
Minimac provides global quality standardised and customised solutions for high-velocity oil flushing, chemical cleaning, oil purification & oil testing.
Don't wanna be here? Send us removal request.
Statistics
We looked inside some of the posts by minimac-mspl and here's what we found interesting.
Average Info
Notes Per Post
2
Likes Per Post
2
Reblog Per Post
0
Reply Per Post
0
Time Between Posts
9 days
Number of Posts By Type
Text
17
Last Seen Tumblr Blogs





Fun Fact
Users from the US are the majority of Tumblr visitors.
Text
Efficient Transformer Oil Filtration | High-Performance Machine
Introduction
Welcome to the world of transformer oil filtration, the key to maximizing the performance and efficiency of your power transformers. In this article, we will explore the importance of this critical maintenance process and how it can significantly enhance the lifespan and reliability of your equipment.

Transformer oil, also known as insulating oil, is responsible for several crucial functions in power transformers, such as heat dissipation, insulation, and arc quenching. Over time, however, contaminants and impurities can accumulate in the oil, compromising its effectiveness and putting your entire power system at risk. That's where “Transformer Oil Filtration” comes into play. By removing contaminants, moisture, and gases from the oil, this process ensures optimal performance and extends the lifespan of your transformers. It not only eliminates the risk of costly breakdowns but also improves energy efficiency, reducing maintenance and downtime expenses. At Minimac Systems, we understand the importance of maximizing performance and efficiency while minimizing operational costs. Our transformer oil filtration system is designed to deliver exceptional results, offering unmatched reliability and ensuring the smooth operation of your power transformers. Experience the power of transformer oil filtration and take a transformative step towards optimal performance and long-lasting reliability of your power systems.
Importance of Transformer Oil Filtration:
Transformer oil plays a vital role in insulation, cooling, and protecting internal components. Over time, contaminants such as water, sludge, and oxidation by-products degrade the oil's properties, leading to inefficiency and potential failure. Regular oil filtration is essential to prevent costly breakdowns and prolong transformer life. Investing in an advanced filtration machine ensures your transformers operate reliably, minimizing maintenance costs and ensuring compliance with industry standards.
What is Transformer Oil Filtration?
Transformer oil filtration removes contaminants and restores the oil’s properties. The process involves coarse and fine filtration, vacuum dehydration, and degassing. This restores the oil's dielectric strength, maintains cooling efficiency, and prevents electrical failures. Regular filtration as part of a maintenance program reduces the need for frequent repairs, minimizes downtime, and ensures the reliable performance of the electrical system.
Benefits of Efficient Transformer Oil Filtration
Improved Performance and Reliability:Removing impurities ensures better insulation and cooling, which enhance transformer reliability and reduce the risk of electrical failures.
Extended Transformer Lifespan:Filtration slows down the aging process of transformer components, helping you avoid premature breakdowns and extend equipment life.
Reduced Maintenance Costs:Efficient filtration decreases the frequency of oil changes and transformer repairs, leading to significant cost savings over time.
Enhanced Energy Efficiency:Clean oil improves transformer efficiency, which reduces energy losses and operating costs while also lowering the organization’s carbon footprint.
Regulatory Compliance: Maintaining clean oil through proper filtration helps meet industry standards and ensures the responsible operation of electrical infrastructure.
Common Contaminants in Transformer Oil
Water:Even minimal water contamination can significantly reduce oil’s dielectric strength, leading to electrical failures and degraded insulation.
Sludge:Formed due to oxidation, sludge can clog filters and hinder heat transfer, reducing cooling effectiveness.
Oxidation By-products:Prolonged heat and oxygen exposure lead to varnish-like deposits that corrode components and compromise the oil's insulating properties.
Particulate Matter: Dust, metal filings, and other particles in the oil cause abrasive wear on transformer parts, leading to more frequent maintenance.
Dissolved gases:Gases like hydrogen and acetylene formed during transformer operation indicate internal issues and require immediate attention and filtration.
Understanding the Transformer Oil Filtration Process
Coarse Filtration:This initial stage removes large particles like dust, metal filings, and sludge, protecting downstream filter components from clogging.
Fine Filtration: In this stage, smaller contaminants like water, fine particulates, and oxidation by-products are removed, restoring the oil’s insulating properties.
Vacuum Dehydration:his step extracts any remaining water from the oil, further enhancing its dielectric strength and preventing electrical issues.
Continuous monitoring throughout the filtration process ensures the oil meets the required safety and performance standards.
Features of our Filtration Machine
High-Efficiency Filtration:Our multi-stage system combines coarse and fine filtration, vacuum dehydration, and degassing to comprehensively remove contaminants, restoring oil to optimal condition.
Automated Control System:The system is equipped with real-time monitoring and adjustments to maximize efficiency, reducing the need for manual intervention.
Compact and Portable Design:Our machine’s design makes it easy to transport and set up at different locations, ensuring flexible and efficient on-site filtration.
User-Friendly Interface:Operators can easily monitor and adjust settings through an intuitive control panel, minimizing errors and ensuring smooth operation.
Robust Construction:Built to withstand tough industrial conditions, the machine is durable and requires minimal maintenance.
Steps to Efficiently Filter Transformer Oil
Preparation:Ensure the transformer is isolated and the oil is at the correct temperature. Set up the necessary equipment and workspace.
Coarse Filtration:Use a coarse filter to remove large contaminants like dust, metal filings, and sludge.
Fine Filtration:Move on to fine filtration to eliminate smaller impurities, such as water and oxidation by-products, restoring the oil-insulating strength.
Vacuum Dehydration: If needed, perform vacuum dehydration to remove any residual water from the oil.
Degassing:In cases where dissolved gases are present, degassing will improve oil quality and performance.
Continuous Monitoring:Track key parameters such as dielectric strength, water content, and dissolved gas levels to ensure that the oil meets the required specifications.
Disposal and Recycling:Dispose of waste materials following environmental regulations. In some cases, the filtered oil may be reusable, contributing to sustainable maintenance practices.
Maintenance and Care for the Filtration Machine
Proper care and maintenance of your transformer oil filtration machine ensure long-term reliability and efficiency. Here’s how to maintain your equipment:
Regular Inspections:Check for wear, damage, and changes in performance. Identifying issues early reduces the risk of malfunctions.
Scheduled Maintenance: Follow the manufacturer’s maintenance schedule, including filter replacements and component lubrication, to ensure peak performance.
Calibration and Testing:Regularly calibrate the machine’s sensors to ensure accurate monitoring and filtration.
Operator Training:Ensure all operators are trained on the machine’s features, functions, and maintenance requirements to avoid user errors.
Spare Parts Management:Keep an inventory of essential spare parts like filters, gaskets, and seals to avoid unnecessary downtime during repairs. By following these maintenance guidelines, you can ensure that your transformer oil filtration machine operates efficiently and remains reliable over the long term.
Conclusion
Investing in our transformer oil filtration system helps ensure your transformers operate efficiently with minimal downtime and reduced maintenance costs. With a multi-stage filtration process, user-friendly controls, and robust construction, our system is designed to meet the highest industry standards. Regular filtration keeps transformer oil clean, extends transformer lifespan, and optimizes energy efficiency. Choose our advanced filtration machine to safeguard your power systems and achieve long-lasting reliability.
#frf condition systems#frf machine#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#contamination#lube oil filter#hydraulic oil filter#oil purification machine#oil testings#minimac technology#oil technology#technology#innovation#efficiency#iiot#flushing systems#flushing machine#condition monitioring
1 note
·
View note
Text
High Viscosity in Lubrication: Benefits, Applications & Best Practices
Introduction to High Viscosity
Viscosity is the most crucial property of a lubricant, defining how well it performs under different operating conditions. It determines a lubricant’s ability to flow, resist shear, and provide an effective lubrication film between moving parts.

In many industrial applications, high-viscosity lubricants are essential for ensuring: ✔ Reduced friction and wear ✔ Better load-bearing performance ✔ Protection against extreme pressure and heat
High-viscosity oils and greases are widely used in heavy-duty machinery, particularly in gearboxes, bearings, turbines, and hydraulic systems that operate under extreme loads and harsh conditions. Understanding how viscosity impacts lubrication is crucial to maintaining machinery efficiency and longevity.
The Science Behind Viscosity in Lubrication
What is Viscosity?
Viscosity is the measure of a fluid’s resistance to flow. In simpler terms:
Low-viscosity oils flow easily and are suitable for high-speed machinery.
High-viscosity oils are thicker, providing better lubrication film strength and wear resistance.
The Viscosity Index determines how much a lubricant’s viscosity changes with temperature. A high viscosity index lubricant maintains stability across temperature variations, making it suitable for extreme environments.
The Role of Viscosity in High-Velocity Applications
Kinematic Viscosity vs. Dynamic Viscosity
Viscosity is a critical property that affects high-velocity lubrication. There are two primary types:
Kinematic viscosity measures how a fluid resists motion under gravitational forces. It is vital in fluid flow studies.
Dynamic viscosity refers to a fluid’s resistance to shear stress, influencing drag and aerodynamic behavior.
Reynolds Number and Its Influence on High Velocity
The Reynolds number determines whether fluid flow is laminar or turbulent. It is a dimensionless quantity used to predict flow patterns at different velocities.
Efficient fluid dynamics
Reduced turbulence
Lower energy loss due to drag
Impact on Fluid Flow and Fluid Dynamics
In high-velocity lubrication, selecting the right viscosity ensures minimal drag while maintaining a strong lubrication film. Low viscosity improves fluid flow, whereas higher dynamic viscosity enhances load-bearing capacity.
Why is High Viscosity Important?
In high-load, slow-speed applications, metal surfaces are under extreme stress. A high-viscosity lubricant prevents direct metal-to-metal contact, reducing friction, wear, and energy loss.
Key Benefits of High-Viscosity Lubricants
1. Improved Wear Protection
High-viscosity lubricants form a thicker protective layer, minimizing wear on components like gears, bearings, and hydraulic pistons. This ensures longer machine life and reduced maintenance costs.
12. Superior Load-Carrying Capacity
Industrial machinery often experiences heavy shock loads. High-viscosity gear oils and EP (Extreme Pressure) greases prevent breakdown under high stress, maintaining smooth operation even in harsh conditions.
3. Stronger Lubrication Film
A high-viscosity lubricant maintains a robust oil film, preventing surface fatigue and scuffing in applications like wind turbine gearboxes, mining equipment, and steel mills.
4. Resistance to Extreme Conditions
Industries like power generation, construction, and metallurgy expose lubricants to high temperatures, pressure, and contaminants. High-viscosity synthetic oils resist thermal degradation, oxidation, and sludge formation, ensuring optimal performance.
Applications of High-Viscosity Lubricants
1. Industrial Gearboxes
Gearboxes operate under high torque and continuous load, requiring high-viscosity gear oils to:
Prevent gear tooth wear
Reduce micro pitting and scuffing
Ensure efficient power transmission
2. Heavy-Duty Bearings
High-viscosity greases are essential for slow-moving, high-load bearings found in:
Steel plants
Mining conveyors
Cement kilns
These lubricants provide superior adhesion, reducing bearing failures and replacement costs.
3. High-Temperature Equipment
In power plants, refineries, and aerospace applications, machinery operates at extreme temperatures. Synthetic high-viscosity oils prevent:
Thermal breakdown
Sludge formation
Oxidation-related failures
4. Slow-Speed Machinery
For applications like open gears, worm gears, and heavy presses, high-viscosity lubricants improve:
Film thickness to prevent metal-to-metal contact
Load distribution to reduce stress concentration
Challenges of High-Viscosity Lubrication
Despite their benefits, high-viscosity lubricants have some challenges:
1. Energy Efficiency Concerns
Thicker oils increase fluid resistance, leading to higher energy consumption in hydraulic and circulation systems.
2. Cold-Start Issues
In low temperatures, high-viscosity lubricants become stiff, affecting:
Pump ability
Startup lubrication
Oil circulation
Solution:Use multi-grade or synthetic oils that provide better cold-flow properties.
How to Select the Right High-Viscosity Lubricant
Choosing the correct viscosity is critical for optimal machinery performance. Consider these key factors:1. Operating TemperatureFor high temperatures: Choose a high-viscosity index lubricant to prevent thinning.For cold environments: Use synthetic lubricants for better flowability. 2. Load and Speed ConditionsHigh load, slow speed: Require higher viscosity for better film strength.Low load, high speed: Need lower viscosity to reduce frictional losses. 3. Manufacturer RecommendationsAlways refer to OEM (Original Equipment Manufacturer) guidelines for optimal performance. 4. Lubricant AdditivesLook for:Anti-wear (AW) additives for reducing frictionExtreme Pressure (EP) additives for heavy loadsOxidation inhibitors to enhance lubricant life
Conclusion
High-viscosity lubricants play a crucial role in protecting industrial machinery, extending service life, and enhancing performance. They offer better film strength, wear resistance, and thermal stability, making them ideal for gearboxes, bearings, and heavy-duty applications. However, selecting the right viscosity grade is key to balancing energy efficiency and lubrication performance. Industries must consider operating conditions, manufacturer recommendations, and additive formulations to achieve optimal equipment reliability. For expert guidance on high-viscosity lubrication solutions, consult with a professional lubrication specialist today! For More Information - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#lube oil flushing systems#lube oil flushing#lubeoil#chemcial cleaning#transformer oil filtration#oil filtration systems#oil purification system#oil purification machine#mlc lvdh#lvdh full form#lvdh#low vacuum dehydrations'#tofs#bdv#testing kit#oil testings#oil testing
0 notes
Text
Transformer Oil Filtration Systems Explained: Your Key to Energy Reliability
Introduction
Understanding Transformer Oil Filtration
Transformer oil filtration removes contaminants, such as water, dissolved gases, particulate matter, and acids, from transformer oil. These contaminants can negatively affect the transformer’s performance, insulation properties, and lifespan. Over time, transformer oil can become degraded due to various factors, including high temperatures, electrical arcing, and chemical reactions with materials inside the transformer. By utilizing a transformer oil filter system, operators can restore the oil to its optimal condition and ensure that the transformer remains functional for a longer period.

Key Benefits of Transformer Oil Filtration Systems
Transformer oil filtration systemsoffer several critical benefits that contribute to the long-term reliability and efficiency of transformers. These benefits include:
Improved Insulation Efficiency
Extended Transformer Lifespan
Enhanced Reliability
Cost Savings
Compliance with Industry Standards
Types of Transformer Oil Filtration Systems
There are various types of transformer oil filtration systems designed to meet specific needs and conditions. The choice of system depends on the level of contamination, the type of transformer, and the desired maintenance schedule.
Offline Transformer Oil Filtration Systems
Online Transformer Oil Filtration Systems
Vacuum Oil Filtration Systems
Centrifugal Oil Filtration Systems
Coalescer and Separator Filtration Systems
Step-by-Step Process of Transformer Oil Filtration
The process of transformer oil filtration generally follows these key steps:
Oil Sampling
Pumping the Oil
Filtration
Oil Reconditioning
Reintroducing the Oil
Applications Across Industries
Transformer oil filtration systems are widely used across various industries where transformers play a critical role in power generation and distribution. These include:
Power Generation
Oil and Gas
Industrial Manufacturing
Renewable Energy
Maintenance and Services for Transformer Oil Filtration Systems
Regular maintenance and servicing of transformer oil filtration systems are essential to ensure they continue to perform optimally. This includes routine checks, oil sampling, and filter replacement to keep contaminants at bay. Some manufacturers, such as Minimac, offer comprehensive services to monitor and maintain transformer oil filtration machines, providing peace of mind for organizations relying on these critical assets.
Why Choose Minimac Transformer Oil Filtration Systems?
Minimac offers cutting-edge transformer oil filtration systems designed for optimal performance and reliability. With a focus on quality, safety, and customer satisfaction, Minimac’s systems provide the ideal solution for maintaining transformer oil purity across a wide range of industries. The company’s innovative designs ensure that transformers remain operational with minimal downtime and maintenance costs, making them a trusted choice for businesses worldwide.
Choosing the Right Transformer Oil Filtration System
Selecting the right transformer oil filtration system depends on several factors, including the type of transformer, operating environment, and specific filtration needs. It’s essential to consult with experts to ensure the right system is chosen for your application, helping you achieve the best possible results in terms of efficiency and reliability.
Transforming Energy Reliability Through Maintenance Best Practices
To ensure that transformer oil filtration systems continue to deliver reliable performance, it’s crucial to implement best maintenance practices. Regularly monitoring the oil’s condition, performing scheduled maintenance, and promptly addressing any issues can significantly enhance the reliability of your transformers and contribute to the overall stability of your energy infrastructure.
Conclusion
In summary, transformer oil filtration systems are a vital part of maintaining the reliability, efficiency, and lifespan of transformers. By keeping transformer oil clean and free from contaminants, these systems ensure that transformers operate smoothly, minimizing the risk of costly breakdowns and improving overall energy reliability. Choosing the right filtration system and maintaining it properly is crucial for achieving optimal performance. At Minimac, we offer industry-leading transformer oil filtration solutions that meet the highest standards for safety, efficiency, and reliability.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#flushing skid#flushing systems#flushing machine#flushing#transformer oil filtration#oil filtration machine#oil filtration systems#oil filteration#oil and gas#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#power industry#power generation#oil dehydration systems#tofs#testing kit#oil testings#oil testing#frf condition systems#condition monitioring
0 notes
Text
Lubrication: Uses, Functions, Properties, and Maintenance
Introduction to Lubrication
Importance of Lubrication in Industrial Applications
Industries heavily rely on lubrication to enhance equipment performance. Some critical lubrication uses include:
Automotive Industry: The engine lubrication system ensures smooth operation, reduces engine wear, and prevents overheating.
Manufacturing Sector: Lubrication oil plays a pivotal role in reducing friction in CNC machines, conveyors, and robotic arms.
Mining and Construction: Heavy-duty lubrication types protect machinery from extreme temperature variations and harsh environments.
Power Plants: Lubrication systems ensure the longevity of turbines, generators, and compressors by preventing excessive wear.
Food and Beverage Industry: Specialized food-grade lubricants are used to ensure equipment hygiene and compliance with safety standards.
Understanding the diverse uses of lubrication enables industries to improve efficiency and extend equipment lifespan.
Key Functions of Lubrication
Lubrication performs multiple essential functions that contribute to machinery longevity and reliability:
Reduction of Friction and Wear: Creates a protective layer between surfaces to minimize direct metal-to-metal contact.
Heat Dissipation: Transfers heat away from friction points, preventing component failures.
Contaminant Removal: Lubrication oil acts as a medium to carry away dirt, dust, and metal shavings.
Corrosion and Oxidation Prevention: Lubricants contain additives that prevent rust and oxidation, protecting machinery.
Shock Absorption: Helps cushion impact loads, particularly in high-speed or heavy-duty applications.
Different Lubrication Types and Their Applications
Lubrication can be classified into various types, each suited to specific operating conditions:
Hydrodynamic Lubrication: A continuous fluid film separates moving surfaces, commonly found in bearings and gears.
Boundary Lubrication: A thin lubricant film prevents direct contact, often occurring in stop-start conditions or low-speed machinery.
Mixed Lubrication: A combination of hydrodynamic and boundary lubrication, suitable for gearboxes and automotive engines.
Elastohydrodynamic Lubrication: Found in rolling-element bearings, where high pressure causes temporary lubricant thickening.
Solid Lubrication: Utilizes materials like graphite and molybdenum disulfide for extreme environments where liquid lubricants are unsuitable.
Selecting the right lubrication type is crucial for achieving optimal performance and reducing maintenance costs.
Essential Lubrication Properties for Optimal Performance
The effectiveness of a lubricant depends on its fundamental properties:
Viscosity: Determines the flow characteristics and film strength under varying temperatures and loads.
Thermal Stability: Ensures that the lubricant does not degrade under high-temperature conditions.
Oxidation Resistance: Prevents sludge and varnish formation, extending lubricant service life.
Load-Carrying Capacity: This enables the lubricant to withstand extreme pressures without breaking down.
Water Resistance: Prevents emulsification and ensures effective separation in wet environments.
These lubrication properties dictate the overall efficiency and durability of machinery.
Understanding Lubrication Systems and Their Mechanism
A lubrication system ensures the efficient delivery of lubrication oil to machine components. Common lubrication systems include:
Manual Lubrication: Involves periodic application using grease guns or oil cans.
Automatic Lubrication Systems: Distribute lubricants continuously, reducing downtime and maintenance efforts.
Splash Lubrication: Relies on rotating components to distribute lubricant in gearboxes.
Forced Lubrication Systems: Utilize pumps to circulate oil under pressure, ensuring consistent lubrication.
Selecting the right lubrication system enhances equipment reliability and reduces operational costs.
Engine Lubrication System: A Vital Component for Efficiency
The engine lubrication system plays a crucial role in vehicle performance:
Provides continuous lubrication to reduce friction and wear.
Cools engine components by dissipating excess heat.
Cleans the engine by removing contaminants and metal debris.
Prevents corrosion and oxidation, extending engine lifespan.
Regular maintenance of the engine lubrication system is essential for preventing costly failures and ensuring optimal vehicle performance.
Lubrication Maintenance Strategies for Equipment Longevity
Implementing proactive lubrication maintenance practices helps prevent machinery breakdowns. Essential maintenance steps include:
Using the Correct Lubricant: Ensure compatibility with manufacturer recommendations.
Monitoring Lubricant Contamination: Regularly check for dirt, water ingress, and degradation.
Establishing a Lubrication Schedule: Follow a preventive maintenance plan to avoid failures.
Employing Oil Analysis: Use condition monitoring techniques to detect early signs of wear.
Applying the Right Quantity: Avoid over-lubrication or under-lubrication, both of which can cause damage.
Common Lubrication Problems and Solutions
Industries often face lubrication challenges that impact performance:
Contaminated Lubricants: Regular oil analysis helps detect impurities and improve filtration.
Incorrect Viscosity: Choosing the right viscosity prevents excessive wear and overheating.
Poor Lubricant Selection: Matching lubrication oil to application needs ensures reliability.
Inadequate Lubrication Practices: Proper training and monitoring improve lubrication effectiveness.
Addressing these challenges ensures long-term equipment reliability.
Conclusion
Lubrication is an essential aspect of industrial maintenance, reducing friction, preventing wear, and ensuring machinery longevity. Understanding lubrication types, properties, and maintenance strategies helps industries optimize operations and minimize downtime.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#lube oil filter#hydraulic oil#contamination#hydraulic oil filter#oil testing#oil filters#oil industry#oil and gas#flushing systems#flushing#oil purification machine#mlc lvdh#lvdh full form#frf condition systems#condition monitioring#oil condition#bdv
0 notes
Text
Why Transformer Dry-Out Systems Are the Future of Power Maintenance
Introduction

The Challenges of Moisture in Transformers
Moisture is one of the most significant threats to transformer health. It degrades the insulating properties of transformer oil and solid insulation, leading to several issues, including:
Decreased Dielectric Strength: Excess moisture lowers the ability of the transformer oil and insulation to withstand electrical stress.
Accelerated Aging: Moisture accelerates cellulose degradation, shortening the lifespan of the transformer.
Increased Risk of Failures: Water content in insulation leads to overheating, arcing, and even catastrophic transformer failures.
Traditional moisture management practices often involve oil replacement or reactive maintenance, both of which are costly and time-consuming. This is where Transformer Dry-Out Systems step in as a game-changer.
What Are Transformer Dry-Out Systems?
Transformer Dry-Out Systems are advanced equipment designed to remove moisture from transformer oil and solid insulation without requiring a shutdown. These systems use innovative technologies such as vacuum dehydration, molecular sieve filtration, or thermodynamic processes to extract water from the system efficiently. Unlike traditional methods, dry-out systems provide a continuous, in-service solution, enabling real-time moisture control.
Benefits of Transformer Dry-Out Systems
Oil testing includes a variety of analytical procedures designed to evaluate the condition and properties of insulating oil in transformers. These tests can be categorized into the following key areas:
Enhanced Transformer Reliability Moisture reduction improves the dielectric strength of transformer oil, ensuring stable performance under varying load conditions. With dry-out systems, the risk of dielectric breakdown is significantly reduced, enhancing overall system reliability.
Extended Transformer Lifespan By removing moisture from solid insulation, transformer dry-out systems slow down the aging process of cellulose insulation. This extends the operational life of transformers, maximizing return on investment.
Cost Savings on Maintenance Transformer failures are costly, often requiring significant repairs or complete replacements. Dry-out systems prevent such failures by maintaining optimal moisture levels, reducing the need for reactive maintenance and costly downtime.
Real-Time Monitoring and Control Many modern dry-out systems are equipped with sensors and IoT-enabled technologies that provide real-time data on moisture levels, temperature, and oil quality. This allows for predictive maintenance strategies and improved decision-making.
Environmental Sustainability Replacing transformer oil generates waste and requires additional resources. Dry-out systems reduce the frequency of oil replacements, contributing to a more sustainable maintenance approach.
Key Technologies in Transformer Dry-Out Systems
1.Vacuum Dehydration
Vacuum dehydration is a proven method for removing dissolved and free water from transformer oil. By subjecting the oil to a high vacuum, water is evaporated at low temperatures, ensuring the preservation of the oil's chemical properties.
2.Molecular Sieve Filtration
Molecular sieves are specialized materials with microporous structures that adsorb moisture from transformer oil. This method is highly effective in maintaining oil purity and preventing re-contamination.
3.Thermodynamic Separation
This advanced technique leverages temperature and pressure differentials to separate water molecules from oil. Thermodynamic separation is particularly effective in high-capacity transformers.
Applications of Transformer Dry-Out Systems
1. Power Generation Plants
In power generation facilities, transformers operate under high loads and are critical for uninterrupted power supply. Dry-out systems ensure these transformers remain moisture-free, reducing the likelihood of outages.
2. Industrial Power Distribution
Industries rely heavily on transformers to power operations. Dry-out systems enable industries to maintain uninterrupted production schedules by preventing transformer failures.
3. Renewable Energy Systems
Renewable energy projects, such as wind and solar farms, depend on transformers for efficient power distribution. Transformer dry-out systems enhance the reliability and efficiency of these setups.
4. Utility Networks
In utility networks, where transformers are spread across vast geographical areas, dry-out systems provide an efficient and scalable solution for moisture management.
Minimac Systems’ Transformer Dry-Out Solutions
At Minimac Systems, we specialize in providing state-of-the-art solutions that redefine transformer maintenance. Our Transformer Dry-Out Systems are designed with cutting-edge technology to ensure effective and efficient moisture removal without the need for downtime.
Key Features of Minimac Transformer Dry-Out Systems
High-Efficiency Moisture Removal:Our systems are equipped with advanced vacuum dehydration and thermodynamic separation technologies for unparalleled moisture extraction.
Compact Design:Minimac dry-out systems are portable, allowing easy deployment across sites, even in remote areas.
Real-Time Monitoring:Integrated sensors and IoT compatibility provide actionable data for predictive maintenance strategies.
User-Friendly Interface:Our systems are designed for intuitive operation, requiring minimal training for on-site staff.
Environmentally Conscious:With minimal oil wastage, our systems align with global sustainability goals.
Why Choose Minimac Systems?
Proven Expertise:With years of experience in transformer maintenance solutions, Minimac Systems is a trusted name in the industry.
Custom Solutions:We tailor our systems to meet the unique requirements of every client, ensuring maximum effectiveness.
Reliable Support: From installation to routine maintenance, our team offers comprehensive support services to ensure uninterrupted operations.
Comprehensive Maintenance and Support Services
Implementing Transformer Dry-Out Systems is only the beginning of effective transformer maintenance. To maximize the performance and lifespan of these systems, dedicated maintenance and support services play a critical role.
1. Regular Performance Assessments
Scheduled inspections ensure that the dry-out system continues to operate at peak efficiency. These checks identify any wear, blockages, or system inefficiencies before they escalate into significant issues.
2. System Calibration and Upgrades
Advanced systems may require periodic calibration to ensure accurate moisture detection and removal. Upgrades to software and hardware ensure the system remains compatible with modern operational demands.
3. Emergency Troubleshooting and Repairs
Expert service teams provide immediate assistance during unexpected malfunctions. This minimizes downtime and prevents prolonged exposure to moisture that could damage the transformer.
4. Comprehensive Training Programs
Operators and maintenance teams benefit from hands-on training programs, enabling them to effectively manage the dry-out system and respond to anomalies promptly.
5. Customized Maintenance Plans
Tailored service plans take into account the specific operational environment and transformer requirements, ensuring optimized performance and prolonged equipment life. By integrating routine maintenance with reliable support services, transformer dry-out systems deliver unmatched value and dependability for the power sector.
Why Transformer Dry-Out Systems Are the Future
As the power industry evolves to meet growing demands, reliability and efficiency have become non-negotiable. Transformer dry-out systems align perfectly with these requirements. Here's why they represent the future of power maintenance: 1. Proactive Maintenance
The shift from reactive to proactive maintenance is a significant trend in the power sector. Dry-out systems enable utilities to address moisture issues before they escalate into costly failures.
2. Digital Integration
Modern dry-out systems are compatible with digital monitoring tools and SCADA (Supervisory Control and Data Acquisition) systems. This integration supports data-driven maintenance and enhances operational efficiency.
3. Regulatory Compliance
Governments and regulatory bodies are emphasizing sustainability and operational efficiency in power systems. By minimizing waste and improving transformer performance, dry-out systems help organizations comply with these standards.
4. Cost-Effectiveness
With increasing pressure to reduce operational costs, utilities and industries are adopting solutions that offer long-term savings. Dry-out systems fit this need by reducing maintenance costs and extending equipment life.
Conclusion
Transformer Dry-Out Systems are transforming the landscape of power maintenance by offering a reliable, efficient, and sustainable solution to moisture management. As the industry moves toward more proactive and data-driven maintenance strategies, these systems will play a pivotal role in ensuring the longevity and reliability of transformers. Incorporating comprehensive maintenance and support services further enhances the value of these systems, ensuring they deliver optimal performance throughout their lifecycle. Adopting a transformer dry-out system is not just an investment in equipment—it's an investment in the future of power infrastructure.
Are you ready to future-proof your transformer maintenance strategy?
Choose Minimac Systems’ Transformer Dry-Out Solutions for superior reliability, cost savings, and operational efficiency.
Click here to learn more about Minimac Systems Transformer Dry-Out System: https://www.minimacsystems.com/transformer-dryout-system
Contact us today to learn how the Minimac Transformer Dry-Out System can transform your lubrication practices and ensure the success of your operations!
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#chemical cleaning flushing#chemical flushing#tofs#elc#bdv#testing kit#oil#oil analysis#oil and gas#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#power industry#metal#mining
0 notes
Text
The Role of Filtration Systems in Keeping Clean Oil
Introduction
Have you ever thought about what makes your machinery last so long? Let’s uncover the secret to its durability.
In the manufacturing industry, machines are essential for keeping production running smoothly. However, with daily operation, machine oil becomes contaminated with debris and wear particles, which raises the risk of breakdowns and unexpected shutdowns.
This is where “filtration systems” become essential.
Filtration systems work on stage-wise filtration technology to remove the solid particles of lubricating and hydraulic oil to increase the life of the machine and reduce the cost.
Importance of clean oil:

Improved Performance: Clean oil ensures that machinery operates at its best.
Extended Equipment Life: An oil-free environment leads to less long-wearing mechanisms, hence a longer machinery lifespan.
Reduced Maintenance Cost: Maintenance costs are reduced as clean oil lowers the frequency of required repairs, thus saving money in the long run.
Less Downtime: Reduced probability of breakdowns leads to better, regular, and predictable working operations.
Types of Oil Contamination
The top three ways oil can become contaminated:
Foreign Particles: Dust, dirt, and metal particles can flow into the oil.
Moisture mixed with oil: oil pollution in the water, oil will rust, and so on.
Chemical Contamination: Acids and sludge begin to form that can degrade the oil.
Basics of filtration systems:
There are two types of oil filtration: mechanical type and chemical type. Each type has its mechanism and usage.
1) Mechanical Filtration:
Mechanical filtration systems use physical barriers to remove contaminants from oil. These barriers can be anything from mesh screens to paper filters.
Mechanical filters trap particles as oil passes through them. The size of the particles removed depends on the pore size of the filter media.
Common Applications
Industrial machinery
Hydraulic systems
Turbine Systems
Gear oil
Water Glycol
Benefits
Simple to use and maintain
Effective at removing large particles
Cost-effective
2) Chemical Filtration
Chemical Filtration Chemical filtration is the method of filtering oil in the same way as physical and mechanical removal of impurities but using chemicals to do so. This can range from surface reaction in the form of adsorption on a material.
Filters are mainly activated carbon and have adsorbents that hold the contaminants firm.
Common Applications
Waste oil filtering in the food industry
Pharmaceuticals
Fine chemical production
Benefits
Removes tiny particles and dissolved chemicals
Designed to Eliminate Odours and Colours
Benefits of Using Advanced Lubrication
Advanced lubrication, facilitated by high-quality filtration systems, offers several benefits:
Prolonged Machinery Life: Clean oil reduces wear, leading to longer-lasting equipment.
Less Downtime: More breakdowns mean less reliability and efficiency.
Cost savings: When something breaks down fewer times, it costs the owner/laborer to maintain and mend it frequently.
Environmental Advantages: This cleaner oil reduces the industrial impact on the ecosystem by reducing waste and pollution.
Maintenance and Servicing of Filtration Systems

Regular Inspections: Regular checks will make sure that if there is a problem, one can be informed of that and take precautions to correct it, rather than getting a problem and remaining undetected, causing a great issue later on.
Filter replacement: ensures peak performance and prevents clogging due to timely filter replacement.
System Cleanliness: The filtration system in its entirety should be kept clean to optimize its function and to make it last longer.
Choosing the Right Filtration System
Selecting the right filtration system involves considering several factors:
Type of Machinery: Different machines have different filtration requirements.
Nature of Operations: The type of work and environment can affect the type of contaminants present.
Type of Contaminants: Identifying the specific contaminants in your oil helps choose the most effective filtration system.
Consulting with experts and conducting a thorough assessment of your machinery and operations can help in making the right choice.
Conclusion
Filtration systems are integral to the longevity and efficiency of machinery in the manufacturing industry. A clean oil system doesn’t just save you money in reduced maintenance costs; it also means less wear and tear on the system, which means longer life and less downtime. Courtesy of some assistance that comes your way when you have regular, suitable maintenance. After choosing the correct filtration solution for your specifications, you can enjoy such benefits and run smoothly every single time.
For More Information — Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#oil analysis#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#power industry#power generation#transformer oil filtration#oil filtration system#oil filtration systems#oil filtration machine#oil filtration#lube oil flushing#lube oil flushing systems#lube oil#bdv
1 note
·
View note
Text
Unveiling the Power: Exploring the Importance of Transformer Oil Testing
Introduction

Importance of Oil Testing in Transformers
Oil testing serves as a diagnostic tool to evaluate the condition of the insulating oil used in transformers. By analyzing the oil’s composition and properties, experts can detect potential issues such as contamination, oxidation, or degradation. This enables early detection of problems, facilitating timely preventive maintenance or repairs.
Regular oil testing provides multiple advantages:Early Problem Detection:It helps identify abnormal conditions that might otherwise go unnoticed, reducing the risk of unexpected failures and costly downtime.Enhanced Decision-Making: It offers valuable insights into the overall health of the transformer, aiding in informed decision-making regarding maintenance and replacement strategies.
In conclusion, oil testing is an indispensable practice for ensuring the reliability and longevity of transformers. By leveraging oil analysis, companies can proactively address potential problems, optimize performance, and ultimately save significant costs in the long run.
Why is Oil Testing Important for Transformers?
Transformers are the backbone of modern electrical power systems, playing a crucial role in the efficient transmission and distribution of electricity. These vital components rely on insulating oil to maintain performance and longevity. The insulating oil not only acts as an electrical insulator but also helps dissipate heat generated during the transformer's operation. Over time, this oil can become contaminated, oxidized, or degraded, leading to issues that compromise the transformer’s functionality and may result in catastrophic failures.
Oil testing provides a comprehensive evaluation of the oil's condition, allowing for the early detection of potential issues. By analyzing the oil’s physical, chemical, and electrical properties, experts can identify abnormalities or changes that may indicate underlying problems within the transformer. This proactive approach enables timely preventive maintenance, repairs, or replacements, ultimately enhancing the transformer’s reliability and extending its service life.
Furthermore, oil testing is a critical component of a transformer’s health monitoring and maintenance program. By regularly assessing the oil’s condition, operators can make informed decisions about the transformer’s operational status and maintenance requirements. This helps minimize the risk of unexpected failures and ensures the reliable delivery of electricity to end-users.
Types of Tests Conducted in Oil Testing
Oil testing includes a variety of analytical procedures designed to evaluate the condition and properties of insulating oil in transformers. These tests can be categorized into the following key areas:
Physical Tests:Focus on the oil’s physical characteristics, such as color, appearance, viscosity, and dielectric strength. These parameters can indicate contamination, oxidation, or degradation of the oil.
Chemical Tests:Chemical analysis provides insights into the oil’s composition and the presence of contaminants or byproducts. Tests such as dissolved gas analysis (DGA), acid number measurement, and water content determination can help identify issues like overheating, partial discharges, or moisture presence.
Electrical Tests:Evaluate the oil’s electrical properties, such as dielectric breakdown voltage, power factor, and resistivity. These tests determine the oil’s ability to withstand electrical stress and provide early warning signs of potential insulation failures.
Understanding BDV Testing
The BDV test uses a specialized apparatus that gradually increases the voltage applied to the oil sample until breakdown occurs. A low BDV value indicates reduced insulating capacity due to contamination or deterioration. Regular BDV testing ensures that the oil maintains its dielectric strength, allowing the transformer to operate safely under various electrical loads. Maintaining a high BDV value allows transformers to operate more reliably and efficiently, minimizing the risk of insulation failure and unexpected downtime. As part of a comprehensive oil testing program, BDV testing provides a clear indication of the oil’s health and supports informed maintenance decisions.
Benefits of Regular Oil Testing
Regular oil testing offers a multitude of benefits for transformer owners and operators, making it an essential component of a comprehensive asset management strategy:
Early Problem Detection:Regular monitoring allows for early identification of potential issues like contamination, oxidation, or degradation, enabling timely preventive maintenance or corrective actions.
Optimization of Maintenance Strategies:Oil testing provides data that can be used to optimize the transformer’s maintenance schedule, ensuring efficient resource allocation and peak performance.
Improved Reliability and Lifespan:Addressing issues identified through oil testing helps extend the equipment’s lifespan and enhance its overall reliability, reducing the need for costly replacements.
Cost Savings:Regular oil testing can lead to significant cost savings by proactively addressing problems before they escalate, avoiding high expenses associated with emergency repairs, unplanned downtime, and premature equipment replacement.
Common Issues Detected Through Oil Testing
Oil testing is a powerful tool for identifying a wide range of issues that can affect the performance and longevity of transformers. Some common problems detected through oil analysis include:
Contamination: Foreign particles, such as dirt, moisture, or metal particles, can compromise the oil’s insulating properties, leading to increased electrical stress.
Oxidation:Over time, insulating oil can oxidize, forming sludge, varnish, and other byproducts that impair cooling and insulating capabilities.
Thermal Degradation:Excessive heat can break down the oil, forming gases and byproducts that indicate overheating or insulation failure.
Partial Discharges: Localized electrical discharges can be detected through oil testing, indicating insulation issues or maintenance needs.
Frequency of Oil Testing
The frequency of oil testing depends on the transformer’s size, age, and operating conditions. For smaller transformers, testing may be conducted annually or every two years. However, for larger, more critical transformers, more frequent testing, semi-annually or quarterly is typically recommended. Factors such as operating environment, load conditions, and any known issues can also influence testing frequency. For example, transformers in harsh environments or under high-stress conditions may require more frequent testing to ensure reliable performance.
Oil Testing Methods and Equipment
Oil testing for transformers involves various analytical techniques and specialized equipment, including:
Dissolved Gas Analysis (DGA):Measures dissolved gas concentrations in the oil, providing insights into potential issues like overheating, partial discharges, or arcing.
Dielectric Breakdown Voltage Testing: Assesses the oil’s ability to withstand electrical stress, a key indicator of its insulating performance.
Interfacial Tension (IFT) Measurement:Evaluates the oil’s stability at the water interface, with changes indicating contamination or oxidation.
Fourier Transform Infrared (FTIR) Spectroscopy: Identifies the chemical composition of transformer oil, including the presence of additives, contaminants, and degradation by-products.
How to Interpret Oil Testing Results
Interpreting oil testing results is critical for understanding the transformer’s condition and determining appropriate actions. Experienced professionals evaluate various parameters, comparing them to industry standards and historical data to identify abnormalities or trends that may indicate underlying issues. For example, increased concentrations of dissolved gases like hydrogen or acetylene may suggest partial discharges or overheating. Similarly, a decrease in dielectric breakdown voltage or an increase in acid number may indicate the need for oil filtration or replacement. By taking a holistic approach to interpreting oil testing data, professionals provide informed recommendations for maintenance, repairs, or replacement, ensuring reliable transformer operation.
Importance of Professional Oil Testing Services
Entrusting oil testing to professional service providers ensures the accuracy and reliability of results, as well as the effective implementation of maintenance strategies. Professional services offered:
Accurate and Reliable Results:Calibrated equipment and strict quality control protocols ensure accurate and reliable oil testing results.
Comprehensive Analysis and Interpretation:In-depth analysis and interpretation of data, identifying potential issues, and recommending corrective actions.
Compliance with Industry Standards:Adherence to ASTM (American Society for Testing and Materials) standards ensures quality testing procedures and reporting.
Customized Maintenance Strategies:Tailored maintenance strategies based on the specific needs and conditions of the transformer.
Conclusion
In the world of electrical power systems, the importance of oil testing for transformers cannot be overstated. As the backbone of modern power grids, transformers play a crucial role in delivering reliable electricity. Oil testing provides invaluable insights into the condition of a transformer’s insulating oil, enabling early detection of potential issues and facilitating timely maintenance actions. The benefits of regular oil testing include improved reliability, extended lifespan, and significant cost savings. By embracing this essential practice, companies can unlock the power of their transformers, ensuring they remain resilient, efficient, and ready to meet the evolving energy needs of the future.
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#contamination#lube oil filter#hydraulic oil filter#lube oil#oil analysis#lvdh#transformer oil#transformers#transformer oil cleaning#oil condition monitoring#flushing#chemcial cleaning#oil testing#oil industry#oil and gas#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#power industry#steel#metal#mining#oil#lube oil flushing
0 notes
Text
Understanding the Hydraulic Oil Separation Method: Techniques, Applications, and Benefits
Introduction

Hydraulic oil separation is a process designed to remove impurities from hydraulic oil, restoring its original properties and ensuring it meets operational standards. By employing specialized separation techniques, contaminants like water, air, and solid particles are effectively eliminated, prolonging the oil’s service life and reducing the risk of component wear and failure. Regular hydraulic oil separation offers multiple advantages. First and foremost, it prevents the buildup of harmful substances that can cause corrosion, oxidation, and sludge formation. This not only enhances the oil’s lubricating properties but also contributes to maintaining the overall efficiency of the hydraulic system. Furthermore, hydraulic oil separation helps minimize maintenance costs, extend equipment lifespan, and reduce downtime, making it a crucial practice for industries relying on hydraulic systems.
Why is Hydraulic Oil Separation Important?
Oil testing serves as a diagnostic tool to evaluate the condition of the insulating oil used in transformers. By analyzing the oil’s composition and properties, experts can detect potential issues such as contamination, oxidation, or degradation. This enables early detection of problems, facilitating timely preventive maintenance or repairs.Hydraulic systems are the backbone of numerous industries, powering critical machinery and equipment used in construction, manufacturing, and transportation. These systems rely on hydraulic oil for power transmission, cooling, and lubrication. Over time, the oil can become contaminated with water, air, and particles, which can significantly impact its performance and the efficiency of the entire system. This is where hydraulic oil separation comes into play, providing a reliable solution to maintain oil quality and system performance.
Oil contamination can lead to various problems, such as reduced lubrication, increased friction, and accelerated component wear. Water, in particular, poses a significant threat as it can cause emulsification, leading to reduced oil viscosity and poor lubrication. Additionally, solid particles can cause abrasive wear on hydraulic components, leading to costly repairs and replacements.
Hydraulic oil separation is essential because it allows for the removal of these contaminants, ensuring that the oil remains in optimal condition. By using appropriate separation methods, industries can achieve cleaner oil, which translates to improved system efficiency, enhanced equipment reliability, and extended service life. This proactive approach not only prevents potential failures but also contributes to cost savings in terms of maintenance and replacement expenses.
Types of Hydraulic Oil Separation Techniques
Several techniques are employed to achieve effective hydraulic oil separation, each catering to different types of contaminants and operating conditions. The most common methods include:
Centrifugation: Centrifugation is a widely used technique that utilizes centrifugal force to separate contaminants based on their density. When hydraulic oil is spun at high speeds in a centrifuge, heavier contaminants such as water and solid particles are forced to the outer edges, while the purified oil collects in the center. This method is highly effective for removing water and solid particles from hydraulic oil.
2.Coalescence: Coalescence is a technique that involves passing the contaminated oil through a series of coalescing elements. These elements attract and merge small water droplets into larger ones, which are then separated from the oil due to their higher density. Coalescence is ideal for separating water from oil and is commonly used in systems where water contamination is a concern.
3.Filtration: Filtration involves passing the contaminated oil through a filter media that traps solid particles, dirt, and debris. This method is effective in removing solid contaminants and is often used in conjunction with other separation techniques for comprehensive oil purification.
Vacuum Dehydration: Vacuum dehydration is a process that uses vacuum pressure to remove dissolved water and gases from hydraulic oil. By lowering the pressure, the boiling point of water is reduced, allowing it to evaporate at lower temperatures. This technique is particularly useful for removing both free and dissolved water, as well as entrained gases from the oil.
Applications of Hydraulic Oil Separation
Hydraulic oil separation finds its application in a wide range of industries where hydraulic systems are used, such as:
Manufacturing: Hydraulic oil separation is essential in manufacturing industries to maintain the efficiency and reliability of hydraulic presses, injection molding machines, and other critical equipment.
Construction and Heavy Machinery: Construction equipment like excavators, loaders, and bulldozers rely on hydraulic systems for their operation. Regular oil separation helps prevent failures and downtime, ensuring that the machinery performs optimally even in demanding conditions.
Marine and Offshore: Hydraulic systems used in marine and offshore applications are exposed to harsh environments and the risk of water contamination. Hydraulic oil separation is vital to prevent emulsification and ensure the reliable operation of cranes, winches, and steering systems.
Aerospace: Aerospace applications require precise control and high performance of hydraulic systems. Oil separation ensures that the hydraulic oil remains free from contaminants, enabling safe and reliable operation.
Benefits of Regular Hydraulic Oil Separation
Implementing a regular hydraulic oil separation program offers numerous benefits for equipment owners and operators, making it an integral part of a comprehensive maintenance strategy:
Enhanced Equipment Performance: By removing contaminants, hydraulic oil separation restores the oil’s original properties, ensuring that it provides adequate lubrication, cooling, and power transmission. This results in smoother operation, reduced friction, and improved overall performance.
Extended Equipment Lifespan: Contaminants can accelerate wear and tear on hydraulic components, leading to premature failure. Regular oil separation helps minimize component wear, extending the lifespan of equipment and reducing the need for costly replacements.
Reduced Maintenance Costs: Preventing contamination-related issues reduces the frequency of maintenance and the need for repairs. This translates to lower maintenance costs and minimizes unplanned downtime.
Improved System Efficiency: Clean hydraulic oil allows the system to operate at peak efficiency, reducing energy consumption and improving productivity. This is especially important in industries where high efficiency and productivity are key performance indicators.
Minimized Environmental Impact: Proper hydraulic oil separation and purification reduce the need for frequent oil changes and disposal, contributing to a more sustainable and environmentally friendly operation.
Common Issues Detected Through Hydraulic Oil Separation
Hydraulic oil separation can help identify a range of issues that may affect the performance and longevity of hydraulic systems, such as:
Water Contamination: Water in hydraulic oil can cause emulsification, reduced viscosity, and poor lubrication, leading to accelerated component wear and potential failure.
Particle Contamination: Dirt, metal particles, and other debris can cause abrasive wear, leading to damage to hydraulic components and reduced system efficiency.
Oxidation and Sludge Formation: Oxidation of hydraulic oil can lead to the formation of sludge and varnish, which can clog filters and reduce the oil’s cooling and lubricating properties.
How to Interpret Hydraulic Oil Separation Results
Interpreting the results of hydraulic oil separation is crucial to understanding the condition of the oil and making informed maintenance decisions. Professionals with expertise in oil analysis and system maintenance evaluate the results to determine the type and extent of contamination present.
For example, high water content detected through centrifugation or coalescence tests may indicate leaks or condensation issues, requiring further investigation. Similarly, the presence of solid particles identified through filtration may suggest a need for improved filtration or system flushing.
Minimac Systems' Hydraulic Oil Filtration Solutions
To ensure optimal performance and reliability of hydraulic systems, Minimac Systems offers Hydraulic Oil Filtration Systems designed to remove contaminants like water, dirt, and particles that degrade hydraulic oil. Our systems are built to handle the most challenging industrial environments, utilizing advanced separation techniques such as filtration, vacuum dehydration, and coalescence to purify the oil and restore its original properties. With our filtration solutions, industries can maintain oil cleanliness levels that meet or exceed industry standards, reducing the risk of equipment failure and extending the service life of critical machinery. The benefits include enhanced equipment reliability, reduced maintenance costs, and lower energy consumption, making Minimac’s filtration systems a crucial part of a comprehensive hydraulic maintenance strategy. By investing in Minimac Oil Filtration System, industries can significantly reduce downtime, prolong the life of hydraulic components, and maintain smooth, efficient operations even in the most demanding conditions.
Conclusion
In conclusion, hydraulic oil separation is a vital process for maintaining the performance, reliability, and longevity of hydraulic systems. By employing techniques such as centrifugation, coalescence, filtration, and vacuum dehydration, contaminants like water, dirt, and air can be effectively removed, restoring the oil’s quality and ensuring optimal system operation. The benefits of regular hydraulic oil separation are manifold, ranging from enhanced equipment performance and extended lifespan to significant cost savings and reduced environmental impact. By incorporating oil separation as part of a proactive maintenance strategy, industries can unlock the full potential of their hydraulic systems, ensuring they remain efficient, reliable, and ready to tackle the challenges of modern industrial applications. For more information - Click Here
#frf#minimac systems#oil flushing#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#chemical cleaning flushing#chemical flushing#chemical cleaning#mspl#transformer oil filtration#oil filtration system#oil filtration systems#oil filtration machine#lvdh#bdv#testing kit#elc#electrostatics lube cleaner#electrostatic discharge protection#transformation oil purification#transformer oil#coalescer separator
0 notes
Text
Understanding the Unit of Viscosity: A Key Parameter in Lubrication
Introduction to Viscosity

Importance of Viscosity in Lubrication
In lubrication, viscosity determines how effectively a lubricant can separate moving components, reducing friction, preventing wear, and minimizing energy loss. Using the wrong viscosity lubricant can lead to either inadequate protection (if too low) or increased drag and energy consumption (if too high).
For industrial machinery, oil and grease formulations are selected based on viscosity SI units and standardized measurement systems like ISO VG (Viscosity Grade) and SAE (Society of Automotive Engineers) viscosity grades.
Viscosity SI Units and Other Measurement Units
Viscosity is measured using several units depending on whether it is dynamic viscosity or kinematic viscosity.
Dynamic Viscosity (Absolute Viscosity) Units
SI Unit: Pascal-second (Pa·s) or milliPascal-second (mPa·s)
CGS Unit: Poise (P) or centipoise (cP), where 1 P = 0.1 Pa·s
Common Industrial Use: Centipoise (cP) is frequently used in lubrication industry applications.
Kinematic Viscosity Units
SI Unit: Square meter per second (m²/s)
CGS Unit: Stokes (St) or centistokes (cSt), where 1 St = 10⁻⁴ m²/s
Common Industrial Use: Centistokes (cSt) is the most widely used unit in industrial lubrication, with ISO VG ratings based on kinematic viscosity at 40°C.
Understanding Absolute Viscosity (Dynamic Viscosity)
Absolute viscosity, also known as dynamic viscosity, refers to a fluid’s resistance to shear stress. It measures the force required to move one layer of fluid over another.
Formula:
Where:
= dynamic viscosity (Pa·s or cP)
= applied force (N)
= area of the fluid layer (m²)
= velocity gradient (s⁻¹)
Dynamic viscosity is used to determine how a lubricant behaves under mechanical stress and is critical in applications involving gears, hydraulics, and compressors.
Understanding Kinematic Viscosity
Kinematic viscosity is the ratio of dynamic viscosity to the density of the fluid. It represents how fast a fluid flows under gravity.
Formula:
= kinematic viscosity (m²/s or cSt)
= dynamic viscosity (Pa·s or cP)
= density of the fluid (kg/m³)
Kinematic viscosity is widely used in industrial lubrication standards such as ISO VG ratings, which categorize lubricants based on their kinematic viscosity at 40°C
Viscosity vs. Kinematic Viscosity
While dynamic viscosity measures a fluid’s internal resistance to movement, kinematic viscosity considers both viscosity and fluid density. In lubrication, the kinematic viscosity-to-viscosity relationship helps in determining how a lubricant will behave under real-world operating conditions.
Coefficient of Viscosity Unit and Its Role
The coefficient of viscosity represents the relationship between shear stress and shear rate in a fluid. It is often synonymous with dynamic viscosity in Newtonian fluids. The coefficient of viscosity is crucial in industries where precise viscosity control is required for operations like metalworking, automotive lubrication, and hydraulic systems.
Viscosity Measurement Units and Techniques
Measuring viscosity requires specialized instruments that ensure accuracy in selecting the right lubricant.
Common Viscosity Measurement Techniques:
Capillary Viscometers (Ubbelohde, Ostwald) – Used for kinematic viscosity.
Rotational Viscometers (Brookfield Viscometer) – Measures dynamic viscosity.
Falling Ball Viscometer – Determines viscosity by measuring the falling speed of a ball through the fluid.
Redwood and Saybolt Viscometers – Used in petroleum industries.
Each method provides valuable insights into the viscosity behavior of lubricants under different conditions.
Conclusion
Understanding viscosity measurement units and their significance in lubrication is crucial for selecting the right lubricant. Absolute viscosity (dynamic viscosity) and kinematic viscosity serve different purposes but are interrelated. By using viscosity SI units like Pascal-seconds and centistokes, industries can ensure optimal lubrication performance, reduce wear, and enhance machinery longevity. For more information - click here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#lube oil filter#hydraulic oil#contamination#hydraulic oil filter#oil filtration system#oil purification system#oil purification#oil purification machine#oil dehyration#oil dehydration systems#lvdh#coalescer separator#flushing#lube oil flushing#hydraulic oil flushing#chemical cleaning flushing#chemical flushing#oil filters#transformer oil#transformer oil cleaning#transformer oil filtration#oil and gas#power industry#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre
0 notes
Text
What is Oil Filtration? Importance, Types, and Benefits Explained.

Introduction
Understanding Oil Filtration
Oil filtration refers to the method of purifying oil by removing impurities that can degrade its quality. Contaminants can enter the oil through various means, including wear and tear of machinery components, environmental factors, and improper handling during oil changes. The primary goal of oil filtration is to enhance the oil’s performance, thereby protecting the machinery and extending its service life.
3. Importance of Oil Filtration
Effective oil filtration is essential for several reasons:
Machinery Protection: Contaminants in oil can cause excessive wear and tear on components, leading to breakdowns and costly repairs.
Enhanced Efficiency: Clean oil ensures that machinery operates at optimal efficiency, reducing energy consumption and improving overall performance.
Extended Oil Life:Proper filtration prolongs the life of the oil, reducing the frequency of oil changes and lowering maintenance costs.
Environmental Responsibility:Efficient oil filtration reduces waste and minimizes environmental impact by extending the life of lubricants and preventing spills.
Types of Oil Filtration
There are several types of oil filtration system, each designed to address specific needs:
Mechanical Filtration:This type utilizes physical barriers, such as filters, to capture particles. Common examples include paper filters, spin-on filters, and mesh filters.
Centrifugal Filtration:This method employs centrifugal force to separate contaminants from oil. It is particularly effective in removing larger particles and sludge.
Magnetic Filtration:Magnetic filters attract ferrous contaminants, ensuring that metal particles are removed from the oil, thus preventing damage to sensitive components.
Chemical Filtration:Chemical processes can also purify oil by breaking down contaminants or changing their chemical properties to make them easier to filter out.
Vacuum Filtration:This technique uses a vacuum to draw oil through a filter medium, effectively removing fine particles and water.
Hydraulic Oil Filtration
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure.
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure.
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure.
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure.
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure.
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure.
Hydraulic oil filtration is essential for the smooth operation of hydraulic systems, which are widely used in various industries, including construction, manufacturing, and transportation. Hydraulic systems rely on pressurized oil to transmit power, and any contamination can lead to decreased efficiency, increased wear, and potential system failure. LUBE Oil Filtration :
Filtration Techniques: Common methods include depth filters, surface filters, and centrifuges that can effectively remove particulate matter, oxidation byproducts, and moisture.
Significance: Clean lube oil not only improves engine performance but also enhances fuel efficiency and reduces harmful emissions. Regular lube oil filtration can significantly extend the life of engines and machinery.
Turbine Oil Filtration
Key Filtration Methods: Turbine oil filtration often involves multi-stage filtration systems that use coalescing filters and fine filters to remove water and particulates.
Critical Role: Effective turbine oil filtration is critical for maintaining the operational efficiency of turbines, reducing maintenance costs, and ensuring the reliability of power generation. The Oil Filtration Process
Oil Collection: Contaminated oil is collected from the machinery.
Pre-Filtering: Larger particles are removed using a coarse filter or screen.
Filtration: The oil is passed through a filter medium that captures smaller particles and impurities. Depending on the type of filtration used, this could involve mechanical, centrifugal, magnetic, or chemical processes.
Quality Testing: After filtration, the oil is tested for quality and cleanliness to ensure it meets the required specifications.
Reintroduction: The clean oil is then reintroduced into the machinery, ensuring optimal performance and protection.
Click here to learn more about oil filtration systems - Click here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#lube oil filter#hydraulic oil#contamination#hydraulic oil filter#lube oil#flushing#oil filtration#oil filtration systems#oil filtration machine#oil dehydration systems#FRF#TOFS#coalescer separator#transformer oil#transformation oil purification#BDV#Testing kit#oil testing#oil filters#filters#filtration#oil condition monitoring#MSPL
0 notes
Text
Plant Renovation Unveils Critical Role of Hydraulic Flushing in New Compressor Setup- Minimac in Action
Implementation of Hydraulic Oil Flushing Mitigates Compressor Failures Effectively
Synopsis
The plant boasting a daily urea production capacity of 3,850 tons based in Dhanbad, had its existing infrastructure under a complete shutdown for 15-20 years leading to a meticulous ground-up renovation and redesign process. The commissioning of the two newly set-up primary compressors required a meticulous hydraulic line flush to ensure optimal performance and to avoid them entering into an early maintenance period
Initial Findings
Newly installed hydraulic oil pipelines for compressors often undergo on-site fabrication, introducing unwanted deposits and contaminants. Without thorough flushing, these deposits pose a risk of severe damage to the compressor turbine, potentially causing erosion and complete failure. Such premature failures force the compressor into maintenance, disrupting regular operations. The primary cause of initial failure and operational downtime in hydraulic systems is typically particles and contaminants
Problems
Pre-commissioning flushing was vital to eliminate contaminants like grime, metal debris, and sealant, to prevent sudden failures in pumps, motors, valves, and other components. Hydraulic Flushing was a necessary step to avoid clogs, leaks, and malfunctions, ensuring seamless equipment commissioning and averting costly maintenance and disruptions.
Client’s Requirement
Aligning pipeline standards set by the compressor OEM
Hydraulic pipe cleaning to meet standards where particles above 150 microns are impermissible. The 100-mesh should show no particles after a minimum 12-hour flushing period.
Equipment: Two compressors - Process Air Compressor (PAC) and Carbon Dioxide Compressor (CO2).
The flushing oil should attain NAS<=6/ ISO 4406: 17/15/12 standards.
Customized Solution.
Solutions
Utilizing Minimac's tailor-made equipment on-site, accompanied by a team of proficient and trained engineers.
Minimac Systems provided a simple yet effective method for all the piping for both of the compressors.
Offered Solution : Flushing system having capacity of 2000 LPM : FS-2000-2S-H-V.
Our Service Engineer installed the equipment and provided training on its operation and effective handling to the client's team.
Job executed within a limited time-span on the running unit without hindering the client’s operations and oil tanks.
Value TypePAC CompressorCO2 CompressorBeforeAfterBeforeAfterNAS125125Time Taken For Work Completion16 Days35 Days
Cost Saving
This plant managed to save:
Cost of Oil Replacement: ₹25 Lakhs. Approx.
Cost of Downtime: ₹1 Cr. Approx
CO2 e Saving
2,88,000 kg of CO2 e / 0.288 gigagrams of CO2 e
Benefits
Prevented the environment from harm by averting the emission of 2,88,000 kg of CO2 e
24 kL of Oil Saved.
Extended Equipment Life.
Reduced NAS Levels.
Elimination of Oil Replacement/Compressor Maintenance Costs.
Task Successfully performed without any shutdowns and in a limited amount of time.
No Accidents/ Spillage.
HSE Norms Fulfilled Diligently.
Abbreviations Used
kL : kilolitre
kg : kilogram
NAS : National Aerospace Standard
LPM : Litres Per Minute
OEM : Original Equipment Manufacturer
ISO : International Organization for Standardization
Cr : Crore

Subscribe to our YouTube Channel and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#oil purification system#oil purification machine#oil purification#oil dehydration systems#frf condition systems#chemical cleaning flushing#transformer oil#transformer oil cleaning#condition monitioring#oil condition monitoring
0 notes
Text
Preserving 35 kL of Prime 46 Oil from Solid and Moisture Impurities
Minimac Rescues Bihar Power Station : Customized Solution for Solid Contamination and Moisture Wins.
Synopsis
In Begusarai, Bihar, a 720 MW coal-fired power station owned by a major PSU recently faced high Solid Contamination and Moisture Levels in two tanks each with 115 MW power potential. To avert disruption, Minimac provided a customized solution, deploying a specialized machine to lower NAS levels and address moisture and solid contamination saving the plant from a potential failure.
Initial Findings
The power plant's poor operational condition had resulted in the oil degrading to its maximum limit, physical inspection revealed highly contaminated oil with various unwanted contaminants such as sludge, metal parts, insects, dirt, etc.
Problems
Two primary lubrication oil tanks, each with a substantial 115 MW power potential, experienced significant contamination from solids and moisture. Utilizing the contaminated oil to initiate the turbine posed a critical risk of tripping the overall system, leading to potential catastrophic failures.
Client’s Requirement
To Purify 15 kL & 20 kL of Prime 46 Oil from the respective tanks.
To remove Moisture and Solid Contaminants.
To Achieve NAS ≤ Class 8.
To Achieve Moisture ≤ 500 PPM.
Customized Solution.

Solutions
Deploying Minimac’s customized machine at the site along with trained and skilled engineers.
Oil filtration system(150 LPM & 200 LPM) to bring the NAS level of oil to the desired range.
Low Vacuum Dehydrator (100 LPM) to maintain consistent moisture levels in the oil using the vacuum dehydration ensuring smooth turbine operation in its active state.
Our Service Engineer installed the equipment and provided training on its operation and effective handling to the client's team.
Job executed within a limited time-span on the running unit without hindering the client’s operations and oil tanks.
Value TypeOil Tank under UNIT 7 (15kL)Oil Tank under UNIT 8 (20kL)BeforeAfterBeforeAfterNASClass 12Class 8Class 12Class 8Moisture Level13000 PPM64 PPM700 PPM42 PPM
Cost Saving
This plant managed to save:
Cost of Oil Replacement: ₹75 Lakhs. Approx
Cost of Downtime: ₹1 Cr. Approx
CO2 e Saving
4,20,000 kg of CO2 e / 0.42 gigagrams of CO2 e
Benefits
Prevented the environment from harm by averting the emission of 4,20,000 kg of CO2e.
Saved 35 kL of Oil from being incinerated.
Extended Oil Life.
Reduced NAS & Moisture Levels.
Elimination of Oil Replacement Costs.
Task Successfully performed without any shut downs and in a limited amount of time.
No Accidents/ Spillage.
HSE Norms Fulfilled Diligently.
Abbreviations Used
kL : kilolitre
kg : kilogram
MW : Megawatt
NAS : National Aerospace Standard
LPM : Litres Per Minute
PPM : Parts Per Million
HSE : Health, Safety & Environment

Oil Visuals : Before & After

Filter Visuals : Before

Strainer Conditions Before Filtration Filter Visuals : After
Subscribe to our WhatsApp Community and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#chemical cleaning flushing#chemical flushing#chemical cleaning#lube oil flushing systems#lube oil flushing#lubeoil#transformer oil filtration#oil filtration#oil filtration systems#oil filtration machine#oil dehyration#oil dehydration systems#lvdh full form#lvdh#mlc lvdh#frf condition systems#frf machine#condition monitioring#oil condition monitoring#oil cleaning machine
0 notes
Text
Effectively reducing the TAN Levels of 32kl of FRF Oil
Abating TAN Levels: Minimac's Tailored Solution for Critical Oil Values at India's 9th Largest Coal-Fired Power Plant
Synopsis
In Singrauli, MP, stands a colossal thermal power plant, one of the largest PSUs and the 9th largest coal-fired power station at 4760 MW capacity. Recently, it faced a formidable challenge - high TAN Levels in two 16kl control fluid tanks. To prevent a potential disruption and subsequent shutdown, Minimac provided a customized solution by deploying a specialized machine to lower TAN levels, address moisture, solid contamination and implement effective Nitrogen Blanketing.
Initial Findings

Problems
The client encountered increased TAN levels in two of their Control Fluid Tanks which had a detrimental impact on the operation of servo valves leading to reduced responsiveness, erratic behavior, increased wear and tear, and potential valve malfunction.
Client’s Requirements
To Purify 32kl of FRF Oil
To remove the TAN, Moisture and Solid Contaminants.
To Achieve NAS: ≤ Class 5.
To Achieve TAN: ≤ 0.10 (mg KOH/g).
To Achieve Moisture: ≤ 500 ppm.
Customized Solution.
Solutions
Deploying Minimac’s customized machine at the site along with trained and skilled engineers.
TAN Reduction Systems(20 LPM) equipped with the ion exchange resin to filter and eliminate acid components of oil.
Low Vacuum Dehydrator (100 LPM) to maintain consistent moisture levels in the oil using the vacuum dehydration ensuring smooth turbine operation in its active state.
Oil filtration system(150 LPM) to bring the NAS level of oil to the desired range.
Nitrogen blanketing system to maintain an inert space above the oil in the tank, serving as a barrier between the moisture-laden external air and the FRF oil inside the tank.
Along with the equipment’s installation, our Service Engineer trained the client’s team on the functioning and effective handling of the machine.
Job executed within a limited time-span on the running unit without hindering the client’s operations and control fluid tank system.
Value TypeControl Fluid Tank at UNIT 11Control Fluid Tank at UNIT 12BeforeAfterBeforeAfterNASClass 8Class 4Class 7Class 4TAN0.62 mg KOH/g0.08 mg KOH/g0.52 mg KOH/g0.08 mg KOH/gMoisture Level561PPM275 PPM500 PPM184 PPM
Benefits
Prevented the environment from harm by averting the emission of 3,84,000 kg of CO2e.
Saved 32 kl of Oil from being incinerated.
Extended Oil Life.
Reduced TAN Levels.
Elimination of Oil Replacement Costs.
Cost Saving
This Plant managed to save:
Cost of Oil Replacement: ₹7 Cr. Approx.
Cost of Downtime : ₹1 Cr. Approx.
CO2e Savings
Total Savings =3,84,000 kg of CO2e/0.384 gigagrams of CO2e
Graph
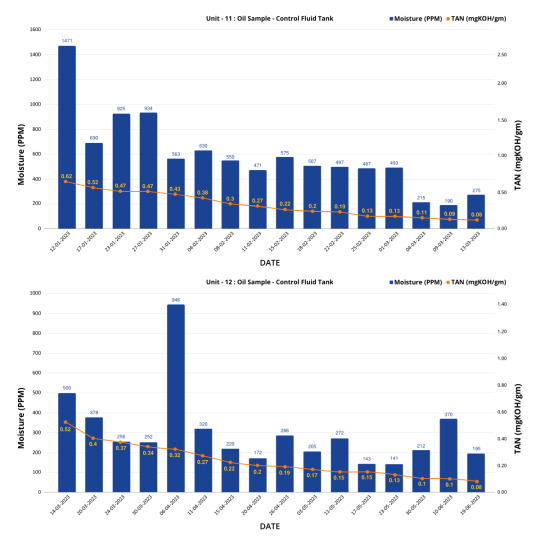
Pictorial Representation

Right to left( LVDH:100LPM, FS :150LPM, TAN Reduction Skid Ion Exchange :20LPM)

Resin Skid-TAN REDUCTION M/C (Ion Exchange 20 LPM)

Before and after oil sample
Know More About - https://www.minimacsystems.com/ Subscribe to our WhatsApp Community and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#contamination#lube oil filter#hydraulic oil filter#chemical cleaning flushing#chemical cleaning#oil filteration#oil filters#oil industry#oil and gas#oil#oil analysis#power industry#steel#mining#metal#oil filtration system#oil filtration machine#oil filtration systems#oil dehydration systems#frf condition systems#frf machine#coalser separator#elc
0 notes
Text
Efficiently Eliminating Varnish from 23,500 Liters of Oil in Just 516 Hours
Mitigating a Potential Power Crisis in Western India through Varnish and Solid Contamination Removal
Synopsis
A Power Plant supplying a major 1967 MW of power to the Western India, based in Dabhol, Maharashtra,and owned by one of the largest PSU’s, faced troubles with recurring turbine trip downs in two of its main turbines due to a sticky oil residue.Varnish and Solid Contaminants were identified with initial MPC values ΔE=38.6 and NAS 1638=Class 12, which needed reduction to ΔE≤15 and NAS 1638≤Class 6.Minimac's FS 500 machine, with a 3-stage system, achieved this in 516 hours, preventing frequent tripping, valve failures, erratic operations, extensive overhauls, and potential losses of ₹50 lakhs.
Initial Findings
Minimac's team conducted a site visit, analyzing the situation and taking an initial oil sample. Third-party lab testing revealed significant findings, with initial oil MPC values at ΔE=38.6 and NAS 1638 classification of Class 12.
Problems
The client encountered frequent turbine shutdowns in two of its primary turbines due to sticky oil residue within the Gas Turbines' (GTs) bearings and valves. A subsequent oil analysis confirmed the existence of varnish in the oil. As a result, Minimac was entrusted with the responsibility of removing the varnish from the main lube oil.
Client’s Requirements
To Purify 23,500 liters of Prime 32 oil.
To remove the varnish and solid contaminants.
To Achieve ΔE≤15 from its initial reading of 38.6.
To achieve NAS 1638≤Class 6 from its initial reading of Class 12.
Smooth & Timely Execution without any downtime.
Customized Solution.
No spillage.
Solutions
Deploying our customized machine at the site along with our trained and skilled engineers
FS 500: A miraculous 500-liter-per-minute machine featuring a 3-stage flushing and filtration system
It encapsulates varnish removal capacity and mechanical filters to effectively give the desired results.
It was connected to the main oil tank (MOT) of unit 3A, which contained 23,500 liters of Prime 32 oil.
Along with the equipment’s installation, our Service Engineer trained the client’s team on the functioning of the machine and the effective handling of the same.
Job executed 24/7, with continuous oil testing. Remarkably, set KPIs achieved in just 516 hours, showing significant improvement, reaching ΔE=7.2 and NAS 1638: Class 6.

Benefits
Prevented the environment from harm by averting the emission of 2,82,000 kilograms of CO2e.
Extended Oil Life.
Elimination of Oil Replacement Costs.
An enormous quantity of oil was cleaned in a limited amount of time.
Increased Machine Reliability.
Cost Saving
This Plant managed to save:
Cost of Oil Replacement: ₹50 Lakhs Approx.
Cost of Downtime : ₹1 Cr. Approx.
CO2e Savings
Total Savings = 2,82,000 kg of CO2e/0.282 gigagrams of CO2e
Graph
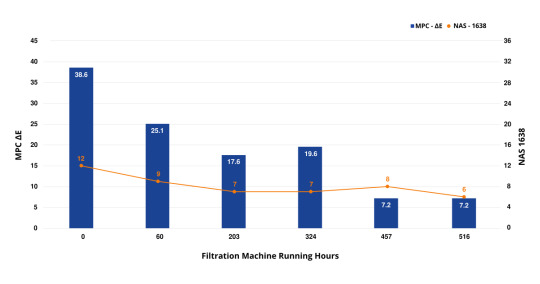
Subscribe to our WhatsApp Community and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#oil filtration machine#oil filtration#oil contamination#fire resistance flauid#oil oil filtration systems#oil dehydration systems#elc#electrostatics lube cleaner#transformer oil#transformer oil cleaning#transformer oil filtration#transformers#diesel oil purification#coalescer separator#lube oil flushing systems#lube oil flushing#lube oil#hydraulic oil machine#hydraulic oil filter#hydraulic oil cleaning
0 notes
Text
Oil Reclamation project for the largest oil refinery in WB, India
A critical oil reclamation project for the largest oil refinery with a capacity of 8 million tonnes per year in West Bengal, India.
Synopsis
The lube oil used in various industrial equipment such as pumps, compressors, turbines, blowers, turbo generators, recycle gas compressors, wet gas compressors, and coke cutting pumps had critical contamination levels initially. The problem was caused by poor maintenance by a previous service vendor, resulting in the presence of moisture and impurities in the oil tank. To address the issue, Minimac Operations and Maintenance Service (MOMS) carried out a timely service operation to help the plant bring down the moisture count and remove impurities from the oil tank. Before oil purification, NAS ≥ 12, Moisture ≥ 650 PPM; after oil purification, NAS < 5 and Moisture < 200 PPM This helped to improve the quality of the oil used in the equipment and ensure the smooth operation of the plant.
Problems
The oil was contaminated with moisture and mechanical impurities due to insufficient maintenance, which could lead to equipment failure and downtime. The presence of these impurities in the oil could also cause damage to the equipment, reduce its lifespan, and decrease its efficiency. It was essential to address this problem by implementing proper maintenance practices, such as regular oil changes, filtration, and moisture control, to ensure that the industrial oil is clean and free from contaminants. Failure to address this issue could lead to increased costs as well as production losses due to downtime.
Client’s Requirement
The target moisture level must be below 200 PPM.
Target NAS class must be maintained better than NAS class 5.
Solutions
Minimac Systems examined the oil circulation system, which consisted of high impurities.
Machine used: FS 80 LPM - 2 units; FS 40 LPM - 1 unit; FS 20 LPM - 1 unit.
NAS class < 5 and < 200 PPM moisture level was achieved.
Cost Saving
This plant managed to save:
Immediate tangible benefit = ₹9 Cr.*/ $90 Million* * considering the base price of oil as ₹150/lts /$1.83/lts.
Intangible benefits = Equipment reliability - less breakdowns - minimum equipment outage - reduced downtime - minimum hamper to production line.
CO2 e Saving

Benefits
The reliable operation of the system and trouble-free operation of machines.
Sustainable performance of the overall process.
Less Breakdown.
Elimination of new compressor cost.
Reduction in the possibility of product degradation due to lack of proper filtration.
Timely Execution.
Feedback
Minimac believes in delivering the best experience to the clients with result-oriented project execution, hence, as a result, the project was extended further.
Subscribe to our WhatsApp Community and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#lube oil filter#contamination#hydraulic oil filter#lube oil flushing#lube oil flushing systems#chemical cleaning#chemical flushing#chemical cleaning flushing#transformer oil filtration#oil filtration systems#oil filtration machine#oil filter systems#oil filter testing#oil dehydration systems#frf condition systems#frf machine#elc#electrostatics lube cleaner#transformation oil purification#transformer oil#transformer oil cleaning#transformer oc#coalescer separator
0 notes
Text
Oil reconditioning project for India’s largest coal-based power producer
Team Minimac successfully executed a critical project to recondition the control fluid (two tanks of capacity 16 kiloliter each) for India’s largest energy conglomerate and coal-based power producer with a capacity of 4760 MW.
Synopsis
The plant was built and is in service as a thermal power generating station, in Vindhyachal. There was a problem with higher Total Acid Numbers (TAN), observed typically when moisture content exceeds the permissible range. They were facing difficulties in stable unit operation because of the sluggish and erratic behavior of the turbine governing system. It was a significant threat to unit outage and generation loss. The situation was examined by Minimac Operations and Maintenance Service (MOMS). Resin skid - Minimac- FS-20-TRIX- 8-25 ltr-1S-FRF-DOL was deployed to address the issue.
Before Oil purification, the TAN value was≥ 0.62 mgKOH/gm, NAS ≥ 8, and Moisture ≥ 1471 PPM. After Oil purification, the recorded parameters were TAN value = 0.08 mgKOH/gm, NAS ≤ 4, and Moisture ≤ 260 PPM. The major challenge faced during the execution was if we charged resin, TAN would reduce, but moisture would increase. So, an analysis was done and implemented to control the moisture first, then charged the second resin cycle. Minimac gave a 100% customized and balanced solution within time.
Problems
The tank capacity was 16 kiloliters, which is huge. The biggest challenge was to execute the project while the system was in operation. Water contamination bubbles were forming, leading to the fluctuation in NAS - as for moisture control, it was necessary to turn off the system. Resin charge in Ion exchange was done intermittently to control moisture increase, and our motto was to hold moisture below 500 PPM so we could plan for the next cycle of resin charge.
Client’s Requirement
To purify the control fluid.
To reduce the TAN value from 0.62 to < 0.10 mgKOH/gm.
To bring down the moisture level < 500 PPM.
To achieve NAS < 5.
Smooth and timely execution without any downtime.
Tailor-made solution.
No oil loss because of processing or spillage.
Solutions
Resin skid - Minimac- FS-20-TRIX- 8-25 ltr-1S-FRF-DOL for NAS & moisture reduction was installed.
Before the oil conditioning process, the TAN ≥ 0.62 mgKOH/gm, which was reduced after oil purification to TAN ≤ 0.08 mgKOH/gm.
The Nitrogen generation unit (TMR 100) was deployed and installed at the client’s site.
For further improvement in TAN, the oil vapor extraction fan (OVEF) was throttled in the range of 70%, with the support of the user.
Minimac provided trained manpower and other consumables under the MOMS (Minimac Operations and Maintenance Service) offering. Minimac had given results far better than the KPIs.

Cost Saving
This plant managed to save:
Cost of oil replacement: ₹ 3.2Cr. approx/ $ 32 Million approx
Cost of downtime: ₹ 3.15 Cr. approx/ $ 31.5 Million approx
By investing ₹ 21 lakh approx/ $ 25.65k approx only.
CO2 e Saving
1,92,000 kg of CO2 e / 0.192 gigagrams of CO2 e
Benefits
Extended in-service oil life.
The smooth functioning of the machines.
Elimination of new oil replacement cost.
Avoiding the risk of fire and explosion.
Reduction in the possibility of product degradation due to blanketing.
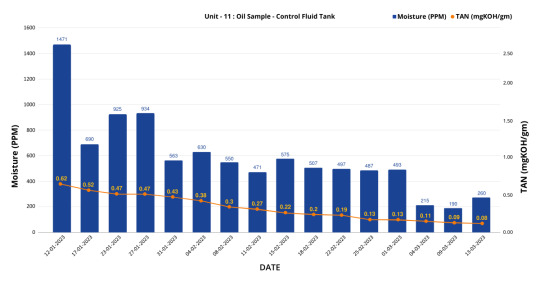
Subscribe to our WhatsApp Community and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#oil & gas#hydraulic oil#contamination#lube oil filter#hydraulic oil filter#lube oil flushing#lube oil#chemical flushing#oil and gas#metal#mining#oil filtration system#transformation oil purification#transformer oil#transformer oil cleaning#transformer oil filtration#transformers#oil purification system#oil purification machine#oil purification system#oil purification#oil dehydration systems#mlc lvdh#lvdh full form#lvdh
0 notes
Text
Saved the plant from a major breakdown
The Minimac team successfully completed a critical flushing project in a big fertilizer company with a capacity of 4000 tonnes in Jharkhand.
Synopsis
An installation project was ongoing at the fertilizer plant’s premises. Newly built lube pipelines and tanks were to be flushed to remove the welding debris and other components left inside while fabricating the pipelines. The entire project was delayed due to a very slow flushing process. Minimac Operations and Maintenance Service (MOMS) team evaluated the situation and came out with a solution to expedite the flushing process. The project required flushing their two main compressors, i.e., PSE processed air compressor and carbon dioxide compressor
Problems
Proper flushing had to be done as the pipeline was newly fabricated; otherwise, it would have led to a major breakdown of the compressor, as the impurities would choke the blades and erode/damage the compressor. Other issues were to ensure proper calculation for variable pipe diameters, and if the oil goes to the rundown tank and overflows, 60-65 degree oil will fall, causing a huge mishap.
Client’s Requirement
Fast completion of the job to meet the project timeline.
Solutions
Minimac Systems examined the pipeline, which consisted of a low-pressure pipeline, high-pressure pipeline, and run-down tank.
A proper calculation was done as the work was a bit critical; any negligence could become a mishap
All parameters must be considered, including segment-wise flushing, hammering, thermal showering, etc.
At the end of the flushing, a mesh was installed to check if any impurities were present
Completing the flushing project was ensured as per ISO 18/15/12
Cost Saving
This plant managed to save:
Cost of import caused due to deficit of fertilizer.
CO2 e Saving

Benefits
The reliable operation of the system and trouble-free operation of machines.
Sustainable performance of manufacturing process.
Elimination of new compressor cost.
Avoiding the risk of fire and explosion.
Reduction in the possibility of product degradation due to lack of proper flushing
Timely execution.
Feedback
As a result of Minimac's excellent work, another assignment of a similar nature was assigned to them. Minimac achieved the OEM's request for no debris in the mesh.
Subscribe to our WhatsApp Community and be a part of our Journey - Click Here
#frf#oil flushing#minimac systems#power#minimac#hydraulic oil#oil & gas#lube oil filter#contamination#hydraulic oil filter#lube oil flushing#hydraulic oil flushing#chemical cleaning flushing#oil filtration#oil filtration systems#oil contamination#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical#turbine oilanalysis maintenance lubrication reliability contaminationcontrol oil powerplants oilfiltration rotatingequipment mechanical bre#turbinemaintenance#gas turbine market trends#steam turbine#wind turbines#coalescer separator#transformer oil#transformation oil purification#transformer oil cleaning#transformer oil filtration#oil dehydration systems#frf condition systems#electrostatics lube cleaner
0 notes