#temperature process controller
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Mobile US users spent an average of 115.8 minutes on Tumblr app monthly.
Text
Desuperheaters for Precise Temperature Control in Industrial Processes
Croll Reynolds’ desuperheaters are designed for precise steam temperature regulation in power plants, refineries, and industrial heating systems. By controlling superheated steam levels, they prevent overheating, protect equipment, and improve energy efficiency. Our solutions are engineered to handle high-temperature environments, ensuring safe and stable operations while optimizing thermal performance in steam-powered processes. For more information, visit: https://croll.com/

#temperature control equipment#boiler desuperheater#desuperheater boiler#industrial temperature controller#temperature controller for heater#temperature process controller#heater temperature controller#vacuum chillers
0 notes
Text
Chef WK, lead charcuterie specialist in Alberta Canada
Table of contents
1. Control Program Requirements for Fermented Meat Products
2. Facility and Equipment Requirements
3. Starter Culture
4. Chemical Acidification
5. Water Activity Critical Limits
6. Time and Temperature for Fermented Products
7. Fermentation Done at a Constant Temperature
8. Examples of Degree-hours at constant room temperatures
9. Fermentation Done at Different Temperatures
10. Fermentation done at Different temperatures
11. What happens if fermentation fails to hit critical limit?
12. E. coli and Salmonella Control in Fermented Sausages
13. Options for E. coli validation
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
Control Program Requirements for Fermented Meat Products
The producer must have a program in place to assess the incoming product. This program should outline specifications for the incoming ingredients. This may include criteria including receiving temperature, farm/ supplier, lot code or packed on date, species/cut etc.
2. Facility and Equipment Requirements
Equipment used in the fermentation process must be included in the operator's prerequisite control programs. These must include the following elements:
Temperature in the fermentation, drying and smoking chambers must be uniform and controlled to prevent any fluctuation that could impact on the safety of the final product.
Fermentation, drying and smoking chambers must be equipped with a shatter resistant indicating thermometer, (or equivalent), with graduations of 1°C or less. If mercury thermometers are used, their mercury columns must be free from separations. All thermometers must be located such that they can be easily read.
Fermentation and smoking chambers must be equipped with a recording thermometer for determining degree-hours calculations in a reliable manner. Recording thermometers are also preferable in drying and aging rooms but, in these rooms, it may be sufficient to read and record the temperatures 2 times a day.
Drying and aging rooms must be equipped with humidity recorders in order to prevent uncontrolled fluctuations of the relative humidity. The only alternative to an automatic humidity recorder in these rooms would be for the company to manually monitor and record ambient humidity twice a day (morning and afternoon) every day with a properly calibrated portable humidity recorder.
For routine monitoring, accurate measurement electronic pH meters (± 0.05 units) should be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument as well as recommended sample preparation and testing be followed.
When the aw of a product is a critical limit set out in the HACCP plan for a meat product, accurate measurement devices must be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument be followed.
3. Starter Culture
The operator must use a CFIA approved starter culture. This includes Freeze-dried commercially available culture as well as back-slopping (use of previously successful fermented meat used to inoculate a new batch). When performing back-slopping, the operator must have a control program in place to prevent the transmission of pathogens from when using the inoculum from a previous batch to initiate the fermentation process of a new batch. These must include:
The storage temperature must be maintained at 4°C or less and a pH of 5.3 or less.
Samples for microbiological analysis must be taken to ensure that the process is in line with the specifications.
The frequency of sampling is to be adjusted according to compliance to specifications.
Any batch of inoculum which has a pH greater than 5.3 must be analysed to detect at least Staphylococcus aureus. Only upon satisfactory results will this inoculum be permitted for use in back slopping.
This can be an expensive and a time exhaustive process and is generally avoided due to food safety concerns. AHS does not allow back-slopping.
[Chef WK was in communication with the U of A to get his method, a starter mix, studied.]
4. Chemical Acidification
If product is chemically acidified by addition of citric acid, glucono-delta-lactone or another chemical agent approved for this purpose, controls must be in place and records kept to ensure that a pH of 5.3 or lower is achieved by the end of the fermentation process. These acids are encapsulated in different coatings that melt at specific temperatures, which then release the powdered acids into the meat batter and directly chemically acidulate the protein.
Summer sausage is a very common chemically acidified product. The flavor profile tends to be monotone and lacking depth.
5. Water Activity Critical Limits
The aw may be reduced by adding solutes (salt, sugar) or removing moisture.
Approximate minimum levels of aw (if considered alone) for the growth of:
molds: 0.61 to 0.96
yeasts: 0.62 to 0.90
bacteria: 0.86 to 0.97
Clostridium botulinum: 0.95 to 0.97
Clostridium perfringens: 0.95
Enterobacteriaceae: 0.94 to 0.97
Pseudomonas fluorescens: 0.97
Salmonella: 0.92 - 0.95
Staphylococcus aureus: 0.86
parasites: Trichinella spiralis will survive at an aw of 0.93 but is destroyed at an aw of 0.85 or less.
The above levels are based on the absence of other inhibitory effects such as nitrite, competitive growth, sub-optimum temperatures, etc., which may be present in meat products. In normal conditions, Staphylococcus aureus enterotoxins are not produced below aw 0.86, although in vacuum packed products this is unlikely below aw 0.89.
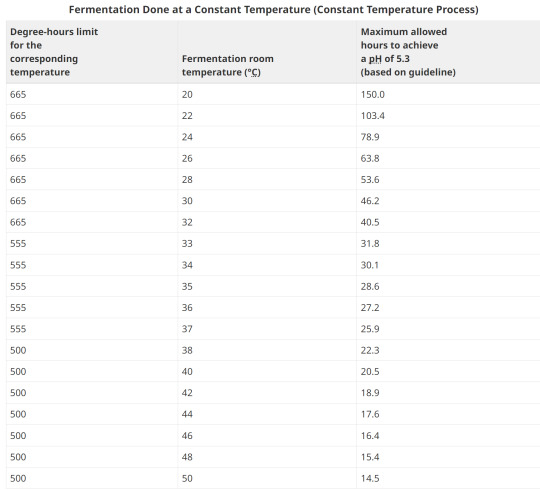
6. Time and Temperature for Fermented Products
Certain strains of the bacteria Staphylococcus aureus are capable of producing a highly heat stable toxin that causes illness in humans. Above a critical temperature of 15.6°C, Staphylococcus aureus multiplication and toxin production can take place. Once a pH of 5.3 is reached, Staphylococcus aureus multiplication and toxin production are stopped.
Degree-hours are the product of time as measured in hours at a particular temperature multiplied by the "degrees" measured in excess of 15.6°C (the critical temperature for growth of Staphylococcus aureus). Degree-hours are calculated for each temperature used in the process. The limitation of the number of degree-hours depends upon the highest temperature in the fermentation process prior to the time that a pH of 5.3 or less is attained.
The operator is encouraged to measure temperatures at the surface of the product. Where this is not possible, the operator should utilize fermentation room temperatures. The degree hour calculations are based on fermentation room temperatures. Temperature and humidity should be uniform throughout the fermentation room.
A process can be judged as acceptable provided the product consistently reaches a pH of 5.3 using:
fewer than 665 degree-hours when the highest fermentation temperature is less than 33°C;
fewer than 555 degree-hours when the highest fermentation temperature is between 33° and 37°C; and
fewer than 500 degree-hours when the highest fermentation temperature is greater than 37°C.
This means that as the temperature increases, the amount of time that you have available to reach 5.3 or under is shorter. The warmer the temperature, the sharper the log growth phase of bacteria, which equates to more overshoot in lactic acid production, faster.
8. Examples of Degree-hours at constant room temperatures
Example 1:
Fermentation room temperature is a constant 26°C. It takes 55 hours for the pH to reach 5.3.
Degrees above 15.6°C: 26°C - 15.6°C = 10.4°C Hours to reach pH of 5.3: 55 Degree-hours calculation: (10.4°C) x (55) = 572 degree-hours
The corresponding degree-hours limit (less than 33°C) is 665 degree-hours.
Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
Example 2:
Fermentation room temperature is a constant 35°C. It takes 40 hours for the pH to reach 5.3.
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 40 Degree-hours calculation: (19.4°C) x (40) = 776 degree-hours
The corresponding degree-hours limit (between 33 and 37°C) is 555 degree-hours.
Conclusion: Example 2 does not meet the guideline because its degree-hours exceed the limit
9. Fermentation Done at Different Temperatures
When the fermentation takes place at various temperatures, each temperature step in the process is analyzed for the number of degree-hours it contributes. The degree-hours limit for the entire fermentation process is based on the highest temperature reached during fermentation.
Example 1:
It takes 35 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for second 10 hours and 35°C for the final 15 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 15 Degree-hours calculation: (19.4°C) x (15) = 291 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 291 = 519
The highest temperature reached = 35°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
10. Fermentation done at Different temperatures
Example 2:
It takes 38 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for the second 10 hours and 37°C for the final 18 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 37°C - 15.6°C = 21.4°C Hours to reach pH of 5.3: 18 Degree-hours calculation: (21.4°C) x (18) = 385.2 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 385.2 = 613.2
The highest temperature reached = 37°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)
Conclusion: Example 2 does not meet the guidelines because its degree-hours exceed the limit.
11. What happens if fermentation fails to hit critical limit?
What happens if the batch takes longer than degree-hours allows? For restaurant level production, it's always safer to discard the product. The toxin that Staph. Aureus produces is heat stable and cannot be cooked to deactivate. In large facilities that produce substantial batches, the operator must notify the CFIA of each case where degree-hours limits have been exceeded. Such lots must be held and samples of product submitted for microbiological laboratory examination after the drying period has been completed. Analyses should be done for Staphylococcus aureus and its enterotoxin, and for principal pathogens, such as E. coli O157:H7, Salmonella, and Clostridium botulinum and Listeria monocytogenes.
If the bacteriological evaluation proves that there are fewer than 104 Staphylococcus aureus per gram and that no enterotoxin or other pathogens are detected, then the product may be sold provided that it is labelled as requiring refrigeration.
In the case of a Staphylococcus aureus level higher than 104 per gram with no enterotoxin present the product may be used in the production of a cooked product but only if the heating process achieves full lethality applicable to the meat product.
In the case where Staphylococcus aureus enterotoxin is detected in the product the product must be destroyed.
12. E. coli and Salmonella Control in Fermented Sausages
Business' that manufacture fermented sausages are required to control for verotoxinogenic E. coli including E. coli O157:H7 and Salmonella when they make this type of product. This includes:
establishments which use beef as an ingredient in a dry or semi-dry fermented meat sausage;
establishments which store or handle uncooked beef on site;
Establishments which do not use beef and do not obtain meat ingredients from establishments which handle beef are not currently required to use one of the five options for the control of E. coli O157:H7 in dry/semi-dry fermented sausages.
Any processed RTE product containing beef or processed in a facility that also processed beef, must be subjected to a heat treatment step to control E. coli O157:H7. Heating to an internal temperature of 71°C for 15 seconds or other treatment to achieve a 5D reduction is necessary. This is a CFIA requirement and is not negotiable.
Uncooked air dried products produced as RTE, must meet shelf stable requirements as detailed for Fermented-Dry products.
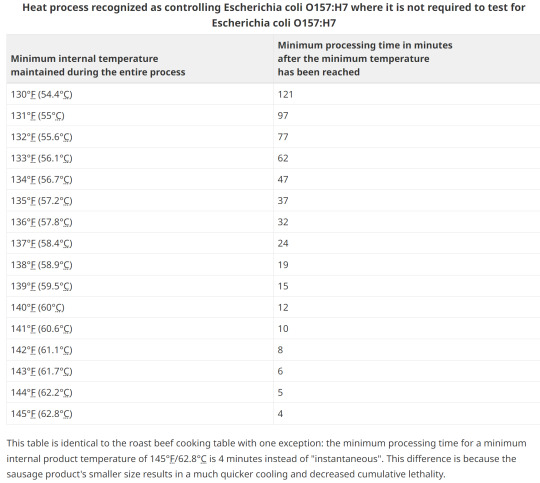
13. Options for E. coli validation
Without lab testing, the two main methods of validation are with heat treating by either low temp and a long duration, or various hotter processing temperatures for a shorter timeframe.
A challenge study to validate a process can take 1 year and over $100,000!
14. Option1; Heating
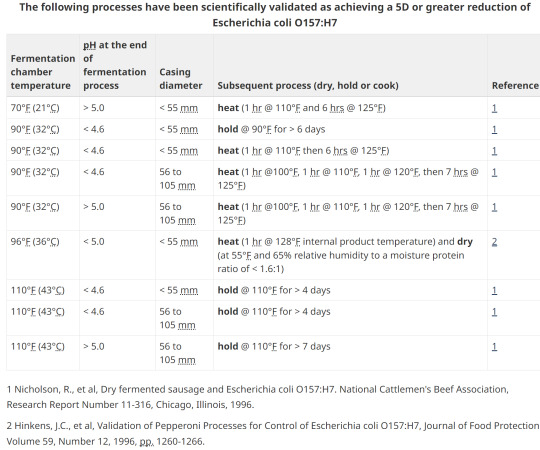
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
The aw and pH values are critical in the control of pathogens as well as to ensure shelf-stability in all semi-dry and dry fermented meat products. Each batch must be tested for aw and/or pH in order to verify that the critical limits are met.
Although aw measurement is mandatory only for shelf stable products, it is strongly recommended that the producer determine the aw values achieved for each product type they manufacture and for each product. Once this has been established, frequent regular checks should be made to ensure consistency. In the U.S., they rely on moisture to protein ratio and have set targets. This lab-tested value is a direct correlation of the % water to % meat protein and not aw. This gives more consistency to common names. For example, to legally call a product "jerky" it must have a MPR of 0.75:1 or lower. Remember your ABCs:
Always be compliant.
-AND-
Documentation or it didn't happen.
(tags)
Charcuterie,Fermented Meat,Food Safety,Starter Culture,Chemical Acidification,Water Activity,Fermentation Process,Degree-Hours Method,Foodborne Pathogens,Meat Processing Guidelines,Chef WK Alberta Canada,Food Industry Standards,pH Critical Limits,Thermal Processing,Food Preservation,Food Microbiology,Sausage Fermentation,Charcuterie Expertise,Fermented Meats ,Food Safety Standards,Food Processing Guidelines,Starter Cultures,Chemical Acidification,Water Activity (a_w),Critical Limits,Degree-Hours Method,Foodborne Pathogens,Meat Processing Equipment,Processing Facility Requirements,Hazard Analysis and Critical Control Points (HACCP),Food Preservation Techniques,Temperature Control,Pathogen Reduction,Food Industry Compliance,Documentation Practices,Heat Treatment,pH Control,Food Stability,Consistency in Production,Microbial Testing,Real-time Monitoring,Process Validation,Regulatory Requirements,Verotoxigenic E. coli,Lethality Standards,Product Labelling,Spoilage Prevention,Enterotoxin Detection,Shelf-Stable Products,Moisture to Protein Ratio (MPR)
#Charcuterie#Fermented Meat#Food Safety#Starter Culture#Chemical Acidification#Water Activity#Fermentation Process#Degree-Hours#Meat Processing Guidelines#Thermal Processing#Food Preservation#Food Microbiology#Sausage Fermentation#Starter Cultures#Critical Limits#Meat Processing#Food Preservation Techniques#Temperature Control#Pathogen Reduction#Food Industry#Heat Treatment#pH Control#Food Stability#Microbial Testing#Real-time Monitoring#Process Validation#Spoilage Prevention#Enterotoxin Detection#Shelf-Stable Products#Moisture to Protein Ratio (MPR)
3 notes
·
View notes
Text
Refrigeration Evaporator Sizing and Selection
The evaporator is a critical component in any refrigeration system, serving as the heart of the cooling process. Proper sizing and selection of evaporators directly impacts system efficiency, operating costs, and cooling performance. This report examines the methodical approach to evaporator sizing and selection, combining engineering principles with practical considerations for optimal system…

View On WordPress
#air-cooled evaporators#coaxial heat exchangers#compressor-evaporator matching#cooling capacity#Energy efficiency#evaporator selection criteria#evaporator types#expansion device selection#heat load calculation#humidity control#refrigerant compatibility#refrigeration cycle#refrigeration evaporator sizing#safety margin#subcooling#superheat control#system integration#temperature differential#Thermodynamic process#water-cooled evaporators
0 notes
Text
Smart Sinks and Faucets : What Are They, and Why Do You Need One?
A Happy Customer’s Smart Kitchen Transformation One of our customers in Highland Park recently decided to upgrade their kitchen with a state-of-the-art smart faucet . They wanted a solution that combined modern convenience with eco-friendly features. After reaching out to Emergency Plumbing, they scheduled a quick appointment with one of our licensed plumbers, who immediately got to work. The installation process was seamless. Our professional plumber took the time to answer all the customer’s questions, explaining how the smart sink would reduce water waste and make everyday tasks more convenient.
Why Choose a Smart Faucet?
Smart faucets and sinks are designed to offer both style and practicality. Here’s what makes them a game-changer:
Enhanced Functionality: Touchless controls, built-in water filtration, and temperature sensors make everyday tasks easier and more hygienic.
Eco-Friendly Features: Save water and reduce waste with advanced flow controls.
Modern Aesthetic :A sleek design upgrades the overall look of your kitchen.
Whether you live in Highland Park, Deerfield, Northbrook, or other Northwest suburbs, our team of local licensed plumbers can help you choose and install the perfect smart sink for your needs.
What Makes Emergency Plumbing the Best Choice?
At Emergency Plumbing, we’re proud to serve customers across the North Shore and Northwest suburbs with top-quality service.
Transform Your Kitchen Today.
#Smart Sinks and Faucets : What Are They#and Why Do You Need One?#A Happy Customer’s Smart Kitchen Transformation One of our customers in Highland Park recently decided to upgrade their kitchen with a stat#they scheduled a quick appointment with one of our licensed plumbers#who immediately got to work. The installation process was seamless. Our professional plumber took the time to answer all the customer’s que#explaining how the smart sink would reduce water waste and make everyday tasks more convenient.#Why Choose a Smart Faucet?#Smart faucets and sinks are designed to offer both style and practicality. Here’s what makes them a game-changer:#1. Enhanced Functionality: Touchless controls#built-in water filtration#and temperature sensors make everyday tasks easier and more hygienic.#2. Eco-Friendly Features: Save water and reduce waste with advanced flow controls.#3. Modern Aesthetic :A sleek design upgrades the overall look of your kitchen.#Whether you live in Highland Park#Deerfield#Northbrook#or other Northwest suburbs#our team of local licensed plumbers can help you choose and install the perfect smart sink for your needs.#What Makes Emergency Plumbing the Best Choice?#At Emergency Plumbing#we’re proud to serve customers across the North Shore and Northwest suburbs with top-quality service.#Transform Your Kitchen Today.
1 note
·
View note
Text
Efficient Warehouse Storage Solutions for Supermarkets & Food Processing Equipment - Global Automation Ltd
Discover essential warehouse storage strategies, including pallet racking systems, mezzanine floors, and temperature-controlled storage. Optimize space and maintain product quality in supermarkets and food processing with Global Automation Ltd’s tailored solutions.
#Warehouse storage solutions#Pallet racking systems#Mezzanine floors warehouse#Temperature-controlled storage#Warehouse shelving systems#Supermarket storage strategies#Food processing equipment storage#Commercial refrigeration solutions#Inventory management software#Optimizing warehouse space
0 notes
Text
#“”“Empowering effectiveness with Perennial Turbo Engine#Rubber processing oil manufacturers in Ahmedabad the special liquid used#automobiles and industrial types of applications to control#equipment temperature and control overheating Industrial Oil Industrial oil plays a pivotal#role in the smooth and efficient operation of machinery and equipment across diverse industrial sectors.#expectations and maintain your engine’s Effectiveness#and at peak performance.“”“”Read More --“”/:https://perennialturbo.com/services/rubber-processing-oil-manufacturers-in-ahmedabad///“#Rubber processing oil manufacturers in Ahmedabad
0 notes
Text
With over 50 years of industry expertise, General Instruments Consortium is a trusted leader in designing and manufacturing primary process control instruments. We specialize in providing reliable precision instruments for measuring pressure, temperature, flow, level, and a wide range of related accessories.
#precision instruments#process control#pressure measurement#temperature measurement#flow measurement#level measurement#industrial instruments#instrumentation#manufacturing#engineering#General Instruments Consortium#reliable instruments#industry expertise#instrument accessories
1 note
·
View note
Text
Diesel Fired Thermic Fluid Heater
Introducing our cutting-edge Diesel Fired Thermic Fluid Heater – an epitome of innovation in industrial heating solutions. This advanced heater redefines heat transfer, offering a seamless blend of speed, reliability, durability, and precision temperature control for diverse industrial applications.

Key Features:
Experience the efficiency of quick and uniform heat transfer using thermic fluid with Avon engineering Diesel Fired Thermic Fluid Heater. Rapid Heat Transfer ensures a reliable exchange of heat for various operational needs. Additionally, it adeptly converts diesel fuel into heat, providing seamless and efficient energy utilization.
Moreover, Powered by Reliable Diesel Fuel, our heater harnesses the reliability of diesel fuel as an energy source. It utilizes this dependable fuel type, offering continuous and dependable heat for a wide range of applications, ensuring uninterrupted operation.
Furthermore, Designed with longevity in mind, our heater boasts Durable Construction for Lasting Use. Its robust construction can withstand the demands of industrial environments, ensuring consistent performance and reliability over time.
Lastly, Achieve accurate temperature control within your processes with our product. Precise Temperature Control is enabled through its advanced control systems, allowing you to maintain desired temperature ranges crucial for applications requiring specific heat levels.
#Diesel fired thermic fluid heater#Thermic fluid heater#Diesel heater for heat transfer#Rapid heat transfer fluid heater#Efficient diesel-fired heater#Industrial thermic fluid heater#Uniform heat transfer heater#Reliable diesel fuel heater#Durable construction heater#Precise temperature control heater#Process heating solutions#Heat exchange equipment#Thermic fluid heating system#Quick heat transfer heater#Uniform heat distribution heater#Reliable diesel fuel utilization heater#Robust construction for industrial use#Accurate temperature control heater#Dependable heat source heater#Energy-efficient heating solution#Industrial-grade thermic fluid heater#Long-term reliability heater#Versatile heat transfer equipment#Industrial heating solution for manufacturing#Heater for process industries#Heat transfer equipment for textile industry#Heater for food processing#Heater for pharmaceutical industry#Heater for chemical industry#Benefits of diesel-fired thermic fluid heaters
0 notes
Text
Whirlpool W11537215 Dryer Control Electronic | HnKParts

#W11537215#Whirlpool#Dryer#ControlElectronic#HnKParts#HomeAppliance#KitchenAppliance#Manufacturer Name:WHIRLPOOL#Product Number:W11537215#OEM Part Number:W11537215#The Whirlpool W11537215 Dryer Control Electronic is an essential component in modern dryer systems#regulating and handling a variety of drying processes. This electronic control#which is compatible with Whirlpool dryers#allows for accurate temperature control#cycle length#and sensor calibration#all of which contribute to excellent drying performance.#700 Nicholas BLVD Suite 105 Elk Grove Village IL 60007#https://www.hnkparts.com/w11537215-whirlpool-cntrl-elec-core
0 notes
Text
Powering Purity: How Ejector Vacuum Systems Transform Edible Oil Refining
In this episode, we explore how ejector vacuum systems are revolutionising the edible oil industry. From enhancing product quality and shelf life to reducing energy costs and contamination risks, discover how this silent powerhouse technology is reshaping oil refining for a more efficient, sustainable future. Whether you're in the industry or just curious about the science behind your cooking oil, this is a conversation you won’t want to miss. For more information, visit: https://croll.com
#croll reynolds inc#distillation tower refinery#reynolds Chemical Processing#surface condenser vacuum system#temperature control equipment#vacuum processing equipment#industrial vacuum pump#vacuum equipment manufacturers#vacuum manufacturers usa#vacuum manufacturing companies#vacuum pump manufacturers#vacuum pump manufacturers usa#water eductor pump#industrial vacuum pump manufacturers#vacuum pump usa#temperature control companies#reynolds air and heat#reynolds industries
0 notes
Video
youtube
DIY Temperature Controller for Molding Systems | Arduino Tutorial
#youtube#DIY#Arduino Tutorial#Temperature Controller#Molding Systems#Injection Molding#Arduino Nano#Membrane Keypad#LCD#Relay Module#Max6675 Module#Thermocouple#Plastic Molding#Electronics Tutorial#Maker Community#Plastic Injection Molding#Arduino#Hot Nozzle#Molding Process#MAX6675#LCD Display
1 note
·
View note
Text
Showers with Katsuki are almost always domestic until it’s not and it’s your fault.
Your blondie is actually very comfortable in his skin with you, he doesn’t mind walking around in your room naked even if it’s to grab the towel he definitely left on your bed on purpose in front of you.
You’ve seen his dick so much you could practically draw it from memory.
But the main reason you’ve seen him naked so many times is because you and him almost always take a shower together.
“C’mon.” Is all he says when he takes your hand into the misty bathroom, shower already on scalding hot just how you both love it.
It’s giggling and scrubbing until it’s your turn to scrub him.
“Turn around, boo.” You tap his shoulder, he does so, trying to relax his body, but also flexing in the process. His back was such a sight to see.
He’s gotten so much bigger since graduating and his waist just can’t get any smaller, you can’t help but your bite your lips when your eyes lock onto his body.
Especially his very cute ass you really wanna poke, but you’d probably get cussed out in German.
Almost worth it.
Instead you scrub him, humming and throwing up compliments that makes him blush everytime.
“Shut up.”
“What I’m just saying…I’m happy you’re all mine. A girl can’t appreciate her man?”
“Yeah yeah. Right here too.” He points at his other shoulder blade, you get in your tippy toes to reach and leave a kiss on his ear, your cold soft lips dragged a chill down his spine, it was practically a warning sign for what’s to be asked next of him.
And he didn’t mind it even if he acted like he did.
“C’mon…” His voice has no bark in it, almost as if he’s being sarcastic, “We have to be up in the morning, N/N.”
“I know i just…” You puncture every other word with a kiss, your slippery soapy hands exploring his abs from the front, “Wanna make you feel good.”
Your words dripping with lust like honey, your hands do most of the speaking when you take hold of his soft shaft and stroke up to under his tip to down to cup his balls. You knew he was sensitive there, you giggle a kiss on his back again when he grunts.
“You’re a piece of shit.”
“Uh huh.” Brushing his comment off, you already knew you had him, so you pick up the pace, one hand on his dick the other massaging his balls made him lean in the cold tile shower wall with one arm, “Baby—ugh— Y/N!”
Bakugo hates calling you anything other than your name or nickname, but it sometimes slips off the tongue when he’s completely getting lost in your touch, “Ganna—-fucking cum dammit—!”
“Then…” Letting go of him you firmly turn him around to have his back on the wall and he looks down at your figure on your knees, “Do it in my mouth.”
Words could not describe how much he wanted to fuck you silly right now. For you to turn him on this much when he just wanted to take a simple shower and then cuddle in bed with you and talk about your day because he missed you, you just had to turn it into something else.
And he still loved you for it.
You take it slow, holding your breath to slide all 7.5 inches down your mouth, he wasn’t also long, but girthy too. He knew this which is why he didn’t always let you suck his dick, your pretty little mouth shouldn’t be sore because of him…even if it was hot to see your eyes prickle with tears to take him all in.
“Shit.” He threw his hand on his face, the temperature of the water suddenly got hotter and steamier, his hair was down, but reverting back to its natural wavy state feeling how warm and tight your mouth was around him, it was ALMOST as good as fucking you.
Almost.
You felt yourself get more aroused hearing your blondie surprise his moans and whimpers terribly, he hated hearing himself, but you couldn’t get enough, he felt a knot forming in his tummy. Throwing his hand on your scalp he bucks his hips with caution back at you and you let him have at you and take full control.
When he notices you were giving him full access to use you he still never did. He never enjoyed the thought of just using you like a fuck toy even if his body was showing something completely different, he thrusted quickly inside your throat until he held you still, groaning and moaning your name while your hands clawed his thighs, “Fuck!—-“
Bakugo lets go to catch his breath and help you up to kiss you, it was hungry and sloppy, you didn’t even completely finish swallowing all of his semen when he swallowed some of it himself while sucking on your tongue, he didn’t fucking care he just needed to show his appreciation.
And he did when he lifted your legs around his waist, you always seem to be so shocked when your man can pick you up with ease, no matter your weight, and he didn’t mind proving his strength from how he fucked you with hot steamy water hitting your chest and in the bed.
You love showering with Bakugo <3
#mha#bakugo katuski#bakugou katsuki#bnha bakugo katsuki#bnha bakugou#katsuki bakugo mha#mha bakugou#bakugo x black reader#bakugou x reader#bakugou x y/n#bakugou x you#katsuki bakugo x reader#bakugo#bakugo x black female#bakugo x reader#bakugo x y/n#bakugo x you#bakugo headcanons#mha x black female reader#bakugo smut
2K notes
·
View notes
Text
PID Controllers in the Age of AI Unleashing the Power of PID Control with Artificial Intelligence
PID controllers have long been the cornerstone of engineering control, effectively regulating a vast array of systems, from simple motors to intricate industrial processes. Their widespread adoption is a testament to their remarkable effectiveness and versatility. However, as technology advances and systems become increasingly complex, even PID controllers face certain challenges. This is where artificial intelligence (AI) steps in, offering a transformative approach to enhance PID control and unlock new possibilities.
PID Control: A Foundation for Engineering Excellence
PID controllers, operate by continuously monitoring the difference between the desired and actual output of a system. They then employ three control parameters – proportional, integral, and derivative – to adjust the system's input accordingly. This feedback loop ensures that the output closely matches the desired value, maintaining system stability and achieving optimal performance. PID controllers have found widespread application in a vast array of engineering systems, including:
Industrial process control: PID controllers are commonly used to regulate temperature, pressure, flow, and other critical parameters in industrial processes, ensuring consistent product quality and maximizing efficiency.
Robotics: PID controllers play a crucial role in robotics, controlling the movement of motors, actuators, and servo mechanisms with precision and accuracy, enabling robots to perform complex tasks and interact with their environment.
Automotive systems: PID controllers are employed in various automotive systems, such as engine control, transmission control, and suspension control, optimizing performance, fuel efficiency, and safety.
AI's Role in PID Control Enhancement
AI, with its ability to learn from data and adapt to changing conditions, presents a unique opportunity to augment PID control, overcoming its inherent limitations and propelling it to new heights of efficiency and precision. A diverse range of AI algorithms can be employed to enhance PID control, each offering unique advantages and capabilities.
Reinforcement learning algorithms, for instance, can learn optimal PID parameters through trial-and-error interactions with the system, continuously improving performance.
Neural networks, on the other hand, excel at pattern recognition and can extract complex relationships from system data, enabling them to predict disturbances and proactively adjust PID parameters.
Fuzzy logic algorithms, inspired by human reasoning, can handle imprecise and uncertain information, making them suitable for controlling systems with non-linear dynamics or incomplete data.
Additionally, genetic algorithms can optimize PID parameters by mimicking natural selection processes, effectively navigating complex parameter spaces. The choice of AI algorithm depends on the specific characteristics of the system being controlled and the desired performance objectives.
AI algorithms enhance PID controllers, including:
Real-Time Adaptation: Traditional PID controllers struggle to adapt to dynamically changing environments. AI algorithms, however, can continuously analyze sensor data and adjust PID parameters in real-time, ensuring optimal performance even under unpredictable conditions.
Complex System Optimization: With the increasing complexity of modern systems, manual tuning of PID parameters can become a daunting task. AI algorithms can tackle this challenge by analyzing system behavior and automatically identifying the optimal PID parameters, maximizing system efficiency and stability.
Predictive Disturbance Compensation: Disturbances, both internal and external, can significantly impact system performance. AI algorithms can predict the effects of these disturbances and provide feedforward control, proactively adjusting the PID controller's response to minimize their impact.
By combining PID control's inherent strengths with AI's adaptability and learning capabilities, we can create a powerful control paradigm that surpasses the limitations of either technique alone. AI algorithms can complement PID control by providing real-time adaptation, optimizing parameters for complex systems, and mitigating the impact of disturbances. This synergistic approach opens up a world of possibilities for improving system performance, efficiency, and reliability.
AI-Enhanced PID Control: A Revolution in Engineering
The integration of AI into PID control has the potential to revolutionize a wide range of industries and applications. In industrial process control, AI-enhanced PID controllers can optimize production processes, reduce energy consumption, and improve product quality. In robotics, AI can enhance the precision and responsiveness of robots, enabling them to perform complex tasks with greater accuracy and efficiency. In automotive systems, AI-enhanced PID control can improve fuel efficiency, reduce emissions, and enhance vehicle performance and safety.
Conclusion
PID controllers have been instrumental in shaping the modern engineering landscape, but their capabilities are now being further amplified by the transformative power of AI. By combining these two powerful techniques, we can unlock new levels of performance, efficiency, and adaptability in a wide range of systems, paving the way for a future where engineering control reaches even greater heights. As AI continues to evolve, we can anticipate even more innovative applications of AI-enhanced PID control, shaping the future of engineering and driving technological progress.
Elevate your Control Systems with Theta Controls in Pune! Explore our Industrial Control System solutions, Process Control Instruments, Controller Control System, Programmable Temperature Controllers, Process Indicators, Paperless Recorders, and more. Upgrade your systems today for unparalleled efficiency and accuracy. Contact Theta Controls now!
#Programmable Temperature Controller in Pune#Thyristor Power Controller in Pune#Process Control Instruments in Pune#Process Indicator Controller in Pune#Temperature Control Systems And Accessories In Pune#Paperless Chart Recorder manufacturer in India
0 notes
Text
Temperature- control units
Temperature control units are vital in industrial processes requiring precise temperature management. These units, also known as thermo regulators or chillers, maintain optimal operating conditions for machinery and materials.

They circulate temperature-controlled fluids, such as water or oil, through equipment to prevent overheating or maintain specific temperatures for processes like injection molding or chemical reactions. This ensures product quality, reduces energy consumption, and enhances production efficiency. From pharmaceuticals to plastics manufacturing, temperature control units play a crucial role in achieving consistent and reliable results, safeguarding equipment, and meeting stringent quality standards in diverse industrial applications.
Head Office
Building C-38 & 39, Sector-2, Noida, Uttar Pradesh 201301
+91-9971396904
www.reynoldindia.com
#temperature control system#Temperature- control units#temperature control module#Temperature Controllers#Products - Temperature control units#injection molding process
0 notes
Text
Top Benefits of Investing in High-Quality Supermarket and Kitchen Equipment | Global Automation Ltd
Discover the advantages of investing in premium supermarket and kitchen equipment from Global Automation Ltd. Enhance operational efficiency, ensure durability, and improve customer satisfaction with our top-tier products designed for long-term success in the food industry.
#Global Automation Ltd#Premium Kitchen Equipment#Supermarket Equipment Supplier#Commercial Kitchen Appliances#Warehouse Storage Solutions#Durable Food Industry Equipment#Supermarket Equipment in Bangladesh#Retail Store Equipment#Supermarket Shelving and Racks#Commercial Refrigeration Units#Supermarket Checkout Counters#Cold Storage Solutions#Industrial Refrigeration#Cold Storage Bangladesh#Temperature Control Systems#Cold Chain Logistics#Industrial Storage Systems#Warehouse Automation#Storage Racks Bangladesh#Warehouse Management#Food Processing Equipment#Industrial Food Machinery#Food Processing Solutions#Food Production Equipment#Processing Machinery Bangladesh#Meat Processing Equipment#Industrial Meat Machinery#Meat Processing Solutions#Meat Production Equipment#Slaughterhouse Solutions
0 notes
Text
"Empowering effectiveness with Perennial Turbo Engine,Rubber processing oil manufacturers in Ahmedabad the special liquid used in the cooling systems of machinery,automobiles and industrial types of applications to control equipment temperature and control overheating Industrial Oil Industrial oil plays a pivotal role in the smooth and efficient operation of machinery and equipment across diverse industrial sectors. expectations and maintain your engine’s Effectiveness, and at peak performance.""Read More --"/:https://perennialturbo.com/services/rubber-processing-oil-manufacturers-in-ahmedabad///
#“”“Empowering effectiveness with Perennial Turbo Engine#Rubber processing oil manufacturers in Ahmedabad the special liquid used#automobiles and industrial types of applications to control#equipment temperature and control overheating Industrial Oil Industrial oil plays a pivotal#role in the smooth and efficient operation of machinery and equipment across diverse industrial sectors.#expectations and maintain your engine’s Effectiveness#and at peak performance.“”“”Read More --“”/:https://perennialturbo.com/services/rubber-processing-oil-manufacturers-in-ahmedabad///“#Rubber processing oil manufacturers in Ahmedabad
0 notes