#custom chemical redefining companies
Text
#Chemical redefining industries#custom chemical synthesis companies#Chemical industries#custom chemical manufacturing companies#custom chemical redefining companies#Redefining Chemicals servicing companies
3 notes
·
View notes
Text
FLOCCULANTS MANUFACTURE
In the dynamic realm of drilling fluids, Universal Drilling Fluids distinguishes itself as a pioneer in the development and manufacturing of flocculants. This industry leader's commitment to innovation and precision is evident in its unique approach to flocculant design and production. Let's delve into the intricate processes, versatile applications, and inherent advantages that characterize Universal Drilling Fluids' mastery in the manufacture of flocculants.

Precision in Polymerization: Universal Drilling Fluids begins its flocculant manufacturing process with a focus on precision through polymerization. Similar to an artist selecting the finest materials for a masterpiece, this company carefully selects and polymerizes specific monomers. The result is a molecular architecture that ensures optimal performance, tailored to the diverse and dynamic conditions encountered in drilling operations.
Formulation Expertise: The role of Universal Drilling Fluids extends beyond manufacturing; it takes on the persona of a formulator extraordinaire. By tailoring flocculants to the unique characteristics of different drilling environments, the company demonstrates a level of formulation expertise that goes beyond a standard chemical composition. Rigorous quality assurance ensures that each formulation meets stringent standards of consistency and industry compliance.
On the Drilling Stage: Consider the application of flocculants as a theatrical production:
Choreographing Settling Dynamics: Flocculants act as choreographers, orchestrating the graceful settling of solids. This process enhances the separation of cuttings from the drilling fluid, contributing to overall operational efficiency.
Spotlight on Fluid Clarity: The performance of flocculants shines in the spotlight of fluid clarity, transforming the drilling fluid into a crystal-clear medium. This not only enhances visibility but also ensures that filtration processes operate with artistic precision.
Ensuring Wellbore Stability: Flocculants play a vital role in the grand finale, contributing to wellbore stability by preventing the accumulation of fine particles. This ensures a stable and reliable performance throughout drilling operations.
Advantages of Universal Drilling Fluids' Innovations:
Elevating Filtration Efficiency: Flocculants from Universal Drilling Fluids elevate filtration efficiency by promoting the formation of larger particles, optimizing the overall performance of drilling fluids.
Fluidic Harmony: By reducing mud viscosity, these flocculants introduce a sense of fluidic harmony to drilling operations. The result is a well-balanced and optimized performance.
Tailored Solutions: Universal Drilling Fluids doesn't merely supply flocculants; it crafts tailored solutions. Each formulation is a unique composition designed to address the specific challenges presented by diverse drilling environments.
Conclusion
In the ever-evolving landscape of drilling operations, Universal Drilling Fluids emerges as a beacon of innovation, providing solutions that redefine efficiency and clarity. With a symphony of precision, customization, and excellence, their flocculants showcase a commitment to advancing the fluidic dynamics of oil and gas exploration.
3 notes
·
View notes
Text
How do rubber rollers benefit manufacturing?
In this blog, we are going to highlight about industrial rubber rollers, how the device is transforming the manufacturing industry, and how industrial roller company is making use of the latest technology.
Learning about the manufacturing industry-centric rubber roller
An industrial rubber roller is a technology-driven device designed for manufacturing industries. The product comprises an inner shaft made up of metal, for instance, aluminum, steel, or carbon fiber. This metallic shaft is covered by a sturdy coating of elastomer compounds, including silicone, EPDM, neoprene, and natural rubber.
The device is ideal for sanding, grinding, etc. in the ensuing sections, we will discuss the applications.
Unique features of a rubber roller
The unique features of a premium quality rubber roller manufactured by a prominent industrial roller company in Ahmedabad, India makes it ideal for numerous manufacturing companies. While planning to purchase a roller for your manufacturing plant, you can match the roller with the following features:
Resistant to inclement weather
Sturdy design
Returns to its original shape, if distorted during application
Resistant to chemicals
Resistant to scratching and bumping
High coefficient of friction
Swiftly compensates for small changes that occur in machines precision
Durability
High tensile strength
Resistant to wear and tear
Unless the product matches these types of features, don't make the final decision. There are plenty of industrial roller companies in Ahmedabad, India. Why settle for less.
Applications of industrial rubber rolls
The manufacturing industry-centric rollers are substantially affecting the production process of various types of industries. Some of their industrial applications consist of:
Tape line / Woven sack (Silicon rollers)
Gravure printing (Printing)
Solvent-based lamination (Lamination)
Extrusion lamination (Hard chrome plated rollers)
Adhesive coating (Hard chrome plated rollers)
Blown film line (Silicon rollers)
Bopp/polyester line (Palletizer rollers)
Pelletize machine (Palletizer rollers)
Flexo graphic printing (Printing)
Solventless lamination (Lamination)
A reputed industrial roller company holds expertise in delivering custom-made solutions. If you are looking for a specific type of manufacturing industry-centric rubber rollers, you can connect with an established roller manufacturing company.
Industrial applications
The quality-driven roller is used in a wide range of industries, including:
Packaging
Paper
Plywood
Tyre
Steel
For further information, you can get in touch with a leading industrial roller company.
Latest technology
Over the years, the advent of technology has redefined the mechanism of industrial rubber rollers. Most reputed companies are drawing benefits from modern technology. And rightly so. Cutting-edge technology has helped in the development of modern rubber rollers.
Let’s connect for a mutually beneficial partnership
Driven by a visionary approach, Arvind Rub-Web Controls Ltd. made a humble beginning in 1984. From a modest foray, over the years, the excellence-focused company has established itself as an indisputable industry leader with several industries first to its credit.
"Excellence means setting benchmarks, without telling others", this adage has been at the center of our corporate strategy. Starting with mere two industrial rollers in the beginning, over the years, we have thrived from the wealth of experience and now boast of 100+ product ranges and a presence in 52+ countries!
Our quality-focused, industry-centric product range includes industrial rubber/ebonite/metal rollers, bow rollers (rubber/metal expanders), ink pumps, edge guider, bottom cutting shaft, rubber sleeve, hcp rollers, air expandable shaft, and core saver/core restorer among others.
9 notes
·
View notes
Text
Azure Quantum Elements: Designed to scientific advancement

Investigate the latest generative AI and high-performance computing-based tools.
Azure Quantum Elements was developed specifically to hasten scientific advancement. With simulation workflows designed for scalability on Azure High-Performance Computing (HPC) clusters, AI-accelerated computing, AI-augmented reasoning, integration with quantum tools to begin experimenting with current quantum hardware, and future access to Microsoft’s quantum supercomputer, you can increase the productivity of your research and development.
Reduce time to impact: for some customers, the time it takes to see benefits is cut from six months to one week.
In the same timeframe, investigate additional materials that have the capacity to grow from thousands to tens of millions of candidates.
You can practically condense nearly a year’s worth of study into a minute by speeding up some chemistry simulations by a factor of 500,000.
Boost efficiency by using Copilot in Azure Quantum Elements to create code, query and visualise data, and start simulations.
Onramp to quantum computing: Test current quantum gear and gain first dibs on Microsoft’s next quantum supercomputer.
Unilever is redefining research and development fundamentals
In order to facilitate their digital R&D transformation and product innovation, Unilever is utilising the supercomputing and AI technologies offered by Microsoft. Unilever is changing what it means to be a consumer products firm in the modern world using cutting edge science, from discovering the mysteries of our skin’s microbiome to lowering the carbon footprint of a multibillion dollar company.
In what way In order to identify a superior battery, Microsoft’s AI vetted over 32 million applicants
In order to identify a novel substance that was previously unidentified and not found in nature, the Microsoft Quantum team collaborated with the Pacific Northwest National Laboratory (PNNL) of the Department of Energy. The collaborative development team screened over 32 million possibilities using artificial intelligence (AI), which drastically changed the scientific method, in order to find and create a novel material that may lead to improved batteries.
Overview of the Product
The Launch of Generative Chemistry The end-to-end workflow known as “Generative Chemistry” will soon be accessible through the Azure Quantum Elements private preview. It uses generative AI to significantly simplify the process of finding and designing new molecules with desired features, hence speeding up the development of new products.
Introducing Enhanced DFT Density functional theory, or accelerated DFT, is now accessible through Azure Quantum Elements private preview. It can identify the quantum-mechanical characteristics of molecules with thousands of atoms in a few hours, offering an average 20-fold speed boost over one of the most popular open-source DFT codes.
Scale
High-performance computing and workflow automation on a cloud platform designed specifically for chemical and materials simulations to enable state-of-the-art molecular simulation capabilities.
Temporary
By forecasting chemical and material properties using unique AI models and workflows that are connected with the cloud, you can broaden your study and expedite computations.
Reliability
Using adaptable techniques that set the stage for future quantum computing capability, solve some of the most difficult problems in materials science and chemistry.
Use Copilot in Azure Quantum Elements to increase productivity
With a natural language interface built into your cloud environment for intelligent code creation and data communication, you can improve scientific discovery and research efficiency for some of the most challenging chemistry and materials challenges.
Encourage researchers to employ conversational interactions as a means of generating code and increasing efficiency. Reduce the obstacles to setting up and starting your workflows by obtaining technical, guided answers with sample code in an easy-to-use interface, querying and visualising data, and starting simulations.
Use Azure Quantum to learn about chemical concepts
Create, visualise, and interact with molecular structures and orbitals using Copilot in Azure Quantum to learn about chemistry and materials science ideas in a fresh and engaging way. With Copilot’s rapid generation of study summaries that include citations for further reading when necessary, you can stay up to date on scientific advancements based on the most recent scientific research.
Scientists engaged with finding and creating new chemicals will be inspired by the announcement of new features in Azure Quantum Elements Generative Chemistry. This will facilitate innovative expansion in numerous sectors, such as assisting oil and gas companies in finding more potent fuel additives to prolong engine life or helping glue companies develop novel chemicals that improve adhesion while eliminating undesirable residue.
This technique of discovery could be likened to using a single, tiny torch to search a big, busy, dark warehouse for a small box. The rest of the warehouse is dark and unknown, and we can only concentrate the light on a limited area at a time. Their light has become much wiser thanks to generative AI, which can now lead us in new directions and give us visibility where we may not have previously thought to or been able to look.
Researchers can request compounds with specific properties from Generative Chemistry, including faster degradation or easier recycling. They can also let the system know what their intended use is and share details about it, allowing it to identify pertinent chemical features. They obtain a group of candidates for more investigation after a few more steps that meet those criteria.
To completely revolutionize the discovery process with AI, however, creating candidates alone is insufficient. The ability of computational tools to assist scientists in finding innovative, synthesizable, and practically usable compounds is a fundamental requirement for chemistry applications. Approach to generative chemistry take shape, offering previously unseen compounds with beneficial features tailored for certain uses and a manageable synthesis process.
Thus, when researchers work on creating their “recipe” for laboratory synthesis of these molecular possibilities, Generative Chemistry will provide them with possible stages to think about. Azure AutoRXN software’s ability to examine chemical reactions in reverse order, which can aid in assessing synthesis paths for producing a target molecule, has been leveraged to provide support for this crucial component.
Creating a new paradigm for scientific discovery with Unilever
With 3.4 billion people using its powerful portfolio of household brands including Dove, TRESemmé, Omo, Degree, Hellmann’s, and Ben & Jerry’s Unilever is a leader in the consumer products sector. To offer the greatest possible customer experience and improve daily life, all products be they cleaning, cosmetic, or care need to incorporate the most recent scientific advancements.
In order to advance product innovation, Unilever and Microsoft have collaborated for the last 2.5 years to find new digital capabilities. With Microsoft Azure‘s assistance, Unilever is realizing its digital vision through the transformative Data Lab, which is the digital equivalent of the company’s physical laboratories. Unilever is changing what it means to be a consumer products firm in the modern world using cutting edge science, from discovering the mysteries of their skin’s microbiome to lowering the carbon footprint of a multibillion dollar company.
Read more on Govindhtech.com
0 notes
Text
With Our Pail Filling Machine, Revolutionize Your Production Line

In the current, hectic production environment, precision and efficiency are critical factors that can either save or destroy a company. The packaging of liquids and semi-liquids can be entirely changed with the right equipment. This is when using our cutting edge pail filling machine comes in handy.
Machine for Filling Pails: Efficiency Redefined
Through the simplification of the filling procedure, our pail filling machine is intended to transform your production line. Its automated features allow it to fill a range of pail sizes with reliable accuracy, lowering labor expenses and product waste. No more spills or manual filling mistakes since our machine makes sure every pail is filled to the precise volume needed.
When Versatility Works Best
Paints, chemicals, adhesives, and food ingredients are all handled by our pail filling machine. Easy modification to fit your particular product needs is made possible by its adaptable design. Its strong design guarantees longevity as well, making it a dependable addition to your manufacturing floor.
Accuracy and dependability
Preciseness in filling procedures is essential, particularly for companies where even a little difference might have major consequences. Our pail filling machine has cutting edge technology built in to guarantee precise and dependable filling every time. Happy customers, less quality control issues, and a healthier bottom line follow from this.
Put Money Towards Quality
It is an investment in quality to buy our pail filling equipment. It is a prudent move that can help your business remain competitive and meet market demands. Inefficiencies, errors, and bottlenecks in your production line will be replaced with a reliable, efficient, and streamlined filling process.
To sum up, upgrading your production line is made possible by our Pail Filling Machine. See the change and higher production it offers, and see how your business thrives in the modern market.
0 notes
Text
Premium Cosmetics Market Insights: Redefining Beauty Standards
Quality Over Quantity
Premium cosmetic brands are dedicated to using only the finest, highest quality ingredients in their products. They source sustainably and ethically, considering both people and the environment. Many luxury brands do not test on animals and avoid harsh chemicals. Instead, they focus on natural and organic ingredients that are gentle yet highly effective. Their formulations undergo rigorous testing to ensure safety and optimal performance. You can feel good knowing the products you use are of the utmost caliber.
Lasting Luxury
While more affordable brands try to attract customers with gimmicks or flashy marketing, premium labels let their quality products speak for themselves. They create cosmetics designed to stand the test of time, from rich moisturizers and serums to long-wearing makeup. Luxury formulations enhance your natural beauty in a subtle, luminous way that looks fresh all day. One coat of their premium mascara or a swipe of their plumped lip gloss is often all you need. Plus, premium products have better staying power so you use less over time, making them ultimately more affordable than cheaper options you constantly have to reapply.
Targeted Treatments
Leading luxury brands devote significant research and development to create targeted skincare treatments. They formulate products tailored to address specific concerns like dark spots, fine lines, roughness, or dullness. Advanced, active ingredients backed by clinical studies visibly repair and renew your complexion over continued use. Luxury cosmetic labels even cater formulations to different skin types, whether you have normal, dry, combination, sensitive or problematic skin. This personalized approach ensures the most effective results possible from the products.
Indulgent Ingredients
Part of the luxury experience with premium brands is feeling pampered by their indulgent, ultra-rich yet effective formulations. They use ingredients you won’t find in drugstore products like 24k gold, diamond powder, caviar extracts, and precious oils. These lavish touches absorb quickly without leaving an oily residue. Premium creams and serums glide on ultra-smooth to deeply nourish, soften and replenish your skin. Luxury makeup including foundations, concealers and eyeshadow palettes impart a gorgeous, professional finish with highly pigmented shades that blend to perfection.
Expert Artists
Premium cosmetic companies understand the value of in-store experiences. Their carefully designed boutiques welcome you to indulge your senses with complimentary hand massages and beverages. Professional makeup artists provide personalized makeup consultations and applications using the full array of luxury products. They highlight your best features and share insider techniques. This type of elevated service helps you appreciate the fine craftsmanship behind luxury cosmetics. Knowing how to properly apply and style the products maximizes their long-lasting, high-performance results.
Exclusive Formulations
Part of the prestige associated with premium cosmetics comes from their artisanal production methods and exclusive, often limited-edition formulations. Many luxury brands allow international beauty bloggers limited trial access to test upcoming seasonal collections before official launch. This strategy builds anticipation and hype. Once available in boutiques, these special launch products often sell out fast thanks to devoted fanbases. Luxury cosmetic junkies love being “in the know” about rare finds only available through these brands. It feels indulgent acquiring hard-to-find items you won’t see everywhere.
0 notes
Text
Bhagyadeep Cables: Elevating Standards as the Top Wire Company in India
In the vibrant landscape of India's industrial sector, where innovation meets excellence, Bhagyadeep Cables has emerged as a shining beacon, setting unparalleled standards as the top wire company in the nation. With a rich tapestry of expertise, innovation, and unwavering commitment to quality, Bhagyadeep Cables has etched its name as a leader in the field of wire manufacturing, catering to diverse sectors with precision-engineered solutions that redefine the very essence of connectivity.

Unraveling the Legacy: Bhagyadeep Cables' Journey to the Pinnacle
1. A Legacy of Excellence:
Founded on the pillars of quality, integrity, and customer-centricity, Bhagyadeep Cables embarked on its journey with a vision to revolutionize the wire manufacturing landscape in India. Since its inception, the company has stayed true to its ethos, delivering products and services that surpass industry standards and customer expectations.
2. Commitment to Quality:
Quality is not just a commitment but a way of life at Bhagyadeep Cables. From raw material sourcing to final product inspection, every step of the manufacturing process undergoes rigorous quality control measures to ensure impeccable standards and reliability. This unwavering dedication to quality has earned Bhagyadeep Cables the trust and admiration of clients across diverse industries.
3. Innovation as a Driving Force:
At Bhagyadeep Cables, innovation fuels progress. The company is relentless in its pursuit of technological advancements and process optimizations, staying ahead of the curve to meet the evolving needs of its clientele. From pioneering new materials to enhancing manufacturing processes, innovation is ingrained in the DNA of Bhagyadeep Cables.
4. Customer-Centric Approach:
Understanding the unique requirements of each customer lies at the heart of Bhagyadeep Cables' philosophy. The company collaborates closely with clients to comprehend their challenges and aspirations, offering tailored solutions that address their specific needs. This customer-centric approach fosters long-term partnerships built on trust, transparency, and mutual success.
Unveiling the Product Portfolio: Bhagyadeep Cables' Diverse Offerings
1. Electrical Wires and Cables:
Bhagyadeep Cables boasts a comprehensive range of electrical wires and cables catering to various applications across industries. From household wiring to industrial installations, the company's products are renowned for their durability, efficiency, and safety compliance, making them the preferred choice of discerning customers nationwide.
2. Automotive Wiring Solutions:
In the automotive sector, where reliability is paramount, Bhagyadeep Cables' wiring solutions stand out for their exceptional performance and resilience. Designed to withstand the rigors of automotive environments, these wiring solutions ensure seamless connectivity and power distribution, enhancing the efficiency and safety of vehicles on the road.
3. Specialty Cables for Critical Applications:
For specialized industries such as aerospace, defense, and healthcare, Bhagyadeep Cables offers a range of specialty cables engineered to meet the most demanding requirements. Whether it's high-temperature resistance, chemical compatibility, or stringent safety standards, Bhagyadeep Cables' specialty cables deliver unmatched performance and reliability in critical applications.
Driving Sustainability and Social Responsibility
Bhagyadeep Cables is not only committed to excellence in manufacturing but also to sustainable practices and social responsibility. The company endeavors to minimize its environmental footprint through eco-friendly production processes, waste reduction initiatives, and responsible sourcing practices. Additionally, Bhagyadeep Cables actively engages in community development programs, supporting education, healthcare, and environmental conservation efforts in the regions where it operates.
Conclusion: A Vision for the Future
As the top wire company in India, Bhagyadeep Cables stands at the forefront of innovation, quality, and customer satisfaction. With a legacy of excellence and a relentless pursuit of progress, the company is poised to shape the future of connectivity in India and beyond. Armed with a diverse portfolio of products, a commitment to sustainability, and a customer-centric ethos, Bhagyadeep Cables continues to elevate standards, redefine possibilities, and inspire the next generation of wire manufacturers. In a world where connectivity is the lifeline of progress, Bhagyadeep Cables shines bright as a beacon of reliability, integrity, and innovation.
0 notes
Text
Go Green in Style: 10 Eco-Chic Clothing Brands Redefining Fashion
Hey there, fashion-forward eco-warriors! 🌱🌿 Have you ever found yourself torn between your love for fashion and your desire to make more sustainable choices? You’re not alone. In a world where fast fashion dominates, it can be challenging to find clothing that aligns with both your style and your values. But fear not! We’re here to show you that being environmentally conscious doesn’t mean sacrificing your sense of style. In fact, it’s quite the opposite. Enter the world of eco-chic clothing brands, where fashion meets sustainability in the most stylish way possible. 🙂😊🤗
Are you a green advocate, I think you’ll like this T-shirt that has a plant on it!
Picture this: a closet filled with gorgeous, on-trend pieces that not only make you look fabulous but also make you feel good about your impact on the planet. Sounds like a dream, right? Well, it’s time to turn that dream into a reality. Say goodbye to guilt-ridden shopping sprees and hello to guilt-free glamour. 😊😉🤗
Let’s face it — the fashion industry hasn’t always had the best track record when it comes to the environment. From harmful chemicals used in production to massive amounts of textile waste ending up in landfills, the true cost of fast fashion is starting to catch up with us. But here’s the thing: it doesn’t have to be this way. By supporting eco-chic clothing brands, you can be part of the solution instead of the problem. 😃👍
Now, I know what you might be thinking. “But eco-friendly clothing must be boring and expensive, right?” Wrong! One of the biggest misconceptions about sustainable fashion is that it’s all hemp sacks and earth tones. Not anymore. These days, eco-chic brands are proving that you can have both style and sustainability without breaking the bank. Plus, when you consider the long-term benefits — both for the planet and your wallet — investing in quality pieces from ethical brands starts to make a lot of sense.
So, you’re ready to dip your toes into the world of eco-chic fashion, but where do you start? Don’t worry, we’ve got you covered. In this article, we’re going to introduce you to 10 incredible eco-chic clothing brands that are redefining fashion as we know it. From luxurious basics to statement pieces that will turn heads, these brands are proof that you can look good while doing good. 😃👍😉
For all you plant lovers, check out this plant T-shirt
Now, without further ado, let’s dive into our list of 10 eco-chic clothing brands that deserve a spot in your wardrobe:
Patagonia: Patagonia is the number one sustainable outdoor clothing and gear that does not harm the environment. The brand is our first choice for high-quality, well-performing gear for all of our favorite outdoor activities, from moisture-wicking shirts to chafe-resistant hiking shorts (not to mention their renowned fleeces and insulated jackets!). You may feel good about supporting a business that genuinely cares about the environment because 98% of their clothing line is made of recycled materials, and you can also feel good about the brand’s environmental impact transparency and sustainability activities.
Tentree: Tentree maintains the highest standards for people and the environment during the manufacturing process as a recognized B Corp. As the name implies, the company aims to plant one billion trees by 2030 and plants ten trees for every item purchased. (To date, the firm has planted more than 100 million trees!) Everything in the clothing line, including the men’s joggers, is constructed of sustainable materials like Tencel and organic cotton, making it ideal for fans of activewear and loungewear.
Pact: Known for its core values, Pact understands the positive benefits of organic farming for farmers, customers, and the environment. A real win-win for all parties, the brand’s organic cotton apparel consumes up to 81 percent less water than conventional cotton, stays away from chemicals, and is incredibly softer than the counterpart.
For Days: For Days makes clothing for days that are (better). This eco-friendly brand focuses on circular fashion, closed-loop systems, and zero-waste clothes. Its core values include high-quality items that may be recycled into new pieces or returned at a later date.
MATE the Label: Our search is for MATE the Label, a clean, mindful brand that puts comfort and sustainability first. The women-founded company uses ethical, circular manufacturing practices to produce warm basics made of natural fibers that are beneficial to the environment, the people who make the clothing, and the wearers. (To better understand their ethos, check out The Mate Eight!) These stunning, comfy basics will boost your everyday favorites, from sweaters to leggings to joggers and more!
Avocado: As the popular natural bedding firm Avocado founded this fashion line, you can count on the same remarkable eco-friendly standards. The B Corp, which is also certified as Climate Neutral, creates opulent loungewear and incredibly soft staples, including tees, cardigans, joggers, hoodies, and more. They are created using nontoxic dyes and constructed from organic and sustainably farmed cotton, biodegradable modal, and alpaca fiber obtained from a regenerative farm in Peru.
Outerknown: Outerknown is renowned for its elegant, all-season clothing and traditional Californian style. With fair labor and Fair Trade certifications in place, this environmentally conscious company places a high priority on the health of its employees and the environment throughout the production process. Even more, they have started converting over 28 acres of farming to regenerative organic cotton operations. And this is just the start. Per the brand’s extensive long-term sustainability plan, advancement and good effects keep growing every single day.
The Standard Stitch: With ethically crafted daily loungewear from The Standard Stitch, sustainability is always in vogue. These easy fits, created locally in Los Angeles, are crafted with eco-friendly materials including organic and recycled cotton, which may be returned for upcycling. For complete transparency, the amount of water, carbon, and waste saved during the creation of each garment is disclosed in detail for each item. Furthermore, a large range of color choices and inclusive size ensure that there is something to please everyone! Shipping to all countries is provided.
Boody: Boody, which prides itself on being the first US underwear brand to be accredited as a B Corp, specializes in comfortable, go-to pieces that are perfect for relaxing. This natural material that grows quickly is made from sustainable bamboo, which is processed into bamboo viscose and produced in China, Vietnam, and India. It is supple, breathable, and pleasant. (In addition, it wicks away moisture!) Enjoy soft, safe, and sustainable apparel, whether you’re picking up underwear for your — well, booty, men’s athleisure, or a wrap for your youngest child.
Thought: Do you want to make your closet green, or any other hue in between? Thought has it all: This UK-based company creates sustainable eco-friendly textiles using GOTS-certified organic cotton, hemp, and bamboo. Additionally, Thought makes really high-quality clothing, so you don’t need to wash it after only one wear. We can’t get enough of the eye-catching hues, exquisite knits, and chic designs — not to mention how affordable they are. Better yet, how about thoughtful?
There you have it — 10 eco-chic clothing brands that are not only changing the game but also changing the world. So why settle for anything less? Join the movement and start building a wardrobe that’s as stylish as it is sustainable. After all, when it comes to fashion, green 🟢🌱🪴 is definitely the new black. Happy eco-chic clothing shopping! :)
Check Out This T-Shirt with a Plant Symbol On It

#eco friendly#eco lifestyle#eco conscious#clothing#clothing brands#eco-chic clothing brands#plant-based clothing#Green Movement#go green#Green style#sustainable clothing#green living#green style clothing
0 notes
Text
Filtering Solutions: Define Filtration Inc.’S Commitment To Quality
Define Filtration Inc. stands as a beacon of excellence in the realm of filtration solutions. With a steadfast commitment to quality, the company has carved a niche for itself in providing innovative and reliable filter cartridges for various industries. In this blog, we delve into the essence of Define Filtration Inc.’s commitment to quality and how it translates into superior filtering solutions.
Understanding Define Filtration Inc. Define Filtration Inc. is not just another filter cartridge manufacturer; it is a brand synonymous with innovation, reliability, and excellence. Established with a vision to redefine filtration standards, Define Filtration Inc. has consistently delivered cutting-edge solutions to its customers worldwide.
The Core of Define Filtration Inc.’s Commitment At the heart of Define Filtration Inc.’s commitment to quality lies a passion for innovation and a dedication to meeting and exceeding customer expectations. The company invests heavily in research and development to ensure its filtering solutions are at the forefront of technological advancements.
Innovative Filter Cartridges Define Filtration Inc.’s range of filter cartridges is a testament to its commitment to innovation. From standard to custom-designed cartridges, each product is meticulously engineered to deliver optimal performance and efficiency. The company’s state-of-the-art manufacturing facilities ensure that every cartridge meets the highest quality standards.
Reliability and Consistency Define Filtration Inc. understands the importance of reliability in filtering solutions. Its products are designed to deliver consistent performance over their lifespan, providing customers with peace of mind and uninterrupted operations. The company’s stringent quality control measures ensure that every cartridge meets its exacting standards.
Industry Applications Define Filtration Inc.’s filtering solutions find applications across a wide range of industries, including pharmaceuticals, food and beverage, chemicals, and more. The company’s ability to tailor its products to meet the specific needs of each industry sets it apart from its competitors.
Environmental Responsibility Define Filtration Inc. is not just committed to quality; it is also committed to environmental responsibility. The company’s eco-friendly filter cartridges are designed to minimize waste and energy consumption, making them a sustainable choice for environmentally conscious businesses.
Customer-Centric Approach Define Filtration Inc.’s commitment to quality extends beyond its products; it is ingrained in its customer-centric approach. The company works closely with its customers to understand their needs and provide them with customized filtering solutions that exceed their expectations.
Conclusion Define Filtration Inc.’s commitment to quality is not just a statement; it is a way of life. From innovative filter cartridges to eco-friendly solutions, the company’s dedication to excellence shines through in everything it does. For businesses looking for reliable and efficient filtering solutions, Define Filtration Inc. is the name to trust.
0 notes
Text
Greening the Packaging Industry: Eco-Friendly Elegance in HDPE Bags
In an era where environmental consciousness is paramount, we stand as a beacon of innovation and sustainability in the packaging industry. As one of the most admired and leading packaging companies in India, we have carved a niche for ourselves by offering eco-friendly solutions that marry elegance with environmental responsibility.
Revolutionizing Packaging with HDPE Bags:
At the forefront of we's product line are their HDPE bags, which redefine the concept of packaging. HDPE, or High-Density Polyethylene, is a versatile polymer known for its strength, durability, and most importantly, its eco-friendliness. We have leveraged the versatility of HDPE to create bags that not only meet the stringent packaging requirements of various industries but also contribute to a greener tomorrow.
Leading the Charge Towards Sustainability:
As plastic pollution continues to pose a significant threat to our planet, we have taken proactive steps to mitigate its environmental impact. By offering HDPE bags as an alternative to traditional plastic bags, we are leading the charge towards sustainability in the packaging industry. Their commitment to eco-friendliness is not just a corporate slogan but a guiding principle that permeates every aspect of their business operations.
Meeting Industry Demands Responsibly:
As Plastic bag 50 kg exporters in Gujarat, we understand the importance of meeting industry demands while upholding environmental responsibility. Their HDPE bags are not only sturdy enough to withstand the rigors of transportation and storage but also lightweight, ensuring optimal efficiency in logistics. As 50 kg HDPE bag suppliers in Gujarat, they cater to the diverse needs of industries such as agriculture, chemicals, and food processing, providing them with packaging solutions that are both reliable and sustainable.
Innovative Solutions for a Greener Future:
We's commitment to innovation extends beyond product development to include sustainable manufacturing practices. As a 50 kg Plastic bags manufacturer in India, they have invested in state-of-the-art technology and processes that minimize waste generation and energy consumption. By adopting a circular economy approach, we ensure that their HDPE bags are not just a temporary solution but a catalyst for long-term environmental stewardship.
Partnering for Environmental Excellence:
In the quest for a greener future, collaboration is key. We actively partner with customers, suppliers, and environmental organizations to drive collective action towards sustainability. By engaging in dialogue and sharing best practices, they contribute to the collective effort to reduce plastic waste and promote eco-friendly alternatives. Through strategic partnerships, we amplify the impact of their sustainability initiatives, inspiring others to follow suit.
Empowering Communities Through Education:
We recognize that environmental stewardship begins with education. They are committed to raising awareness about the importance of eco-friendly packaging solutions and the role that individuals and businesses can play in safeguarding the planet. Through workshops, seminars, and outreach programs, they empower communities to make informed choices that benefit both the environment and society at large.
Conclusion:
In conclusion, our dedication to eco-friendly elegance in HDPE bags exemplifies their leadership in the packaging industry. By offering innovative solutions that balance functionality with sustainability, they set a precedent for responsible business practices. As Plastic bag 50 kg exporters in Gujarat, 50 kg HDPE bag suppliers in Gujarat, and 50 kg Plastic bags manufacturer in India, we are not just meeting industry demands but reshaping them to align with environmental priorities. With their unwavering commitment to a greener tomorrow, they inspire hope and pave the way for a more sustainable future.
FAQs
What makes HDPE bags different from traditional plastic bags?
HDPE bags, or High-Density Polyethylene bags, stand out from traditional plastic bags due to their superior strength and durability. Unlike conventional plastic bags, which are often made from low-density polyethylene, HDPE bags offer increased puncture resistance and can withstand heavier loads without tearing. Additionally, HDPE is a recyclable material, making these bags a more environmentally friendly choice.
Are HDPE bags safe for storing food items?
Yes, HDPE bags are safe for storing food items. HDPE is a food-grade material that is approved by regulatory agencies for use in packaging food products. These bags are free from harmful chemicals and additives, ensuring that your food remains fresh and uncontaminated. Whether it's grains, fruits, or vegetables, HDPE bags provide a reliable and hygienic packaging solution for a variety of food items.
How do HDPE bags contribute to environmental sustainability?
HDPE bags play a significant role in environmental sustainability due to their recyclability and eco-friendly properties. Unlike traditional plastic bags, which contribute to pollution and environmental degradation, HDPE bags can be recycled and repurposed into new products. By choosing HDPE bags over conventional plastic bags, consumers and businesses alike can reduce their carbon footprint and help mitigate the impact of plastic waste on the environment.
0 notes
Text
Customized Commercial SS Water Tanks Featured By Professional
In the commercial water storage solutions’ arena, personalization is vital. Businesses have different needs, which is why a cookie-cutter approach is ineffective. That is a wide opening for making use of customised commercial SS water tanks that perfectly meet the required needs. These commercial water tanks are equipped with professional features to cater to the need of standardised quality and productivity.
Tailored to Perfection
These uniquely tailored commercial SS water tanks are diligently fabricated to satisfy the individual needs of every customer. From size and capacity to specialty features and add-ons as well, each component is carefully thought through in order to guarantee the best performance and functionality.
Size and Capacity:
Capacities are offered to serve everyone from small to large-scale storage
The tank diameter and height are configurable to fit the available space with precision
Vertical or horizontal orientations will allow you to adapt to the lack of space
Specialised Features:
Insulation options are applied in order to protect from the temperature swings and energy loss
Unique specifications and tools maximise in-sink performance and comfortability
Long-lasting materials withstand harsh and aggressive environments
Uncompromising Quality and Durability:
The quality and durability are also the key factors of customised SS water tanks. With stainless steel being the premium material used in their construction, you can bet on longevity and resistance against corrosion, rust, and other external factors. The tight construction and impeccable design prevents any water loss, thus eliminating the associated water bill and extra operation cost.
Versatile Applications
The effectiveness of commercially designed SS water tanks is beyond the scope of imagination.
Food and beverage processing
Pharmaceutical and biotechnology
Chemical and industrial manufacturing
Agricultural and irrigation systems
Municipal water treatment facilities
Whether it is in the industry or in the application water is stored and distributed efficiently by these tanks.
Professional Expertise
The core of customised tanks is a group of specialists who are ready to provide their best for total quality and service. Their extensive knowledge and experience in this field make them able to design a commercial SS water tank to meet the customer’s specific needs. These experts assist clients from the initial consultation, design, fabrication, and installation, and ensure a smooth and effortless process all through the journey.
Streamlining Maintenance and Compliance
Commercial SS water tanks are tailor-made, ensuring that upkeep and proper regulations are taken into account. High-quality and easy cleaning and sanitising are essential for compliance with strict standards. Thus, their sleek and hygienic construction allows them to meet these requirements. The maintenance and inspection are done regularly, which makes it easy as it contributes to a longer lifespan and reduces downtime.
Conclusion
Customised SS water tanks are a big deal now in the commercial landscape, helping businesses to apply the new creation and adjusting water tanks in line with their requirements. High grade materials, structural integrity and broad applicability are the main factors which redefine the commercial water storage industry. Purever is the leader among the companies that are breaking the ground by making smart, customised commercial SS water tanks that are designed to be flawless. Let Trust Purever help you with your commercial water storage requirements and see how personalization can change the game.
#purever commercial water tank#customized SS water tanks#commercial SS water tank#customised commercial SS water tanks#stainless steel water tanks#SS Water Storage Solutions#custom water tanks#Stainless Steel Products
1 note
·
View note
Text
Introducing Tekman: A Leading Dry Vacuum Pump Manufacturer

In the realm of industrial machinery, efficiency and reliability are paramount. Meet Tekman, a trailblazing name in the domain of dry vacuum pumps. Renowned for its cutting-edge technology and unwavering commitment to quality, Tekman stands tall as a beacon of excellence in the manufacturing industry.
The Essence of Tekman
At Tekman, excellence isn't just a buzzword; it's a way of life. With a relentless pursuit of innovation and a keen focus on customer satisfaction, Tekman has carved a niche for itself in the competitive landscape of dry vacuum pump manufacturing. Each product bearing the Tekman name is a testament to precision engineering and uncompromising performance.
Unraveling the Technology
Central to Tekman's success is its state-of-the-art technology that powers its range of dry vacuum pumps. Leveraging advanced materials and cutting-edge design principles, Tekman pumps deliver unparalleled performance in terms of efficiency, durability, and energy conservation. Whether it's for industrial processes, research laboratories, or semiconductor manufacturing, Tekman pumps are engineered to exceed expectations.
Reliability Redefined
In the realm of industrial machinery, reliability is non-negotiable. Tekman understands this better than anyone else. Each pump undergoes rigorous testing and quality assurance protocols to ensure optimal performance and longevity. With Tekman, customers can rest assured knowing that their operations are backed by equipment that's built to last.
A Commitment to Sustainability
In today's environmentally conscious world, sustainability is a key consideration for businesses across industries. Tekman takes its environmental responsibilities seriously. By employing eco-friendly manufacturing practices and developing energy-efficient products, Tekman strives to minimize its carbon footprint while maximizing operational efficiency.
The Tekman Advantage
What sets Tekman apart from the competition? It's not just about the products; it's about the entire experience. From prompt customer support to seamless logistics, Tekman goes the extra mile to ensure customer satisfaction at every touch point. With Tekman, it's not just a transaction; it's a partnership built on trust and reliability.
Empowering Industries Worldwide
From automotive manufacturing to pharmaceuticals, Tekman's dry Screw vacuum pumps find applications across a diverse array of industries. Whether it's evacuating air from vacuum chambers or facilitating chemical processes, Tekman pumps play a pivotal role in driving efficiency and productivity in industrial operations worldwide.

The Future of Vacuum Technology
As technology continues to evolve, so does Tekman. With a finger on the pulse of industry trends and emerging innovations, Tekman remains at the forefront of Screw vacuum pump technology. By continuously pushing the boundaries of what's possible, Tekman is shaping the future of vacuum technology one breakthrough at a time.
Embracing Excellence Every Step of the Way
The sale of a pump at Tekman is only the start of a long-lasting partnership. Tekman supports its clients at every stage of the process thanks to a devoted team of professionals committed to offering unmatched support and service. Tekman makes sure that its clients may concentrate on their primary business operations without any worries by offering prompt maintenance or troubleshooting technical issues.
Innovating for a Sustainable Future
At Tekman, sustainability is a fundamental principle that permeates all facets of the company's activities, not merely a catchphrase. Tekman works to reduce its environmental effect while optimizing resource efficiency, from establishing energy-efficient production techniques to ethically acquiring raw materials. By making R&D investments, Tekman hopes to lead the way in the development of environmentally friendly vacuum pump technologies that will influence future generations to live more sustainably.

A Global Presence, Local Expertise
Servicing customers worldwide, Tekman has a global network covering multiple continents. That being said, Tekman's dedication to local knowledge and individualized care has not wavered despite its global reach. When and where consumers need help, Tekman makes sure they get it quickly with a network of authorized distributors and service centers that are positioned strategically throughout different regions.
Driving Innovation through Collaboration
Collaboration is not just welcomed but encouraged at Tekman. Through establishing alliances with prominent figures in the business world, scholarly institutions, and research centers, Tekman gains access to a multitude of resources and know-how that propels creativity and expands the realm of possibilities. Tekman seeks to create innovative solutions that meet the changing needs of its clients while quickening the speed of technological innovation through open communication and knowledge exchange.
Empowering the Workforce of Tomorrow
The most precious resource of Tekman is its workforce, which is the key to its success. A multicultural team of engineers, technicians, and professionals from all over the world, Tekman promotes innovation, teamwork, and lifelong learning. Tekman guarantees that its team stays at the forefront of industry trends and technical breakthroughs, driving innovation and providing value to clients every day, by investing in employee empowerment and development.
Experience the Tekman Difference Today
When it comes to dry vacuum pump manufacturing, Tekman stands out as a shining example of excellence in a world where sustainability, dependability, and quality are crucial. Tekman is more than just a manufacturer because to its unwavering dedication to innovation, customer satisfaction, and environmental stewardship; it's a reliable partner in the advancement of industries all around the world. Today, discover how you can take your operations to new levels of productivity, sustainability, and efficiency by experiencing the Tekman difference.
Conclusion: Partnering with Excellence
In a world where quality reigns supreme, Tekman emerges as a shining beacon of excellence in the realm of dry vacuum pump manufacturing. With its unwavering commitment to innovation, reliability, and sustainability, Tekman is not just a manufacturer; it's a partner in progress for industries worldwide. Experience the Tekman advantage today and elevate your operations to new heights of efficiency and performance.
0 notes
Text
Unveiling the Power of Graphite: Exploring Our No.1 Omega Graphite Company's Innovations




Welcome to the blog of Our No.1 Omega Graphite Company! Here, we delve into the world of graphite and its myriad applications, showcasing our expertise as leading manufacturers in the industry. From cutting-edge Graphite Heat Exchangers to essential Graphite Condensers and beyond, we are dedicated to pushing the boundaries of what this remarkable material can achieve.
Graphite Heat Exchangers: Revolutionizing heat transfer with our innovative designs, our Graphite Heat Exchangers offer unparalleled efficiency and durability. Whether it's Cubic Block or Cylindrical Block configurations, we provide solutions tailored to meet your specific needs.
Graphite Condensers and Coolers: Our Graphite Condensers and Coolers set the standard for reliability and performance in demanding environments. Designed to withstand corrosive substances and extreme temperatures, they ensure optimal operation and minimal maintenance.
Shell & Tube Graphite Heat Exchangers: Combining versatility with efficiency, our Shell & Tube Graphite Heat Exchangers excel in diverse applications, from chemical processing to pharmaceutical production. With customizable configurations, we provide solutions that adapt to your workflow seamlessly.
Graphite Reboilers and Falling Film Evaporators: Enhancing process efficiency and productivity, our Graphite Reboilers and Falling Film Evaporators offer superior heat transfer capabilities, enabling precise control over evaporation processes.
Specialized Solutions: Beyond traditional heat exchangers and evaporators, we offer a range of specialized solutions to address unique challenges in industries such as chemical processing and petrochemical refining. From HCL Absorbers to Sulphuric Acid Dilutors and Dilution Coolers, our comprehensive portfolio caters to diverse requirements.
Graphite Ejectors and HCL Synthesis Plants: Leveraging our expertise in graphite technology, we deliver advanced solutions for gas handling and synthesis processes. Our Graphite Ejectors and HCL Synthesis Plants optimize efficiency while ensuring safety and reliability.
Graphite Distillation Columns and Accessories: Enabling precise separation and purification processes, our Graphite Distillation Columns and Accessories meet the highest standards of quality and performance. From tubes and fittings to pumps, we provide complete solutions for your distillation needs.
Global Presence: With a strong presence in India, Mumbai, Saudi Arabia, UAE, Brazil, and beyond, we serve customers worldwide with dedication and excellence. Our commitment to quality, innovation, and customer satisfaction drives us to continually exceed expectations.
At Our No.1 Omega Graphite Company, we are passionate about harnessing the potential of graphite to empower industries and drive progress. Join us on this journey as we continue to innovate and redefine possibilities in graphite technology.
Stay tuned for more insights, updates, and success stories from the forefront of graphite manufacturing. Together, let's unlock the full potential of this remarkable material and shape a brighter future for generations to come.
For inquiries and partnerships, please contact us at [Contact Us At: [email protected] | 9820045787 | https://www.omegagraphite.com].
#Graphite#Graphite Heat Exchanger#Graphite Condensers#Graphite Cooler#Cubic Block Graphite Heat Exchanger#Cylindrical Block Graphite Heat Exchanger#Shell & Tube Graphite Heat Exchanger#Graphite Reboilers#Falling Film Evaporators#HCL Absorber#Sulphuric Acid Dilutor#Sulphuric Acid Dilution Coolers#Graphite Ejectors#HCL Synthesis Plant#Graphite Distillation Column#Graphite Tubes#Graphite Fittings#Graphite Pump
0 notes
Text
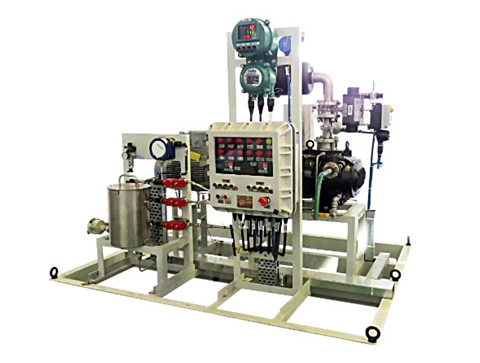
The Science Behind Streamlined Chemical Process Systems
In the world of chemical manufacturing, efficiency and precision are paramount. Companies like K-Jhil Scientific specialize in developing cutting-edge chemical process systems that optimize production while ensuring safety and reliability. Let's delve into the fascinating science behind these streamlined systems, exploring how they enhance chemical process plants and revolutionize the industry.

Understanding Chemical Process Systems
A chemical process system is the backbone of any chemical process plant, integrating various equipment and technologies to transform raw materials into valuable products. These systems encompass reactors, separators, pumps, and controls, working together seamlessly to facilitate chemical reactions.
Importance of Streamlining in Chemical Processes
Efficient processes are key to reducing waste, maximizing output, and cutting costs. Streamlining workflows within chemical process plants minimizes downtime and enhances overall productivity, making operations more agile and responsive.
Components of an Efficient Chemical Process System
A well-designed chemical process system incorporates precision instrumentation, advanced control algorithms, and robust safety measures. Each component plays a crucial role in optimizing reactions and ensuring the quality of end products.
Role of Automation in Chemical Plants
Automation is revolutionizing chemical manufacturing by enabling continuous monitoring and control of processes. Automated chemical process systems reduce human error, improve consistency, and allow real-time adjustments for optimal performance.
Benefits of Optimized Process Systems
Implementing streamlined chemical process systems yields numerous advantages. These include increased yield, reduced energy consumption, improved product quality, and enhanced safety protocols, leading to higher profitability and customer satisfaction.
Environmental Impact and Sustainability
Modern chemical process systems prioritize sustainability by minimizing emissions and waste generation. Green technologies integrated into these systems contribute to a cleaner environment and align with regulatory standards.
Challenges in Implementing Advanced Systems
While advanced technologies offer significant benefits, their implementation can pose challenges. These include high initial costs, complex integration processes, and the need for skilled personnel to operate and maintain the systems effectively.
Future Trends in Chemical Process Technology
The future of chemical processing is exciting, with trends like machine learning, IoT, and advanced materials shaping the landscape. Predictive analytics and adaptive control systems will further optimize chemical process plants for enhanced efficiency and sustainability.
FAQs
1. What are the key components of a chemical process system?
Chemical process systems typically include reactors, heat exchangers, pumps, valves, instrumentation, and control systems.
2. How does automation improve chemical manufacturing?
Automation in chemical plants allows for precise control, real-time monitoring, and reduction of human error, resulting in increased productivity and safety.
3. What benefits do streamlined process systems offer?
Streamlined systems lead to reduced waste, higher production yields, improved product quality, and enhanced safety measures.
4. How do chemical process systems impact the environment?
Modern systems focus on sustainability, minimizing environmental impact through efficient resource utilization and emissions reduction.
5. What are the future trends in chemical process technology?
Future trends include AI-driven process optimization, IoT-enabled monitoring, and the development of eco-friendly processes.
Conclusion
In conclusion, K-Jhil Scientific and other industry leaders are spearheading advancements in chemical process systems that redefine efficiency and sustainability. By understanding the science behind these streamlined systems, chemical manufacturers can embrace innovation and drive the industry towards a greener and more efficient future. Embrace the power of technology in chemical processing, and witness the transformative impact on productivity, quality, and environmental stewardship.
1 note
·
View note
Text
Bhagyadeep Cables: Elevating Standards as the Top Wire Company in India
In the vibrant landscape of India's industrial sector, where innovation meets excellence, Bhagyadeep Cables has emerged as a shining beacon, setting unparalleled standards as the top wire company in the nation. With a rich tapestry of expertise, innovation, and unwavering commitment to quality, Bhagyadeep Cables has etched its name as a leader in the field of wire manufacturing, catering to diverse sectors with precision-engineered solutions that redefine the very essence of connectivity.

Unraveling the Legacy: Bhagyadeep Cables' Journey to the Pinnacle
1. A Legacy of Excellence:
Founded on the pillars of quality, integrity, and customer-centricity, Bhagyadeep Cables embarked on its journey with a vision to revolutionize the wire manufacturing landscape in India. Since its inception, the company has stayed true to its ethos, delivering products and services that surpass industry standards and customer expectations.
2. Commitment to Quality:
Quality is not just a commitment but a way of life at Bhagyadeep Cables. From raw material sourcing to final product inspection, every step of the manufacturing process undergoes rigorous quality control measures to ensure impeccable standards and reliability. This unwavering dedication to quality has earned Bhagyadeep Cables the trust and admiration of clients across diverse industries.
3. Innovation as a Driving Force:
At Bhagyadeep Cables, innovation fuels progress. The company is relentless in its pursuit of technological advancements and process optimizations, staying ahead of the curve to meet the evolving needs of its clientele. From pioneering new materials to enhancing manufacturing processes, innovation is ingrained in the DNA of Bhagyadeep Cables.
4. Customer-Centric Approach:
Understanding the unique requirements of each customer lies at the heart of Bhagyadeep Cables' philosophy. The company collaborates closely with clients to comprehend their challenges and aspirations, offering tailored solutions that address their specific needs. This customer-centric approach fosters long-term partnerships built on trust, transparency, and mutual success.
Unveiling the Product Portfolio: Bhagyadeep Cables' Diverse Offerings
1. Electrical Wires and Cables:
Bhagyadeep Cables boasts a comprehensive range of electrical wires and cables catering to various applications across industries. From household wiring to industrial installations, the company's products are renowned for their durability, efficiency, and safety compliance, making them the preferred choice of discerning customers nationwide.
2. Automotive Wiring Solutions:
In the automotive sector, where reliability is paramount, Bhagyadeep Cables' wiring solutions stand out for their exceptional performance and resilience. Designed to withstand the rigors of automotive environments, these wiring solutions ensure seamless connectivity and power distribution, enhancing the efficiency and safety of vehicles on the road.
3. Specialty Cables for Critical Applications:
For specialized industries such as aerospace, defense, and healthcare, Bhagyadeep Cables offers a range of specialty cables engineered to meet the most demanding requirements. Whether it's high-temperature resistance, chemical compatibility, or stringent safety standards, Bhagyadeep Cables' specialty cables deliver unmatched performance and reliability in critical applications.
Driving Sustainability and Social Responsibility
Bhagyadeep Cables is not only committed to excellence in manufacturing but also to sustainable practices and social responsibility. The company endeavors to minimize its environmental footprint through eco-friendly production processes, waste reduction initiatives, and responsible sourcing practices. Additionally, Bhagyadeep Cables actively engages in community development programs, supporting education, healthcare, and environmental conservation efforts in the regions where it operates.
Conclusion: A Vision for the Future
As the top wire company in India, Bhagyadeep Cables stands at the forefront of innovation, quality, and customer satisfaction. With a legacy of excellence and a relentless pursuit of progress, the company is poised to shape the future of connectivity in India and beyond. Armed with a diverse portfolio of products, a commitment to sustainability, and a customer-centric ethos, Bhagyadeep Cables continues to elevate standards, redefine possibilities, and inspire the next generation of wire manufacturers. In a world where connectivity is the lifeline of progress, Bhagyadeep Cables shines bright as a beacon of reliability, integrity, and innovation.
0 notes
Text
Benefits SS Ball Valve Manufacturing in Across India

In the realm of industrial fluid control, precision and reliability stand as paramount virtues. Whether it's in the petrochemical sector, pharmaceuticals, or food processing industries, the demand for robust solutions is ever-present. Amidst the myriad of options available, stainless steel SS Ball Valve manufacturer in Ahmedabad, Vadodara, Mumbai, Delhi, Chennai, Bangalore, Ghaziabad, Rajasthan, Gujarat have emerged as a cornerstone component for seamless fluid regulation. And when it comes to exceptional quality and trusted performance, one name shines brightly across India.

Our company stands at the forefront of SS ball valve manufacturing, offering cutting-edge solutions that meet the diverse needs of industries nationwide. With a relentless commitment to innovation, quality, and customer satisfaction, Pedlock has carved a niche for itself as a leading provider of fluid control solutions.
Unmatched Quality Standards
At Pedlock, quality isn't just a standard it's a commitment ingrained in every aspect of the manufacturing process. Utilizing state-of-the-art technology and adhering to stringent quality control measures, Pedlock ensures that each SS ball valve manufacturer that rolls off its production line is crafted to perfection. The use of premium-grade stainless steel alloys guarantees durability, corrosion resistance, and longevity, even in the most demanding operating environments.
Extensive Product Range
Pedlock boasts an extensive range of SS ball valves tailored to suit a myriad of applications. From standard two-way ball valves to multi-port and high-pressure variants, Pedlock's product portfolio caters to diverse industry requirements with precision. Whether it's controlling the flow of aggressive chemicals or managing high-temperature fluids, Pedlock has a solution engineered to deliver optimal performance under challenging conditions.
Nationwide Reach and Customer Support
With a robust distribution network spanning across India, Pedlock ensures prompt availability of its products to customers nationwide. Whether you're in bustling metropolitan cities or remote industrial hubs, Pedlock's comprehensive network ensures timely delivery and unparalleled customer service. Moreover, Pedlock's team of seasoned professionals stands ready to provide technical assistance, installation guidance, and after-sales support, ensuring a seamless experience for every customer.
Commitment to Sustainability
In an era where environmental consciousness is paramount, Pedlock takes pride in its commitment to sustainability. By adhering to eco-friendly manufacturing practices, optimizing resource utilization, and prioritizing energy efficiency, Pedlock strives to minimize its ecological footprint while delivering top-notch solutions to its clientele.
Conclusion
As industries evolve and technology advances, the demand for reliable fluid control solutions continues to soar. In this landscape, Pedlock emerges as a beacon of excellence, offering SS Ball Valve manufacturer in Ahmedabad, Vadodara, Mumbai, Delhi, Chennai, Bangalore, Ghaziabad, Rajasthan, Gujarat that embody innovation, quality, and reliability. With a steadfast commitment to customer satisfaction and a relentless pursuit of excellence, Pedlock continues to redefine the standards of fluid control across India.
For industries seeking unparalleled performance and durability in their fluid control systems, Pedlock stands ready to deliver. Explore their comprehensive range of SS ball valves today at pedlock.co.in and experience the pinnacle of fluid control excellence.
#SS Ball valve manufacturer in mumbai#Ahmedabad#Vadodara#Mumbai#Delhi#Chennai#Bangalore#Ghaziabad#Rajasthan#Gujarat
0 notes
Last Seen Blogs




