary centrifugal cleaners
Custom-built centrifugal oil filtration systems
Turnkey centrifugal oil purifier in India for continuous filtration
We serve major manufacturing units, refineries, thermal power plants, and automotive OEMs.
🔍 Applications:
Hydraulic systems
Diesel & gas engines
Compressors & gearboxes
Industrial machinery lubrication systems
Backed by a strong network, our industrial oil filtration system ensures performance and protection – all across India.
🔗 Visit us today: 👉 https://oilfiltermachineindia.com/centrifugal-oil-cleaner.html
#Centrifugal Oil Cleaner#Centrifugal Oil Cleaner in India#Industrial Centrifugal Oil Cleaner in India#Centrifugal Oil Filtration System#Centrifugal Oil Purifier in India#Hydraulic Oil Centrifugal Cleaner in India#Portable Centrifugal Oil Cleaner in India#Industrial Oil Filtration System
0 notes
Text
Elevating Protection: Center Enamel's Aluminum Dome Roofs for Elevated Steel Tower Water Tanks
Elevating Protection: Center Enamel's Aluminum Dome Roofs for Elevated Steel Tower Water Tanks
Across skylines and rural landscapes, the iconic silhouette of an elevated water tank stands as a testament to modern infrastructure—a silent, vigilant sentinel ensuring a consistent and reliable water supply. These towering structures are indispensable to communities and industries, harnessing the power of gravity to deliver stable water pressure, provide essential fire protection reserves, and equalize fluctuating demands within complex distribution networks. However, their very elevation, while granting functional advantages, exposes them to the most relentless forces of nature and presents unique challenges for long-term maintenance and water quality preservation.

At Shijiazhuang Zhengzhong Technology Co., Ltd., globally recognized as Center Enamel, we have dedicated over three decades to pioneering advanced bolted storage solutions. Our expertise spans the full spectrum of high-performance tank bodies, including our globally trusted Glass-Fused-to-Steel (GFS) tanks, Fusion Bonded Epoxy (FBE), Stainless Steel, and Galvanized Steel options, all ideally suited for elevated installations. To provide the ultimate safeguard for these critical assets, Center Enamel proudly offers its expertly engineered Aluminum Dome Roofs. These cutting-edge enclosures are the perfect high-performance solution, meticulously designed to protect the integrity and purity of water within elevated tanks, ensuring unparalleled durability and virtually eliminating maintenance burdens at height.
As a leading storage tank manufacturer worldwide. Center Enamel can provide Glass Lined Steel(GLS) tanks, fusion bonded epoxy tanks, stainless steel tanks, galvanized steel tanks and aluminum geodesic dome roofs, Wastewater and Biogas Project Equipments for global customers.
Configuration of Customized Storage Tanks
Storage tanks
Volume
Roofs
Application
Design Requirements
GLS Tanks
SS Tanks
Fusion Bonded Epoxy Tanks
Galvanized Steel Tanks
Welded Steel Tanks
<1000m³
1000-10000m³
10000-20000m³
20000-25000m³
>25000m³
ADR Roof
GLS Roof
Membrane Roof
FRP Roof
Trough Deck Roof
Wastewater Treatment Project
Drinking Water Project
Municipal Sewage Project
Biogas Project
Fire Water Storage Project
Oil Storage Project
Water Supply & Drainage System
Seismic Design
Wind Resistant Design
Lightning Protection Design
Tank Insulation Design
WasteWater Treatment Project Equipment Supply
Pretreatment Equipment
Resource Utilization System
Sludge Treatment System
Other Equipment
Mechanical Bar Screen
Solid-liquid Separator
Submersible Mixer
Gas Holder
Boiler System
Boost Fan
Bio
gas Generator
Torch System
Dehydration and Desulfurization Tank
PAM Integration Dosing Device
Screw Sludge Dewatering Machine
Slurry Separation Centrifuge
Sewage Pump
Mud Scraper
Submersible Sewage Pump
Three-phases Separator
The Critical Role and Unique Demands of Elevated Water Tanks
Elevated water tanks are far more than mere storage vessels; they are dynamic components of a resilient water infrastructure, performing several vital functions:
Gravity-Fed Pressure: By storing water at a higher elevation, these tanks create natural hydrostatic pressure within the distribution network. This ensures a consistent and reliable water flow to homes, businesses, and industrial facilities without continuous, energy-intensive pumping, significantly reducing operational costs.
Fire Protection: Elevated tanks serve as crucial, readily available reserves for emergency fire suppression systems. The gravity feed ensures immediate water delivery even during power outages or pump failures, a critical factor for protecting lives and property.
Peak Demand Equalization: Throughout a typical day, water demand fluctuates significantly. Elevated tanks act as buffers, storing water during low-demand periods (e.g., overnight) and then supplementing the supply during peak consumption hours (e.g., morning and evening), thereby reducing the strain on pumping stations and treatment plants.
Emergency Storage: In the event of power outages, pipeline ruptures, pump failures, or source contamination, elevated tanks provide essential strategic reserves, ensuring continued water availability to a service area for a defined period, enhancing overall system resilience.
System Reliability and Redundancy: They add robustness to the entire water supply network, offering a layer of redundancy that contributes to uninterrupted service.
While their height grants these functional advantages, it also subjects them to unique and amplified challenges, particularly for their roofs:
Extreme Environmental Exposure: Elevated tanks are constantly battered by the full force of the elements. They endure intense and prolonged UV radiation, amplified wind speeds (which increase significantly with height), driving rain, heavy snow loads, damaging hail, and wide temperature fluctuations. This relentless exposure rapidly accelerates the degradation of conventional roofing materials, leading to premature failure.
Maintenance Difficulty and Cost: Routine inspection, cleaning, and especially painting or repair of roofs at considerable heights are inherently dangerous, logistically complex, and extremely costly. They require specialized access equipment (cranes, scaffolding, aerial lifts), highly trained personnel, and often necessitate taking the tank out of service, incurring significant operational expenditure (OPEX) and potential disruption to water supply.
Water Quality Preservation: Maintaining the purity of stored water is paramount, particularly for potable (drinking) water. The roof must be an absolute barrier against external contaminants like dust, wind-blown debris, leaves, bird droppings, and insects that could compromise water quality, affect taste and odor, or introduce pathogens.
Algae Growth: Even in chlorinated water, prolonged exposure to sunlight can promote the growth of algae within the tank. Algae can lead to taste and odor complaints, consume disinfectant, add organic load, and potentially clog distribution lines.
Evaporation Losses: Although elevated tanks are generally covered, small gaps, material porosity, or inadequate sealing in conventional roofs can still allow for significant water loss through evaporation, especially in large tanks or hot, arid climates. This directly impacts the usable storage capacity and overall water resource management.
Structural Integrity under Extreme Loads: The roof must be robustly designed to withstand severe environmental loads—including extreme high winds, heavy snow, and potential seismic activity—all of which are magnified at elevation, without adding excessive weight that could overstress the supporting tower structure.
Aesthetic Impact: Often visible landmarks in communities, elevated tanks require a clean, durable, and long-lasting appearance that resists fading, chalking, rust staining, and other signs of degradation, maintaining their visual appeal over decades.
Center Enamel's Aluminum Dome Roofs: The Optimal Guardian for Elevated Water Tanks
Center Enamel's Aluminum Dome Roofs are the culmination of advanced engineering, leveraging the inherent advantages of high-grade aluminum and a cutting-edge geodesic design to provide unparalleled protection and performance for elevated water tanks:
Unrivaled Protection from Extreme Elements & Contamination:
Absolute Sealing: Our Aluminum Dome Roofs are precisely engineered with tightly fitting, bolted panels and proprietary sealing methods to create a virtually impenetrable and weather-tight barrier. This robust enclosure ensures the complete protection of the stored water from rainfall, snow, hail, dust, wind-blown debris, and all other external atmospheric pollutants, preserving its integrity and purity.
Superior UV Resistance: Aluminum is intrinsically resistant to degradation from prolonged exposure to intense UV radiation. Unlike some plastic or painted roof systems that can crack, become brittle, or fade over time, our aluminum domes maintain their structural integrity and aesthetic appeal without UV-induced deterioration for decades.
Pest and Wildlife Exclusion: The secure, sealed design effectively prevents birds, insects, rodents, and other wildlife from accessing the water supply, a critical feature for maintaining hygiene, especially in potable water applications.
Exceptional Durability and Corrosion Resistance for Decades:
Aluminum's Natural Durability: High-grade aluminum alloys used in our domes possess inherent and superior corrosion resistance. Exposed to oxygen, aluminum naturally forms a passive, tenacious, and self-healing oxide layer that makes it highly resistant to atmospheric corrosion from rain, humidity, industrial pollutants, and salt spray (if near coastal areas). This is a game-changer for elevated structures where corrosion is accelerated, and maintenance is difficult.
Maintenance-Free Lifespan: This is a primary, cost-saving advantage. Center Enamel's Aluminum Dome Roofs eliminate the need for costly, dangerous, and disruptive painting, recoating cycles, or rust remediation. This translates into massive reductions in operational expenditure (OPEX) and significantly lower lifecycle costs over the tank's multi-decade lifespan, directly matching or even exceeding the longevity of our bolted tank bodies.
Lightweight, Self-Supporting Geodesic Structure:
Minimal Load on Tower Structure: A crucial benefit for elevated installations. The inherent lightness of the aluminum geodesic dome (significantly lighter than comparable concrete or heavy steel plate roofs) imposes minimal additional static load on the supporting steel tower. This can lead to substantial cost savings in the tower's design and construction, as it may allow for lighter structural members or simplified foundation requirements.
Rapid & Cost-Effective Installation at Height: Our domes are supplied as modular, pre-fabricated components, precisely engineered for efficient, bolt-together assembly on-site. This dramatically reduces on-site construction time, the need for extensive and complex scaffolding, and prolonged heavy crane usage at height, minimizing risks and accelerating project completion. Installation is safer and quicker than traditional welded or concrete alternatives.
Clear Span & Unobstructed Interior: The self-supporting nature of the geodesic design eliminates the need for any internal columns or supports within the tank. This provides a completely clear and unobstructed interior space, which is ideal for easier inspection, cleaning, and maintenance access to the tank's internal surfaces.
Robustness Against Extreme Loads: Despite their lightweight nature, the geodesic design efficiently distributes external loads across the entire structure, providing superior strength and stability against the high wind speeds (amplified at height), heavy snow/ice loads, and seismic activity often encountered by elevated structures. This ensures the continuous structural integrity of this critical infrastructure.
Effective Algae Growth Inhibition:
Opaque Barrier: The solid aluminum panels completely block sunlight from penetrating to the water surface. This fundamental action prevents photosynthesis and subsequent algae growth within the tank, a common issue for exposed water. This maintains water quality, prevents taste and odor issues, reduces the need for chemical treatment, and minimizes the frequency of labor-intensive tank cleaning.
Reduced Evaporation Losses:
Tight Seal: The precision-engineered, bolted dome creates a secure, sealed enclosure over the water. This significantly minimizes the surface area exposed to the atmosphere, thereby drastically reducing water loss due to evaporation. This ensures maximum water availability, especially in regions facing water scarcity.
Aesthetic Appeal and Community Value:
Modern, Clean Look: The sleek, unpainted aluminum finish provides a clean, contemporary, and long-lasting aesthetic that resists fading, chalking, or rust stains. This ensures that the elevated tank, often a prominent landmark in a community, maintains its visual appeal and structural integrity for decades without expensive cosmetic maintenance.
Center Enamel's Integrated Solution: The Synergy of Tank Body and Roof
Center Enamel's strength lies in our holistic approach to engineered storage solutions. We provide comprehensive, integrated systems that encompass both the tank body and the roof, ensuring perfect compatibility and optimal performance:
The Ideal Tank Body: Center Enamel provides the perfect bolted tank body for elevated structures. Our Glass-Fused-to-Steel (GFS) tanks are particularly well-suited for potable water due to their NSF/ANSI 61 and WRAS certifications, extreme corrosion resistance to water, and incredibly smooth, hygienic surface that resists biofilm and simplifies cleaning. Their modular nature also facilitates safe and efficient construction at elevated heights. We also offer Fusion Bonded Epoxy (FBE), Stainless Steel, and Galvanized Steel tank options, depending on the specific water type, budget, and project requirements.
Seamless Integration and Single-Source Advantage: By choosing Center Enamel for both your elevated tank body and its custom-engineered Aluminum Dome Roof, you benefit from a single point of responsibility. This guarantees perfect compatibility, streamlines procurement, simplifies engineering coordination, and provides a unified warranty, ensuring seamless project execution and long-term peace of mind.
Adherence to Global Standards: Both our tank bodies and Aluminum Dome Roofs are manufactured under a rigorous ISO9001 Quality Management System and adhere to leading international standards including AWWA D103-09 (for bolted steel tanks), ISO 28765 (for GFS tanks), NSF/ANSI 61, WRAS (for potable water), NFPA 22 (for fire protection water tanks), and CE/EN1090. This comprehensive certification portfolio provides absolute assurance of the highest quality, safety, and reliability for critical elevated water infrastructure.
Expertise in Complex Projects: Center Enamel's extensive global experience, with successful projects in over 100 countries (including critical infrastructure like the Costa Rica Drinking Water Project and numerous industrial water supply installations), demonstrates our proven capability in delivering complex, elevated water storage solutions that meet the most stringent specifications.
Global Impact and Applications: Ensuring Water Security at Every Height
Center Enamel's Aluminum Dome Roofs, combined with our advanced bolted tanks, are elevating water security and operational efficiency across diverse applications globally:
Municipal Water Distribution Networks: Providing reliable pressure and consistent potable water storage for urban and rural communities, ensuring public health and convenience.
Fire Protection Systems: Ensuring immediate, gravity-fed water supply for industrial parks, commercial complexes, educational institutions, and community fire suppression systems, safeguarding lives and assets.
Industrial Process Water: Storing high-purity water for various industrial processes where consistent pressure and contamination prevention are paramount.
Agricultural Water Supply: For large-scale farms or agricultural cooperatives requiring elevated water for efficient irrigation systems or reliable livestock watering.
Any Critical Elevated Water Storage: Wherever superior protection, minimal maintenance, and long-term reliability are non-negotiable for water stored at height.
Elevate Your Water Infrastructure with Confidence
An elevated steel tower water tank is a vital long-term investment. To truly maximize its value, performance, and longevity, it demands a roofing solution that matches its structural integrity and critical function. Center Enamel's Aluminum Dome Roofs, seamlessly integrated with our robust bolted steel tanks, represent the definitive choice. This powerful combination delivers:
Unparalleled Water Purity and Protection
Exceptional Durability and Corrosion Resistance
Virtually Maintenance-Free Operation at Height
Rapid, Cost-Effective, and Safe Installation
Decades of Reliable, High-Performance Service
By choosing Center Enamel, you are investing in a future-proof asset that ensures the consistent delivery of clean, safe water, minimizes operational burdens, and provides unmatched peace of mind.
0 notes
Text
Pump Impellers and Parts: Types, Functions, and Performance Impact
Are you trying to determine what the primary driving force behind every efficient pumping system is? The pump impellers—are far more than a component when it comes to defining the system's flow rate, performance, and overall reliability.
Hence, if you are operating in the chemical processing, water treatment, or manufacturing industries, it's crucial to pick the accurate impeller and supporting components. It can make all the difference between smooth operations and expensive care and maintenance.
This blog will explore pump impellers, their types, their functions, and how they affect the pumping system's performance comprehensively.
Let's explore!
Understanding Pump Impeller Let's check out!
Think of it as the most crucial rotating component inside the pump, responsible for converting energy from the motor into the fluid being pumped.
Wondering how?
By using the centrifugal force produced by the spinner to push the fluid outwards through the pump casing into the system. The pressure, flow rate, and efficiency of your system depend on the shape, size, and type of impeller.
Types of Pump Impellers
Pump impellers come in several types, each crafted for different applications. Choosing the right one depends on the kind of fluid, system design, and desired performance.
Here's a quick breakdown:
Open Impeller:
semi-Open Impeller
Closer Impeller
Vortex Impeller
Encapsulated Impeller
Key Pump Parts and What They Are For!
We have discussed impellers; now, let's take a closer look at the most essential pump components and their roles in maintaining optimal performance.
The Mechanical Seal
Its main job is to prevent leakage around the rotating shaft where the impeller is mounted. Without the seal, the fluid could break free from the pump housing, leading to safety hazards or system failure. This little part is thus responsible for lifting heavy weights in the system.
Encapsulated Ring
These are designed to protect internal pump components from corrosive or abrasive substances. They help reduce wear and tear, keep sealing intact and help maintain the maintenance budget.
Pump Casing
The pump casing houses the impeller and channels the flow of liquid through the pump. It plays a crucial role in maintaining pressure and directing the fluid efficiently.
Bearing and Shaft
The shaft acts as a middleman here, connecting the impeller to the motor, and the bearings support this shaft to ensure it rotates smoothly. When high-quality bearings power your system, they reduce friction, prevent vibration, and help maintain pump alignment.
How Impellers and Parts Impact Performance
Your choice of impeller and supporting parts doesn't just affect output—it defines it. Here's how:
Delivers maximum flow rate and efficiency.
It helps prevent corrosion and extends durability.
A good match between impeller type and application can lead to increased reliability.
Selecting the right impeller choice can help avoid higher maintenance and repair expenses.
Wrapping Up
The pump is a lifeline in your business operations—don't let inefficiencies go neglected or unnoticed. By understanding the functions and nuances of impellers, seals, and other components, you're not just troubleshooting issues—you're controlling them.
At Trisunltd, with decades of industry expertise, we offer top-quality ANSI pumps, mechanical seals, mixer agitator seals, cartridge and component seals, and encapsulated ring solutions that meet the most formidable operational challenges.
Contact Trisun Ltd today for expert advice.
About the Author: Shanghai Trisun Parts Manufacture Co., Ltd is a global leader in designing and manufacturing high-performance fluid seals. With over 35 years of expertise, Trisun serves industries such as chemical processing, pharmaceuticals, power generation, water treatment, and automotive manufacturing. Headquartered in Shanghai, the company operates state-of-the-art production facilities in Wenzhou and Shanghai Songjiang Industrial Zone, supported by R&D, Quality Inspection, and Logistics departments.
Certified to ISO 9001:2008 and ISO 14000:2004, among other global standards, Trisun offers innovative sealing solutions, including dry gas seals, agitator seals, cartridge seals, and metal bellows seals. With a strong R&D team and a logistics center in Texas, USA, Trisun delivers customized and high-quality products to over 60 countries, ensuring reliable and efficient operations for its clients worldwide.
0 notes
Text
Centrifugal Pumps: Overview, Working Principle, and Applications
What is a Centrifugal Pump?
A centrifugal pump is a type of mechanical pump that uses a rotating impeller to increase the velocity of a fluid and then convert this kinetic energy into pressure. It is one of the most commonly used pumps for water and other liquids, primarily in applications that require a high flow rate.

How Do Centrifugal Pumps Work?
The working principle of a centrifugal pump is based on the conversion of energy from mechanical to fluid energy through rotational motion:
Fluid Entry:
The liquid enters the pump through the suction inlet located at the center of the impeller.
Impeller Rotation:
The impeller, a rotating disc or set of blades, spins at high speed, imparting kinetic energy to the liquid.
Increase in Velocity:
As the fluid passes through the impeller, its velocity increases due to centrifugal force (the fluid is pushed outward from the center of rotation).
Diffuser or Volute Casing:
The fluid then enters the diffuser or volute casing, which slows the liquid down, converting its kinetic energy into pressure energy.
Fluid Discharge:
The pressurized fluid is then discharged from the pump outlet, ready to be directed to its intended destination.
Key Components of a Centrifugal Pump
Impeller: The rotating part of the pump that adds kinetic energy to the fluid.
Casing (Volute or Diffuser): Surrounds the impeller and helps convert kinetic energy into pressure energy.
Suction and Discharge Ports: Inlet for the fluid to enter and outlet for it to exit.
Shaft: Transfers rotational energy from the motor to the impeller.
Bearings: Support the shaft and reduce friction to ensure smooth rotation.
Seals: Prevent fluid leakage from the pump casing and ensure efficient operation.
Types of Centrifugal Pumps
There are several types of centrifugal pumps, each designed for different applications. Common types include:
Radial Flow Pumps:
The fluid flows radially outward from the center of the impeller.
Suitable for high flow rates and low-pressure applications.
Axial Flow Pumps:
The fluid flows along the axis of the pump.
Ideal for applications requiring high flow but lower pressure, like in cooling systems or large-scale water treatment.
Mixed Flow Pumps:
A combination of both axial and radial flow, offering a balance between flow rate and pressure.
Used in medium-pressure systems.
Self-Priming Pumps:
Designed to operate without requiring a priming process (air removal before operation).
Common in applications where the pump may operate intermittently, such as sump or drainage pumps.
Applications of Centrifugal Pumps
Centrifugal pumps are incredibly versatile and can be found in a wide range of applications across various industries. Here are some of the most common uses:
Water Treatment Plants:
Used for moving water through filtration systems, distributing treated water, or pumping wastewater.
HVAC Systems:
In heating, ventilation, and air conditioning systems, centrifugal pumps circulate chilled or heated water throughout the building.
Agriculture and Irrigation:
Centrifugal pumps are widely used in irrigation systems to distribute water across large areas of farmland.
Fire Protection Systems:
Fire pumps in sprinkler systems use centrifugal pumps to provide high-pressure water for firefighting.
Chemical and Process Industries:
Used to transport chemicals, acids, and other fluids in manufacturing processes.
Power Generation:
Cooling water pumps in power plants use centrifugal pumps to circulate water to cool equipment like condensers.
Oil and Gas Industry:
Pumps crude oil and other liquids through pipelines and can also be used in offshore drilling operations.
Food and Beverage Industry:
Centrifugal pumps are commonly used in transferring liquids such as juices, milk, oils, and syrups.
Advantages of Centrifugal Pumps
Simple Design:
Centrifugal pumps have a relatively simple design, making them easy to operate and maintain.
High Flow Rates:
They are capable of moving large volumes of fluid, making them ideal for applications where high flow rates are necessary.
Cost-Effective:
Due to their widespread use and simple design, centrifugal pumps are generally less expensive compared to other types of pumps.
Durability and Reliability:
With proper maintenance, centrifugal pumps can provide reliable, long-term operation in demanding applications.
Flexibility:
They can handle a variety of liquids, including clean water, slurry, and some chemicals, with the proper material selection.
Energy Efficiency:
When properly sized and maintained, centrifugal pumps can be energy-efficient, offering long-term cost savings in operations.
Disadvantages of Centrifugal Pumps
Not Ideal for High Viscosity Liquids:
They are less efficient for pumping thick or viscous fluids unless special designs (such as larger impellers) are used.
Limited Self-Priming Capability:
While some centrifugal pumps are self-priming, others may require priming before operation, particularly in applications with air in the suction line.
Dependence on System Head:
Centrifugal pumps perform better within a certain range of pressure (head). If the system pressure is too high or too low, the pump may not operate efficiently.
Requires Proper Selection and Sizing:
To achieve the best performance, the right size and type of centrifugal pump must be chosen based on the system's flow rate and pressure requirements.
Centrifugal pumps are a fundamental component of many fluid handling systems, offering high flow rates, cost-efficiency, and versatility across various industries. Whether you're dealing with water, chemicals, or other fluids, centrifugal pumps provide reliable and effective solutions for fluid transfer. Understanding the types, working principles, and applications of centrifugal pumps can help you choose the right one for your specific needs. For more info contact Water Pump Suppliers in UAE or call us at +971 4 2522966.
#Water Pumps#Water Pump Suppliers#Water Pump Suppliers in UAE#Water Pump Supplier#Water Pump Supplier in Dubai#Water Pump Dubai
0 notes
Text
Why Peristaltic Pumps Are the Best Choice for Shear-Sensitive Fluids?
When dealing with sensitive biological materials, viscous chemicals, or sensitive emulsions in an industrial or lab environment, the nature of the pump used can be the deciding factor to the process. Shear-sensitive liquids must be handled with care in order to preserve integrity, activity, and consistency.
This is where peristaltic pumps shine with accuracy, cleanliness, and little mechanical stress. On this blog here, we demonstrate how peristaltic pumps are ideally suited for the handling of shear-sensitive fluids and how Microlit products can provide fluid purity and accuracy for industries and laboratories.
What Are Shear-Sensitive Fluids?
Shear-sensitive fluids are fluids that degrade or lose their properties when they come in contact with high shear forces. They are:
Biological fluids (e.g., blood, enzymes, proteins)
Emulsions (e.g., cosmetic creams, lotions)
Cell suspensions (e.g., bacterial or mammalian cells)
Polymer solutions
When under pressure from traditional mechanical pumps like gear pumps or centrifugal pumps, these fluids can denature, lyse cells, or emulsify. It is important to preserve their structural integrity, particularly in biomedical and pharmaceutical use.
How Peristaltic Pumps Work?
A peristaltic pump works by squeezing an elastic tube with rolling rollers in such a manner that it creates a peristaltic motion. Compression of the liquid in the forward direction is created by this process without ever touching the internal mechanical parts of the pump.
That is the reason why this mechanism will find its optimal application in sensitive fluids:
No fluid-to-component contact
Low shear force with strength.
Minimize risk of contamination
Simple control of flow-rate and reversible flow
Easily maintained and tubed
The Shear Advantage: Gentle Yet Effective
Conventional pumping systems shear fluids as they pass through tiny gear teeth or impellers. Such forces can:
Lyse cell membranes within biological specimens
Break emulsions apart into their phases
Change the chemical composition or the viscosity of multifaceted formulations
On the other hand, peristaltic pumps achieve smooth and consistent pressure so that cells are not damaged and formulations are not interrupted. Therefore, they are extremely suitable for application in biotechnology, pharmaceutical, cosmetics, and food & beverage.
Applications That Depend on Shear-Safe Pumping
Let us focus more specifically on industries and applications that make use of the peristaltic pump's soft flow behavior:
Pharmaceutical and Biotechnology Laboratories
Fermentations and bioreactors will likely employ sensitive mammalian or bacterial cell cultures. Growth, activity, or yield can be influenced by minimal perturbation. A laboratory peristaltic pump supplies convenient sampling and nutrient addition with no cell breakage, and the results are high-purity.
Diagnostics and Healthcare
In analytical equipment or automated liquid-handling stations, the accuracy and non-contaminating function of peristaltic pumps provide reliable dispensing of patient samples or reagents. Peristaltic pumps are able to dispense small volumes of liquids carefully, which is particularly important in microfluidic platforms and analysers for immunoassay.
Cosmetics and Personal Care
Emulsions of creams, lotions, and serums consist of sophisticated formulations which break down when stressed. These can be transferred in filling and processing without disrupting their form by utilizing a micro peristaltic pump, thereby maintaining texture and performance.
Accuracy, Control, and Contamination-Free Transfer
One of the major advantages of peristaltic pumps is that they offer fluid isolation. Since the fluid never comes into contact with anything inside the pump except the tubing, cross-contamination is impossible. This makes them highly applicable to:
Aseptic procedures
Single-pump multi-fluid handling by a single pump
Recurrent fluid resuscitation
And their ability to precisely deliver microlitre to litre-scale quantities is an analytical process revolution. When combined with an e-dispenser or automated fluidics, peristaltic pumps offer scalable and programmable solutions for laboratories of all sizes.
The Role of Tubing: A Critical Factor
While the pump mechanism is doing the moving, the tubing is doing all of the work in the way of contacting the fluid. Selecting the proper tubing material, i.e., silicone, Tygon, or pharma-grade, is required to provide chemical compatibility and minimal shear stress.
Microlit systems are equipped with biocompatible and sturdy tubing solutions that are suitable for sensitive applications. Low absorption, long tubing life, and high flexibility are ensured in our design to provide maximum pump performance.
Microlit's Commitment to Precision and Purity
At Microlit, we appreciate the finesse of today's laboratory procedures. Our peristaltic pump systems find application with clients requiring precision, simplicity, and security in dealing with sensitive or high-value liquids.
Whether you are in a regulated laboratory, cleanroom manufacturing facility, or research environment, Microlit has:
Touchscreen operation for simplicity
Variable speed motors for precise control of flow
Calibration is used for reproducibility
Space-conserving design to make optimal use of valuable bench real estate
And to address ultra-high-precision liquid handling, our micropipette offerings complement peristaltic systems with direct-volume transfer in high-priority applications like sample preparation, titrations, or micro-dosing.
Best Practices for Operating Peristaltic Pumps with Shear-Sensitive Fluids
To get the best out of your pump system, adopt the following guidelines:
Use the right tubing: Choose tubing diameter and material based on fluid type and flow rate requirement.
Avoid sudden turns: Gentle curves minimize resistance and stress on the fluid.
Maintain moderate speeds: Peristaltic pumps operate at high speeds, but moderate speeds are ideal for shear-sensitive fluids.
Tubing checks at regular intervals: Regularly replace tubing to prevent fatigue or leaks.
Regular calibration: Maintain flow accuracy by periodically calibrating your system, especially when a change of fluids is made.
Conclusion
To laboratories, R&D units, and manufacturing facilities dealing with sensitive liquids, a peristaltic pump is not a privilege but a necessity. Its pumping maintains fluid integrity, averts contamination, and requires minimal maintenance, so it's the best when dealing with sensitive materials.
At Microlit, precision engineering comes to your bench. Our comprehensive portfolio of fluid handling tools, ranging from micro peristaltic pumps to micropipettes, is engineered to meet the challenging needs of laboratories today and tomorrow's advances. Whether you are scaling up a biotech process or optimizing an analytical assay, rely on Microlit because every drop counts.
0 notes