#Automatic Labeling Machine Market
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Tumblr’s reach among the 26-to-35-year-olds in the US is 11%.
Text
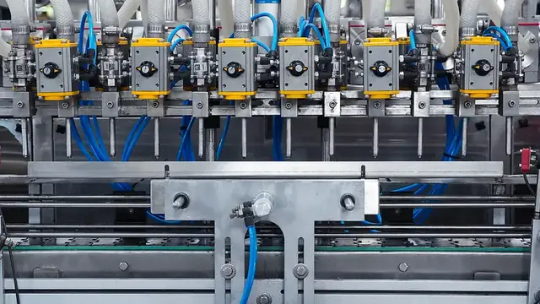
Automatic Labeling Machine Market Drivers: Key Forces Fueling Global Industry Growth
The automatic labeling machine market is gaining momentum globally, driven by rapid industrial automation and the need for accurate, efficient, and high-speed labeling solutions. These machines, essential in industries such as food and beverage, pharmaceuticals, cosmetics, and logistics, are evolving in design and function to meet growing demands. With the global market expected to reach over USD 3.4 billion by 2030, understanding the key drivers behind this growth is crucial for businesses, investors, and industry professionals.

1. Rising Demand for Packaging Automation
One of the most influential drivers of the automatic labeling machine market is the increasing demand for automation in packaging processes. As manufacturers aim to enhance productivity and minimize human error, automated labeling systems offer an ideal solution. These machines streamline the labeling process, reduce labor costs, and improve overall operational efficiency. In industries with high-volume production, such as food and beverages or pharmaceuticals, automation has become a necessity rather than an option.
2. Expanding E-Commerce Sector
The explosive growth of e-commerce globally has significantly contributed to the demand for efficient labeling systems. Accurate product labeling ensures smooth logistics, helps in inventory management, and improves the customer experience. Automatic labeling machines facilitate the handling of large volumes of products by applying barcodes, shipping labels, and QR codes with high precision. As e-commerce continues to expand, especially in emerging markets, so does the need for reliable labeling solutions.
3. Stringent Labeling Regulations
Governments and regulatory bodies worldwide are enforcing stricter guidelines on product labeling, particularly in sensitive sectors like healthcare, pharmaceuticals, and food. These regulations aim to ensure consumer safety, product authenticity, and traceability. Automatic labeling machines help businesses comply with these requirements by producing consistent and tamper-proof labels. Their ability to integrate with traceability systems, such as serialization and anti-counterfeiting features, adds further value in regulated environments.
4. Technological Advancements and Smart Labeling
The adoption of smart technologies such as RFID (Radio Frequency Identification), IoT (Internet of Things), and AI (Artificial Intelligence) has transformed the labeling industry. Modern automatic labeling machines are now equipped with intelligent systems that offer real-time tracking, error detection, and remote operation capabilities. These advancements not only improve efficiency but also enable better decision-making and inventory control. Companies investing in smart labeling are gaining a competitive edge in terms of quality assurance and data analytics.
5. Growth in the Food and Beverage Industry
The food and beverage industry holds a significant share of the automatic labeling machine market. This sector demands fast, accurate, and hygienic labeling solutions to ensure compliance with food safety standards and consumer expectations. With the increasing consumption of packaged foods and beverages globally, manufacturers are upgrading to automatic labeling systems that support diverse packaging formats and label types. Product traceability, nutritional labeling, and expiration date accuracy are critical aspects driving this trend.
6. Pharmaceutical and Healthcare Applications
Pharmaceutical companies are among the early adopters of automatic labeling machines due to their need for precision and compliance. Labels on medicine bottles, vials, and cartons must contain critical information such as dosage, manufacturing date, batch number, and warnings. Given the strict regulations in the pharmaceutical industry, labeling errors can have serious consequences. Automatic machines ensure consistent and error-free application, making them indispensable in healthcare manufacturing units.
7. Sustainability and Eco-Friendly Labeling
Sustainability trends are shaping the automatic labeling machine market as companies aim to reduce their environmental impact. Eco-friendly label materials, recyclable packaging, and reduced waste in the labeling process are becoming standard expectations. Automatic labeling machines that support water-based adhesives, linerless labels, and energy-efficient operations are gaining popularity among environmentally conscious manufacturers. This shift is particularly strong in Europe and North America, where green initiatives are heavily promoted.
8. Regional Market Expansion
The Asia-Pacific region is currently leading the automatic labeling machine market, accounting for over 38% of the global share. Rapid industrialization, growing consumer markets, and government support for automation in countries like China, India, and Thailand are fueling this growth. Meanwhile, North America and Europe are experiencing steady demand due to their mature industrial infrastructure and focus on technological upgrades. Latin America and the Middle East are emerging markets with increasing investments in automation technologies.
Conclusion
The automatic labeling machine market is on a robust growth path, driven by a combination of industry needs, technological innovations, and regulatory frameworks. As businesses prioritize efficiency, accuracy, and compliance, the demand for automated labeling solutions will continue to rise. Understanding these key drivers allows companies to strategically invest in labeling technologies that not only enhance productivity but also support long-term growth and sustainability goals.
#Automatic Labeling Machine Market#Packaging Automation#Labeling Technology#Smart Labeling Solutions#Industrial Automation
0 notes
Text
Labelling Machines Market Global Market Size 2025–2035
Market Overview
The Labelling Machines Market accounted for USD 2.96 Billion in 2024 and is projected to reach USD 5.22 Billion by 2035, growing at a CAGR of around 5.3% between 2025 and 2035. These machines are widely adopted across industries like food & beverages, pharmaceuticals, cosmetics, and chemicals to automate labeling processes with efficiency and regulatory precision.
Growing consumer demand for packaged goods and automation in manufacturing are major contributors to the market growth. Furthermore, advancements in AI and IoT technologies are making labeling systems smarter and more efficient. The push for sustainable and modular packaging solutions also propels demand for innovative labeling equipment. Request Sample-https://www.metatechinsights.com/request-sample/1825
Segmental Analysis
By Product Type:
Front and Back Labelling Machines
Wrap Around Labelling Machines
Top and Bottom Labelling Machines
Side Labelling Machines
Tamper-Evident Labelling Machines
Print and Apply Labelling Machines
Full Report-https://www.metatechinsights.com/industry-insights/labelling-machines-market-1825
Wrap-around labelling machines hold the largest share due to their versatility in bottle labeling, widely used in food, beverage, and pharmaceutical sectors.
By Technology:
Pressure-Sensitive (Self-Adhesive) Labelling
Sleeve Labelling
Glue-Based Labelling
Roll-Fed Labelling
Heat Transfer Labelling
Digital Labelling Technology
Pressure-sensitive labeling dominates due to its cost-efficiency, surface compatibility, and widespread use across multiple industries.
By Application:
Food and Beverages
Pharmaceutical and Healthcare
Cosmetics and Personal Care
Chemical and Industrial
Electronics
Logistics and Transportation
Others
Buy Now-https://www.metatechinsights.com/checkout/1825
By Material Compatibility:
Plastic
Glass
Metal
Paper
Fabric
By Distribution Channel:
Direct Sales
Distributors and Dealers
E-commerce
Regional Overview
North America is experiencing significant growth due to technological advancements like machine vision, AI, and robotics. The U.S. leads in automated labeling systems, supported by environmental initiatives and increasing investments in smart factories.
Asia Pacific dominates in volume, driven by a booming middle class and expanding demand for packaged goods. Countries like India benefit from government initiatives like ‘Make in India’, pushing for local production and tech upgrades in labeling machinery.
Europe follows with high adoption rates in the food and beverage and cosmetics industries, fueled by stringent labeling regulations and sustainability mandates.
Competitive Landscape: Leading players include Krones AG, ProMach, and Sacmi Imola S.C. Krones offers modular machines with digital enhancements, while ProMach focuses on eco-friendly systems. Accutek Packaging Equipment and Fuji Seal International are integrating IoT in their labeling solutions to improve productivity and traceability.
Recent Developments:
August 2024: FOX IV Technologies launched the 6312 Label Printer-Applicator designed for SMEs, eliminating the need for external PCs.
January 2024: Domino introduced the MX-Series print-and-apply machines to improve traceability and pallet labeling under GS1 compliance.
#Labelling Machines Market#Automatic Labelling Solutions#Packaging Equipment#Food Labeling Machines#Pharmaceutical Labeling Systems#Self-Adhesive Labels#Print and Apply Technology#E-commerce Packaging#Global Labelling Industry Trends#Sustainable Labelling Equipment
0 notes
Text
Automatic Weigh Price Labeling Machine Market Outlook from 2024 to 2034
The automatic weigh price labeling machine market was valued at USD 309.0 million in 2023 and is expected to grow at a 6.8% CAGR. By 2024, the market value is projected to reach USD 328.8 million. It is forecasted to reach USD 635.3 million by 2034.
Read More! https://www.futuremarketinsights.com/reports/automatic-weigh-price-labelling-machine-market
0 notes
Text
Automatic Labeling Machine Market
0 notes
Text
Domino Presents New Monochrome Inkjet Printer at Labelexpo Southeast Asia 2025
Domino Printing Sciences (Domino) is pleased to announce the APAC launch of its new monochrome inkjet printer, the K300, at Labelexpo Southeast Asia. Building on the success of Domino’s K600i print bar, the K300 has been developed as a compact, flexible solution for converters looking to add variable data printing capabilities to analogue printing lines.
The K300 monochrome inkjet printer will be on display at the Nilpeter stand, booth F32, at Labelexpo Southeast Asia in Bangkok, Thailand from 8th–10th May 2025. The printer will form part of a Nilpeter FA-Line 17” hybrid label printing solution, providing consistent inline overprint of serialised 2D codes. A machine vision inspection system by Domino Company Lake Image Systems will validate each code to ensure reliable scanning by retailers and consumers whilst confirming unique code serialisation.
“The industry move to 2D codes at the point of sale has led to an increase in demand for variable data printing, with many brands looking to incorporate complex 2D codes, such as QR codes powered by GS1, into their packaging and label designs,” explains Alex Mountis, Senior Product Manager at Domino. “Packaging and label converters need a versatile, reliable, and compact digital printing solution to respond to these evolving market demands. We have developed the K300 with these variable data and 2D code printing opportunities in mind.”
The K300 monochrome inkjet printer can be incorporated into analogue printing lines to customise printed labels with variable data, such as best before dates, batch codes, serialised numbers, and 2D codes. The compact size of the 600dpi high-resolution printhead – 2.1″ / 54mm – offers enhanced flexibility with regards to positioning on the line, including the opportunity to combine two print stations across the web width to enable printing of two independent codes.
Operating at high speeds up to 250m / 820′ per minute, the K300 monochrome inkjet printer has been designed to match flexographic printing speeds. This means there is no need to slow down the line when adding variable data. Domino’s industry-leading ink delivery technology, including automatic ink recirculation and degassing, helps to ensure consistent performance and excellent reliability, while reducing downtime due to maintenance. The printer has been designed to be easy to use, with intuitive setup and operation via Domino’s smart user interface.
“The K300 will open up new opportunities for converters. They can support their brand customers with variable data 2D codes, enabling supply chain traceability, anti-counterfeiting, and consumer engagement campaigns,” adds Mountis. “The versatile printer can also print variable data onto labels, cartons, and flatpack packaging as part of an inline or near-line late-stage customisation process in a manufacturing facility, lowering inventory costs and reducing waste.”
Code verification is an integral part of any effective variable data printing process. A downstream machine vision inspection system, such as the Lake Image Systems’ model showcased alongside the K300, enables converters and brands who add 2D codes and serialisation to labels and packaging to validate each printed code.
Mark Herrtage, Asia Business Development Director, Domino, concludes: “We are committed to helping our customers stay ahead in a competitive market, and are continuously working to develop new products that will help them achieve their business objectives. Collaborating with Lake Image Systems enables us to deliver innovative, complete variable data printing and code verification solutions to meet converters’ needs. We are delighted to be able to showcase an example of this collaboration, featuring the .”
To find more information about the K300 monochrome printer please visit: https://dmnoprnt.com/38tcze3r
#inkjet printer#variable data printing#biopharma packaging#glass pharmaceutical packaging#pharmaceutical packaging and labelling#Labelexpo Southeast Asi
2 notes
·
View notes
Text
Data Analytics with AI in 2025: Trends, Impact & What’s Next

As we move deeper into 2025, the fusion of Artificial Intelligence (AI) and data analytics has become more than a competitive edge—it's a business necessity. Companies that once viewed AI as experimental are now embedding it into the core of their operations, using it to transform raw data into real-time insights, accurate forecasts, and automated decisions.
In this post, we’ll explore how AI-powered data analytics is evolving in 2025, what trends are shaping the future, and how your organization can harness its full potential.
What Is AI-Driven Data Analytics?
AI-driven data analytics uses intelligent algorithms—such as machine learning (ML), deep learning, and natural language processing—to discover hidden patterns, predict future trends, and automate insights from vast and complex datasets.
Unlike traditional analytics, AI doesn’t just report on what happened; it explains why it happened and suggests what to do next—with unprecedented speed and precision.
Key Trends in 2025
1. Real-Time AI Analytics
Thanks to edge computing and faster cloud processing, AI analytics is now happening in real time. Businesses can react to customer behavior, supply chain issues, and financial trends instantly.
2. AI + Business Intelligence Platforms
Modern BI tools like Tableau, Power BI, and Looker now offer built-in AI features—from auto-generated visual insights to natural language queries (e.g., “Why did sales drop in Q1?”).
3. Predictive + Prescriptive Analytics
AI doesn’t just forecast future outcomes—it now recommends specific actions. For instance, AI can predict customer churn and suggest retention campaigns tailored to individual users.
4. Natural Language Insights
Non-technical users can now interact with data using plain English. Think: “Show me the top 5 products by revenue in the last 90 days.”
5. Ethical AI and Data Governance
With growing concerns about bias and data privacy, 2025 emphasizes explainable AI and strong data governance policies to ensure compliance and transparency.
Use Cases by Industry
Retail & E-commerce: Personalized shopping experiences, dynamic pricing, demand forecasting
Finance: Fraud detection, credit risk analysis, algorithmic trading
Healthcare: Diagnostic analytics, patient risk prediction, treatment optimization
Manufacturing: Predictive maintenance, quality control, supply chain optimization
Marketing: Customer segmentation, sentiment analysis, campaign optimization
Benefits of AI in Data Analytics
Faster Insights: Analyze billions of data points in seconds
Smarter Forecasting: Anticipate trends with high accuracy
Cost Reduction: Automate repetitive analysis and reporting
Enhanced Decision-Making: Make strategic choices based on real-time, AI-enhanced insights
Personalization at Scale: Serve your customers better with hyper-relevant experiences
Challenges to Watch
Data Quality: AI requires clean, consistent, and well-labeled data
Talent Gap: Skilled AI/ML professionals are still in high demand
Ethics & Bias: AI models must be monitored to avoid reinforcing social or business biases
Integration Complexity: Aligning AI tools with legacy systems takes planning and expertise
What’s Next for AI & Analytics?
By late 2025 and beyond, expect:
More autonomous analytics platforms that self-learn and self-correct
Increased use of generative AI to automatically create dashboards, summaries, and even business strategies
Tighter integration between IoT, AI, and analytics for industries like smart cities, healthcare, and logistics
Final Thoughts
In 2025, AI in data analytics is no longer just a tool—it's a strategic partner. Whether you're optimizing operations, enhancing customer experiences, or driving innovation, AI analytics gives you the insights you need to lead with confidence.
📩 Ready to transform your data into business intelligence? Contact us to learn how our AI-powered analytics solutions can help you stay ahead in 2025 and beyond.
#Data Analytics#Artificial Intelligence#AI in Business#Business Intelligence#Predictive Analytics#Big Data#Machine Learning#Data Science#Real-Time Analytics#AI Trends 2025
0 notes
Text
Industrial Cabineted X-ray Market Key Growth Drivers Fueling Expansion in the Global Systems Market

Industrial Cabineted X‑Ray Market Drivers
1. Surge in Non‑Destructive Testing (NDT)
One of the primary factors fueling the demand for industrial cabineted X‑ray systems is the escalating need for non‑destructive testing (NDT). Sectors like aerospace, automotive, electronics, and machinery heavily rely on precise inspection tools to ensure structural integrity and detect defects without damaging critical components. Cabineted X‑ray systems deliver high-resolution imaging, enabling the identification of flaws such as voids, inclusions, cracks, or assembly errors—essential for maintaining quality standards in high‑stakes industries.
Regulatory frameworks and industry standards increasingly mandate stringent quality control protocols. The ability of cabineted X‑ray systems to conduct detailed inspections while ensuring compliance with safety regulations makes them indispensable. Regulatory pressure — particularly in aerospace and pharmaceuticals — further amplifies their adoption.
2. Technological Advancements: Digital Imaging & AI Integration
Robust growth in digital radiography (DR) and computed tomography (CT) technologies has revolutionized X‑ray inspection. DR systems, equipped with advanced detectors and imaging software, significantly enhance image quality and operational efficiency. They offer faster acquisition, improved clarity, and decreased radiation exposure—advantages that are increasingly prioritized by industrial manufacturers.
Beyond DR, the advent of artificial intelligence (AI) and machine learning (ML) marks a transformative shift. These systems can automatically detect defects with high precision, reducing manual inspection errors. AI enhances throughput and consistency and can even predict maintenance needs to reduce system downtime.
3. Broadening Applications Across Industries
While traditional industrial sectors—electronics, aerospace, automotive—continue to drive demand, cabineted X‑ray systems are finding new use cases:
Electronics: Miniaturization in semiconductors and surface‑mount technology necessitates high-precision inspection to detect hidden defects in microcomponents.
Pharmaceuticals: X‑ray cabinets ensure tablet integrity, detect contaminants in packaging, and verify labeling accuracy—critical in compliance‑driven environments.
Food & Beverage: Safety concerns demand reliable contaminant detection (e.g., metal shards, glass, stones) in packaged foods; X‑ray systems provide non‑destructive inspection without opening containers.
Security & Logistics: Heightened global security demands have led to widespread use of cabineted X‑ray systems at airports, ports, customs, and government facilities to detect contraband and ensure safe shipments.
4. Safety and Regulatory Mandates
Strong regulatory emphasis on radiation safety is pushing organizations to adopt enclosed cabineted X‑ray solutions. These systems are equipped with shielding to protect personnel and comply with stringent international standards and certifications.
In sectors like pharmaceuticals, aerospace, and defense, thorough inspection is legally required to guarantee safety. Cabineted X‑ray systems offer the reliability and traceability needed to satisfy audits and certification bodies—making the technology a must-have in highly regulated environments.
5. Industry 4.0 & Automation Integration
The shift toward Industry 4.0-driven smart manufacturing favors X‑ray systems that integrate with automated production lines and IoT platforms. Automated conveyor-fed cabineted X‑ray systems provide real-time defect detection and feedback, enabling manufacturers to halt or adjust defective workflows instantly—minimizing waste and improving operational efficiency.
These systems not only detect issues but can also predict maintenance needs through embedded AI and analytics tools, reducing unplanned downtime and extending equipment life.
6. Portable, Compact, and Eco‑Friendly Solutions
Manufacturers are engineering more compact and mobile cabineted X‑ray units, ideal for on-site inspections—particularly in industries like construction, oil & gas, and field service operations.
Moreover, there is a growing emphasis on eco-friendly solutions. Advancements in energy-efficient emitters and green sourcing of components are aligning X‑ray systems with sustainability objectives—an increasing consideration for industrial buyers aiming to reduce carbon footprints.
7. Geographical Market Expansion
North America and Europe remain dominant players due to mature sectors and strict compliance regimes. Meanwhile, Asia‑Pacific—led by China and India—is rapidly catching up thanks to booming industrialization, stronger healthcare infrastructure, and heightened security concerns.
Initiatives like India’s “Make in India” are boosting domestic manufacturing quality standards, driving demand for advanced inspection technologies. Similarly, airport expansions, customs modernization, and healthcare upgrades across the Asia-Pacific region present substantial market opportunities.
Conclusion
The industrial cabineted X‑ray market is experiencing strong, sustained growth, fueled by several interrelated drivers:
A rising need for non‑destructive testing across critical industries
Breakthroughs in digital imaging, AI, and automation
Expanded applications in electronics, healthcare, food safety, and security
Regulatory pressures around quality control and radiation safety
Integration with Industry 4.0 protocols for smart manufacturing
Development of portable, energy‑efficient systems
Rapid industrial expansion in Asia‑Pacific
Together, these factors not only point to increasing adoption—but also signal that cabineted X‑ray technology is becoming integral to quality assurance, safety standards, and operational efficiency in modern manufacturing and inspection landscapes.
0 notes
Text
Label Printer Machine: The Ultimate Guide for Efficient and Professional Product Labeling
What is a Label Printer Machine?
A label printer machine is a device that prints custom or standardized labels for products, containers, cartons, and shipping packages. It can print on paper, plastic, thermal material, or synthetic labels using technologies like thermal transfer, direct thermal, or inkjet. Label printer machines are essential in packaging, inventory management, retail, pharmaceuticals, logistics, and food processing.
Types of Label Printer Machines
1. Thermal Transfer Label Printers
These use heat to transfer ink from a ribbon onto the label. Ideal for long-lasting, waterproof, smudge-resistant labels, commonly used in pharmaceuticals, electronics, and industrial labeling.
2. Direct Thermal Label Printers
No ribbon is used; heat-sensitive label paper darkens when heated. Best for short-term applications like shipping labels, receipts, and food packaging.
3. Inkjet Label Printers
Produce high-resolution, colorful labels. Suitable for custom branding, marketing labels, and retail packaging.
4. Laser Label Printers
Offer speed and sharpness. Used when mass label printing is needed, especially for office or warehouse environments.
5. Portable Label Printers
Handheld or mobile devices used in field service, retail, logistics, and inventory control.
6. RFID Label Printers
Print and encode RFID tags and barcodes for real-time tracking and supply chain automation.
Common Applications Across Industries
1. Food and Beverage
Nutritional labels, expiry dates, batch codes
Tamper-evident and waterproof labels
2. Pharmaceuticals
Regulatory-compliant labels with dosage info, QR codes, batch numbers
High print precision and barcode clarity
3. Cosmetics
High-resolution brand and ingredient labels
Sleek, colorful, water-resistant finishes
4. Manufacturing
Asset labels, compliance tags, quality control stickers
5. Logistics and Warehousing
Shipping and barcode labels
SKU and inventory management tags
6. Retail
Price tags, promotional stickers, and shelf labels
Key Features of High-Quality Label Printer Machines
1. Print Resolution
Measured in DPI (dots per inch). For clear text and barcodes, 203 DPI is standard, while 300–600 DPI is used for high-definition images and small text.
2. Print Speed
Ranges from 2 to 14 inches per second (IPS). Higher speeds are ideal for bulk printing operations.
3. Connectivity Options
USB, Ethernet, Bluetooth, Wi-Fi—essential for integration with POS systems, warehouse management software, or industrial PLCs.
4. Media Compatibility
Should support a variety of label rolls: paper, PET, PP, BOPP, synthetic, glossy, and matte.
5. Software Integration
Compatibility with label design software like BarTender, NiceLabel, or ZebraDesigner.
6. Auto-Cutter and Peeler
Helps in high-speed workflows by automatically cutting or peeling off printed labels.
Advantages of Using a Label Printer Machine
Professional Packaging: Clean, precise labels reflect product quality
Customization: Easily print logos, barcodes, and QR codes on demand
Efficiency: Reduce dependency on pre-printed labels and minimize stockouts
Compliance: Meet legal labeling requirements effortlessly
Traceability: Boost product tracking across supply chains
Cost-Saving: In-house label printing reduces outsourcing costs
0 notes
Text
Sticker Labeling Solutions for the Bottling Industry

Efficiency and presentation are inseparable in manufacturing. A product could rank among the best in quality and still completely lose out in the markets due to improper labeling. A sticker labeling machines make product identification, branding, and compliance easier and faster than ever before.
Today, these machines have become a necessity in industries dealing with high-volume packaging. They ensure every label is placed accurately and neatly, thereby saving plenty of time and money while giving branding a professional look.
Learn more about- Sticker Labeling Machines: Types, Features and Applications
What Makes Sticker Labeling Machines Essential?
Whether in food processing, pharmaceuticals, or cosmetics, these machines can handle the labeling process for almost any label job fast and accurately.
There are several reasons why more industries apply these machines today:
Automation Reduces Manual Workload: Label thousands of units without fatigue or inconsistency.
Speed Up Production: Automatic systems are built for high throughput without compromising precision.
Adaptability Across Products: Suitable for jars, containers, boxes, and bottles in particular.
Long-Term Cost Savings: Reduction in human error, labor charges, and downtime during production.
Bottle Labeling Machine - A Specialized Solution
For firms dealing with bottled products, the bottle labeling machine provides a tailored approach. These machines accommodate bottles that are round, square, or oval-shaped and place labels on the front, back, or wrap-around side.
From water bottles and juice bottles to shampoo and detergent containers, the bottle labeling machine is the name in mass labeling for:
Beverage industry
Chemical industry
Personal care product industry
Health and wellness sector
Ensuring proper adhesion even on curved or slick surfaces, this machine essentially brands with a professional appearance.
Choosing the Right Sticker Labeling Machine Manufacturer
Choosing the right sticker labeling machine manufacturer is extremely important. You want someone who not only supplies the machines but also understands your production needs and provides installation support and timely maintenance.
A dependable manufacturer ensures:
Up to high-quality build standards
Machine always performs consistently
Customization to a certain product line
Technical support and training
One invests in a good manufacturer; that is to say, one is investing in the operational success of their brand for years to come.
Learn more about packaging automation in our blog, How Sticker Labeling Machines Improve Efficiency in Packaging
Various Industry Applications
Here is the flexibility of the sticker labeling machines: their adaptability for:
Fast Moving Consumer Goods and Packaged Foods: Fast labeling for jars, packets, and boxes.
Pharmaceuticals: Bar-coding, dosage instructions, and batch details.
Household: For detergents, cleaning agents, and sprays, labels have to be put on nicely.
Personal Care: Labeling has to be perfect on lotions and creams.
Conclusion: Aim Technologies Is Your Partner
Aim Technologies is a trustworthy name when you want an efficient and durable labeling system. As the top sticker labeling machine manufacturer, Aim Technologies has solutions for the best of the industries, whether it is a standard sticker labeling machine or a customized bottle labeling machine. Their machines are designed for efficient working, ease of use, and longevity.
Having Aim Technologies as a partner gets you one step closer to a packaging operation that is efficient, professional, and scalable.
0 notes
Text
The Crucial Role of Mayonnaise Making Machine Mixers Equipment in Modern Food Processing
In the competitive world of food processing, where efficiency, hygiene, and consistency are paramount, the demand for high-performance Mayonnaise Making Machine Mixers Equipment has grown significantly. Mayonnaise is one of the most consumed condiments globally, and producing it at scale requires equipment that can manage delicate emulsification processes while maintaining flavor, texture, and shelf life. These machines combine various functions like mixing, blending, homogenizing, and sometimes even cooling — all critical for producing a smooth and creamy mayonnaise. Unlike manual processes or outdated mixers, modern equipment ensures that every batch delivers uniformity, high quality, and food safety compliance. As consumer preferences shift toward premium and clean-label products, investing in state-of-the-art mayonnaise mixers has become a strategic move for food manufacturers aiming to thrive in a saturated market.
To enhance production efficiency and reduce manual labor, manufacturers increasingly rely on Automatic mayonnaise mixing equipment. These systems are built with intelligent control panels, real-time monitoring, and programmable settings to automate the entire mayonnaise-making process. From dosing the ingredients to maintaining optimal shear and temperature, these machines streamline operations and ensure minimal wastage. They can be adjusted for different formulations, accommodating variations in recipe, viscosity, and texture with ease. Despite their automation, these systems are incomplete without the backbone — the Mayonnaise Making Machine Mixers Equipment — which handles the core physical processes of mixing and emulsifying. The combination of automation with precision equipment improves batch consistency, reduces the need for rework, and ensures that the final product meets both industry standards and consumer expectations.
Another game-changer in the condiment industry is the use of Industrial sauce mixers for mayonnaise. These mixers are designed to handle large-volume operations without compromising on quality or hygiene. Built from stainless steel and often equipped with high-speed agitators, they are capable of continuous production, ideal for central kitchens, co-packing companies, and large food factories. These machines not only handle mayonnaise but also cater to similar viscous sauces, making them versatile assets. Integrating them with Mayonnaise Making Machine Mixers Equipment creates a highly efficient workflow — starting from rough mixing to fine emulsification. The result is a seamless production line where ingredients are processed rapidly, with full control over shear levels and mixing time. These industrial machines support high-throughput operations while reducing operational costs and downtime.
The evolution continues with specialized machines like Commercial mayonnaise blender machines and Vacuum emulsifier mixers for sauces. These advanced systems bring added value to mayonnaise production by delivering superior emulsion stability and smoother textures. A vacuum emulsifier mixer, for example, removes unwanted air during mixing — preventing oxidation and microbial contamination. This leads to an extended shelf life, enhanced appearance, and improved taste of the final product. The integration of vacuum technology with Mayonnaise Making Machine Mixers Equipment further enhances the quality control process, making it ideal for brands that prioritize product excellence. Additionally, these machines often come with CIP (Clean-in-Place) systems, which reduce downtime and ensure sanitary operations — a critical factor in today's health-conscious consumer market. By adopting such technology, food processors not only boost efficiency but also demonstrate commitment to quality and food safety.
Conclusion
The adoption of Mayonnaise Making Machine Mixers Equipment is no longer optional but essential for food manufacturers looking to scale operations, maintain consistent quality, and meet regulatory demands. With the integration of automatic mixing equipment, industrial sauce mixers, commercial blenders, and vacuum emulsifier mixers, production lines become smarter, faster, and more reliable. Whether it's a small condiment brand or a multinational food corporation, the right equipment forms the backbone of modern mayonnaise manufacturing. These machines not only simplify the production process but also contribute significantly to product innovation, helping brands stand out in a crowded market. Investing in this equipment is a long-term decision that offers returns in the form of better product quality, higher efficiency, and increased consumer trust.
0 notes
Text
Pharma Machine Manufacturer & Supplier in India | IRM Enterprise Pvt. Ltd – Trusted Pharma Machine

IRM Enterprise Pvt. Ltd stands as a prominent Pharma Machine Manufacturer in India, offering a comprehensive range of pharmaceutical machines that meet stringent industry standards and cater to the needs of pharmaceutical producers across the globe.
Leading the Way in Pharmaceutical Machines
IRM Enterprise Pvt. Ltd has carved a niche in the Indian pharmaceutical machinery industry through its innovative approach, superior engineering, and commitment to quality. As one of the most reputed Pharma Machine Suppliers, the company offers equipment that serves the full spectrum of pharma production – from formulation and granulation to tablet compression, capsule filling, liquid processing, and packaging.
The pharmaceutical industry demands precision machinery capable of handling complex formulations and high production volumes without compromising on hygiene and efficiency. IRM Enterprise delivers on all fronts, offering tailored solutions to both small-scale manufacturers and large-scale pharmaceutical corporations.
Wide Range of Pharma Machines Offered
IRM Enterprise Pvt. Ltd specializes in a vast portfolio of pharmaceutical machines engineered to optimize production, minimize downtime, and ensure regulatory compliance. Key offerings include:
Tablet Compression Machines: These machines are essential in compressing granulated powders into tablets of uniform size and weight. IRM’s tablet press machines are known for their robustness, user-friendly interface, and high output efficiency.
Capsule Filling Machines: Designed to accurately fill powder, granules, or pellets into capsules, these machines ensure dose consistency. Available in both semi-automatic and fully automatic variants, they serve diverse production needs.
Liquid Filling and Sealing Machines: Perfect for filling oral and injectable liquids, these machines guarantee precise fill volumes and sterile sealing – critical in maintaining drug efficacy.
Granulation Equipment: Including high shear mixers, fluid bed dryers, and oscillating granulators, these machines prepare the base material for tablet or capsule formation.
Powder Processing Machines: From blenders to mills and sifters, IRM Enterprise manufactures a full range of equipment that ensures uniform mixing and size reduction of pharmaceutical powders.
Packaging Solutions: IRM offers a variety of machines for blister packing, strip packing, labeling, and cartoning. These machines help maintain product integrity and extend shelf life.
Why Choose IRM Enterprise Pvt. Ltd as Your Pharma Machine Partner?
As a trusted Pharma Machine Manufacturer in India, IRM Enterprise Pvt. Ltd brings several advantages that set them apart:
✅ Unmatched Engineering Expertise
Backed by years of experience and a skilled R&D team, IRM Enterprise incorporates the latest technological advancements into every machine they produce.
✅ Compliance with International Standards
All machines are designed to comply with GMP (Good Manufacturing Practices), WHO, and other international standards, ensuring acceptance in global markets.
✅ Customization for Diverse Requirements
Every pharmaceutical production unit has unique needs. IRM provides customized machinery solutions that align perfectly with specific production goals and space constraints.
✅ Durability and Reliability
The machines are built with high-grade stainless steel and precision components to ensure long-lasting performance with minimal maintenance.
✅ After-Sales Support and Training
IRM Enterprise is not just a machine supplier but a long-term partner. They offer complete installation support, operator training, and prompt after-sales service to ensure smooth operation.
Serving the Indian and Global Market
IRM Enterprise Pvt. Ltd is not just a Pharma Machine Manufacturer for the Indian market but has extended its reach across international borders. With exports to Asia, Africa, the Middle East, and parts of Europe, the company has become a reliable name worldwide. Their commitment to delivering technologically advanced and cost-effective solutions makes them a preferred Pharma Machine Supplier in competitive international markets.
Future-Ready Manufacturing Solutions
The pharmaceutical sector is constantly evolving with the integration of automation, data tracking, and smart controls. IRM Enterprise is well-prepared to meet these future demands by offering machines embedded with Industry 4.0 features. With innovations like PLC-based automation, touchscreen interfaces, real-time data monitoring, and remote diagnostics, their pharmaceutical machines are designed for the future of smart manufacturing.
Industries Served
IRM Enterprise caters to a diverse clientele, including:
Pharmaceutical manufacturers
Nutraceutical companies
Biotech firms
Ayurvedic and herbal medicine producers
Research laboratories
Veterinary medicine manufacturers
Each sector requires high levels of hygiene, accuracy, and scalability—features IRM’s machines are specifically designed to deliver.
Commitment to Sustainability and Clean Manufacturing
IRM Enterprise is equally focused on sustainability, integrating energy-efficient designs and reducing waste in the manufacturing process. Their pharma machines are designed to reduce power consumption, optimize material usage, and promote eco-friendly operations—ensuring a greener footprint for your manufacturing unit.
Quality Assurance and Certifications
Every machine undergoes rigorous quality checks at every stage of production. IRM Enterprise is ISO-certified and adheres to strict QA/QC protocols. Their machines meet national and international compliance standards, giving clients peace of mind and assurance of consistent performance.
In a competitive and quality-driven industry like pharmaceuticals, the importance of reliable, high-performance machinery cannot be overstated. IRM Enterprise Pvt. Ltd, as a trusted Pharma Machine Manufacturer in India, stands as a beacon of quality, innovation, and customer satisfaction. Their comprehensive range of pharmaceutical machines is a testament to their dedication to excellence and their deep understanding of the industry's evolving needs.
Whether you're looking to set up a new pharmaceutical manufacturing unit or upgrade existing equipment, IRM Enterprise Pvt. Ltd is your ideal partner for world-class machinery and ongoing support.
Ready to Upgrade Your Pharmaceutical Production?
Get in touch with IRM Enterprise Pvt. Ltd, your trusted Pharma Machine Manufacturer and Supplier in India, for top-of-the-line pharmaceutical machines tailored to your needs.
Let’s build the future of pharmaceutical manufacturing—together.
For more info: https://www.karnavatiengineering.com/
Call Now: 7567876473
Email id: [email protected]
Location: S. No. 342, Nani Kadi, Taluka - Kadi, Dist - Mehsana, Gujarat - 382715, India
#Pharmaceutical Machines#Pharma Machine#Pharma Machine Manufacturer#Pharma Machine Manufacturer in India#Pharma Machine Suppliers
0 notes
Text
0 notes
Text
Fully Automatic Pizza Machine for Sale in Germany in 2025 – Cost, Features & Profitability
Looking for a fully automatic pizza machine for sale in Germany in 2025? You're not alone. As Germany’s demand for contactless, on-the-go food solutions surges, pizza vending machines are leading the charge—especially the new generation of fully automatic pizza machines. These advanced machines allow entrepreneurs to tap into a profitable market with minimal staff, 24/7 service, and scalable locations. Whether you're an aspiring food tech entrepreneur, a vending operator, or a seasoned business owner, this guide will walk you through the top models, pricing, ROI potential, and legal considerations to help you make the right investment in 2025.
🛠 What is a Fully Automatic Pizza Machine?
A fully automatic pizza machine is a self-contained vending system that stores, prepares, cooks, and delivers fresh or frozen pizzas without human assistance. These machines are designed to operate 24/7 and often include: - Refrigerated storage (up to 96 pizzas) - Robotic arms or conveyors - Infrared or deck ovens - Touchscreen menus and cashless payment systems - Cloud-based inventory and sales tracking Popular brands like Apitech, PizzaForno, and Vending Venue are revolutionizing how Germany eats pizza on the go.
🇩🇪 Why Invest in a Pizza Vending Machine in Germany in 2025?
Germany’s vending machine market is expected to grow over €4.5 billion by 2026, driven by convenience culture, urbanization, and contactless demand post-COVID. Key benefits: - High ROI with low staffing costs - 24/7 operations even in remote or rural areas - Ideal for universities, train stations, office parks, and petrol stations - Government support for automated food tech and digital vending 🔗 Germany Trade & Invest (GTAI) reports that vending technology is among the most innovative sectors to watch in 2025.
💶 Price of a Fully Automatic Pizza Machine in Germany (2025)
Here’s a breakdown of current pricing in Germany for fully automated pizza vending machines: ModelCapacityOvensEstimated Price (Excl. VAT)Apitech Smart Pizza Julia96 pizzas2 ovens€48,000 – €55,000Vending Venue AVP35i40 pizzas1 oven€29,000 – €39,000Nova Pizza Vending50 pizzas1 oven€15,000 – €25,000 ➡️ Note: Pricing may vary based on configuration, delivery, and optional extras like remote monitoring or branding.
📈 Monthly Operating Costs & Profitability
Estimated Monthly Expenses (for one machine): - Ingredients & packaging: €2.80/pizza - Electricity & connectivity: €100 - Location rental: €200 - Insurance & maintenance: €80 - Total Fixed + Variable Costs: ~€1,200/month Selling price per pizza: €9 Average monthly sales: 400 pizzas Gross revenue: €3,600 Net profit: €2,000 – €2,400/month 💡 Learn how to maximize profits: 🔗 European Vending Association - Business Models
✅ Legal Requirements for Vending Pizza in Germany
To legally operate a pizza vending machine in Germany in 2025, ensure you: - Register your business with the Gewerbeamt (Trade Office) - Comply with food safety (HACCP) regulations - Acquire proper waste disposal and packaging licenses - Provide multilingual nutritional labeling on your machine interface Germany is strict on consumer rights, so it’s vital to follow Bundesinstitut für Risikobewertung (BfR) guidelines on food safety.
🥇 Best Fully Automatic Pizza Machine to Buy in 2025
For those looking to invest smartly, we recommend: 🔹 Midsize AVP35i Pizza Machine – Vending Venue - 24/7 smart touchscreen operation - Up to 40 pizzas storage - Plug-and-play setup - Financing options available - Local support across Germany & Europe ➡️ Trusted by hundreds of businesses across Europe, Vending Venue offers EU-compliant, energy-efficient pizza machines with full warranty and service.
📞 Final CTA – Ready to Get Started?
If you're serious about owning a fully automatic pizza machine for sale in Germany in 2025, this is your moment. Vending Venue offers custom quotes, free consultations, and shipping across Germany and Europe. 👉 Get your quote now or email us at [email protected] Read the full article
0 notes
Text
Best Quality bottling line manufacturer
Rattan Industrial India Pvt. Ltd.: A Legacy of Excellence in Bottling Line Manufacturing
Rattan Industrial India Pvt. Ltd., established in 1978 and headquartered in Ghaziabad, Uttar Pradesh, stands as a beacon of innovation and quality in the bottling line manufacturing industry. With a rich legacy spanning over four generations, the company has consistently delivered state-of-the-art bottling line manufacturers solutions to a diverse clientele across the globe.
A Legacy Rooted in Tradition
The journey of Rattan Industrial began with the visionary leadership of Late S. Rattan Singh Anand, who, after decades of experience as a contractor with Mohan Meakin, founded the company. His commitment to "Good Quality Product With Complete Customer Satisfaction" laid the foundation for what is today a leading name in the industry. Under the stewardship of his sons—Saranjeet Singh Anand, Gurmeet Singh Anand, and Karan Singh Anand—the company has expanded its horizons, embracing modern technologies while staying true to its core values.
Comprehensive Bottling Line Solutions
Rattan Industrial specializes in providing turnkey bottling line manufacturers solutions tailored to meet the specific needs of various industries, including liquor, pharmaceuticals, food processing, and beverages. Their product range encompasses:
Rotary Rinser: Designed for efficient cleaning of bottles, ensuring hygiene and readiness for filling.
High-Speed Semi-Automatic Filling Machines: Offering precision and speed, these machines cater to diverse bottle sizes and types.
Heat Exchangers: Crucial for maintaining optimal temperatures during the bottling process.
Cap Sealing Machines: Ensuring secure and tamper-evident sealing of bottles.
Labeling Machines: Providing accurate and consistent labeling for branding and compliance.
Conveyors and Turntables: Facilitating smooth movement of bottles through various stages of the bottling line.
Each piece of equipment is engineered for durability, efficiency, and ease of maintenance, reflecting Rattan Industrial's commitment to quality.
Commitment to Quality and Innovation
An ISO 9001:2008 certified company, Rattan Industrial places a strong emphasis on research and development. Their state-of-the-art manufacturing facility is equipped with advanced machinery and quality assurance equipment to ensure that every product meets stringent quality standards. The in-house R&D and tool room facilitate the development of customized solutions, catering to the unique requirements of clients.
Global Reach and Clientele
Over the years, Rattan Industrial has established a robust presence in both domestic and international markets. Their clientele includes leading distilleries, breweries, and food processing units, all of whom trust Rattan Industrial for their bottling line needs. The company's ability to deliver projects on time and within budget has earned them a reputation for reliability and excellence.
Looking Ahead
As Rattan Industrial continues to evolve, it remains committed to its founding principles of quality, innovation, and customer satisfaction. With a dedicated team and a forward-thinking approach, the company is poised to lead the bottling line manufacturing industry into the future, setting new benchmarks for excellence.
Visit:- https://www.liquorbottlingplants.com/bottling-line.html
0 notes
Text
Comprehensive Guide to Liquid Filling Machines: Types, Applications, and Innovations
In today’s fast-paced manufacturing environment, accuracy, hygiene, and efficiency are non-negotiables—especially when it comes to liquid filling machines. Whether you're in pharmaceuticals, cosmetics, chemicals, or beverages, choosing the right liquid filling solution is crucial for ensuring product integrity and production consistency.
One of the most popular technologies used today is the Multi-Head Electronic Liquid Filling Machine. These machines offer unmatched precision and speed, allowing multiple containers to be filled simultaneously with minimal error. Ideal for high-volume production lines, they drastically reduce downtime and human error, boosting overall throughput.
For businesses seeking complete automation, an automatic filling machine is the go-to choice. These systems streamline the filling process from bottle alignment to final dispensing, often integrated into fully automated packaging lines. When sourcing such machines, it’s essential to work with trusted automatic filling machine manufacturers who understand industry-specific compliance and customization needs.


Many industries require tailored liquid filling solutions that handle a wide range of viscosities—from water-thin liquids to thick creams and syrups. A versatile liquid fill machine can accommodate various product types with adjustable speed controls, nozzle sizes, and filling mechanisms such as piston, gravity, or peristaltic systems.
The market for liquid bottle filling machine technology has grown exponentially, with innovations focused on sanitation, changeover efficiency, and real-time monitoring. Whether used for food-grade products or aggressive chemicals, modern machines are designed for easy cleaning and minimal product waste.
If you're sourcing equipment for a large-scale operation, partnering with reliable liquid filling line manufacturers can give you access to complete turnkey solutions—from liquid fillers to cappers and labelers—all tailored to your production floor layout.
Bulk production facilities often rely on advanced liquid filling machines with servo-driven pumps, multiple filling heads, and high-speed conveyors. These machines are crucial in sectors like pharmaceuticals, where precision and contamination control are critical.
For niche or industrial applications, specialized systems like the Liquid Chemical Filler Machine offer materials compatibility, explosion-proof components, and corrosion-resistant construction—ensuring safe and efficient handling of hazardous liquids.
Choosing the right liquid filling equipment suppliers means more than just acquiring a machine. It’s about long-term support, training, maintenance, and upgrades. Reputable suppliers understand the lifecycle of your machinery and offer scalable solutions that evolve with your business.
In summary, investing in the right liquid filling system ensures product consistency, operational efficiency, and regulatory compliance—factors that are vital to staying competitive in a crowded market. Whether you're scaling up or optimizing existing operations, there's a liquid filling machine that fits your needs perfectly.
youtube
0 notes
Text
0 notes