#Thermal Processing
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
After the announcement of the deal with Yahoo!, there were 170K signatures of unhappy Tumblr users petitioning to prevent the sale in 2013.
Text
Chef WK, lead charcuterie specialist in Alberta Canada
Table of contents
1. Control Program Requirements for Fermented Meat Products
2. Facility and Equipment Requirements
3. Starter Culture
4. Chemical Acidification
5. Water Activity Critical Limits
6. Time and Temperature for Fermented Products
7. Fermentation Done at a Constant Temperature
8. Examples of Degree-hours at constant room temperatures
9. Fermentation Done at Different Temperatures
10. Fermentation done at Different temperatures
11. What happens if fermentation fails to hit critical limit?
12. E. coli and Salmonella Control in Fermented Sausages
13. Options for E. coli validation
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
Control Program Requirements for Fermented Meat Products
The producer must have a program in place to assess the incoming product. This program should outline specifications for the incoming ingredients. This may include criteria including receiving temperature, farm/ supplier, lot code or packed on date, species/cut etc.
2. Facility and Equipment Requirements
Equipment used in the fermentation process must be included in the operator's prerequisite control programs. These must include the following elements:
Temperature in the fermentation, drying and smoking chambers must be uniform and controlled to prevent any fluctuation that could impact on the safety of the final product.
Fermentation, drying and smoking chambers must be equipped with a shatter resistant indicating thermometer, (or equivalent), with graduations of 1°C or less. If mercury thermometers are used, their mercury columns must be free from separations. All thermometers must be located such that they can be easily read.
Fermentation and smoking chambers must be equipped with a recording thermometer for determining degree-hours calculations in a reliable manner. Recording thermometers are also preferable in drying and aging rooms but, in these rooms, it may be sufficient to read and record the temperatures 2 times a day.
Drying and aging rooms must be equipped with humidity recorders in order to prevent uncontrolled fluctuations of the relative humidity. The only alternative to an automatic humidity recorder in these rooms would be for the company to manually monitor and record ambient humidity twice a day (morning and afternoon) every day with a properly calibrated portable humidity recorder.
For routine monitoring, accurate measurement electronic pH meters (± 0.05 units) should be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument as well as recommended sample preparation and testing be followed.
When the aw of a product is a critical limit set out in the HACCP plan for a meat product, accurate measurement devices must be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument be followed.
3. Starter Culture
The operator must use a CFIA approved starter culture. This includes Freeze-dried commercially available culture as well as back-slopping (use of previously successful fermented meat used to inoculate a new batch). When performing back-slopping, the operator must have a control program in place to prevent the transmission of pathogens from when using the inoculum from a previous batch to initiate the fermentation process of a new batch. These must include:
The storage temperature must be maintained at 4°C or less and a pH of 5.3 or less.
Samples for microbiological analysis must be taken to ensure that the process is in line with the specifications.
The frequency of sampling is to be adjusted according to compliance to specifications.
Any batch of inoculum which has a pH greater than 5.3 must be analysed to detect at least Staphylococcus aureus. Only upon satisfactory results will this inoculum be permitted for use in back slopping.
This can be an expensive and a time exhaustive process and is generally avoided due to food safety concerns. AHS does not allow back-slopping.
[Chef WK was in communication with the U of A to get his method, a starter mix, studied.]
4. Chemical Acidification
If product is chemically acidified by addition of citric acid, glucono-delta-lactone or another chemical agent approved for this purpose, controls must be in place and records kept to ensure that a pH of 5.3 or lower is achieved by the end of the fermentation process. These acids are encapsulated in different coatings that melt at specific temperatures, which then release the powdered acids into the meat batter and directly chemically acidulate the protein.
Summer sausage is a very common chemically acidified product. The flavor profile tends to be monotone and lacking depth.
5. Water Activity Critical Limits
The aw may be reduced by adding solutes (salt, sugar) or removing moisture.
Approximate minimum levels of aw (if considered alone) for the growth of:
molds: 0.61 to 0.96
yeasts: 0.62 to 0.90
bacteria: 0.86 to 0.97
Clostridium botulinum: 0.95 to 0.97
Clostridium perfringens: 0.95
Enterobacteriaceae: 0.94 to 0.97
Pseudomonas fluorescens: 0.97
Salmonella: 0.92 - 0.95
Staphylococcus aureus: 0.86
parasites: Trichinella spiralis will survive at an aw of 0.93 but is destroyed at an aw of 0.85 or less.
The above levels are based on the absence of other inhibitory effects such as nitrite, competitive growth, sub-optimum temperatures, etc., which may be present in meat products. In normal conditions, Staphylococcus aureus enterotoxins are not produced below aw 0.86, although in vacuum packed products this is unlikely below aw 0.89.
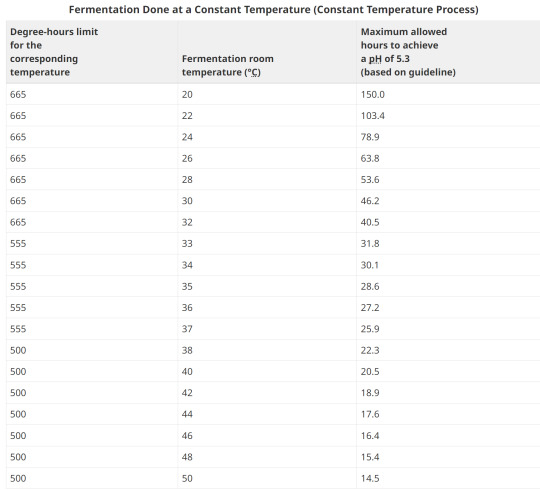
6. Time and Temperature for Fermented Products
Certain strains of the bacteria Staphylococcus aureus are capable of producing a highly heat stable toxin that causes illness in humans. Above a critical temperature of 15.6°C, Staphylococcus aureus multiplication and toxin production can take place. Once a pH of 5.3 is reached, Staphylococcus aureus multiplication and toxin production are stopped.
Degree-hours are the product of time as measured in hours at a particular temperature multiplied by the "degrees" measured in excess of 15.6°C (the critical temperature for growth of Staphylococcus aureus). Degree-hours are calculated for each temperature used in the process. The limitation of the number of degree-hours depends upon the highest temperature in the fermentation process prior to the time that a pH of 5.3 or less is attained.
The operator is encouraged to measure temperatures at the surface of the product. Where this is not possible, the operator should utilize fermentation room temperatures. The degree hour calculations are based on fermentation room temperatures. Temperature and humidity should be uniform throughout the fermentation room.
A process can be judged as acceptable provided the product consistently reaches a pH of 5.3 using:
fewer than 665 degree-hours when the highest fermentation temperature is less than 33°C;
fewer than 555 degree-hours when the highest fermentation temperature is between 33° and 37°C; and
fewer than 500 degree-hours when the highest fermentation temperature is greater than 37°C.
This means that as the temperature increases, the amount of time that you have available to reach 5.3 or under is shorter. The warmer the temperature, the sharper the log growth phase of bacteria, which equates to more overshoot in lactic acid production, faster.
8. Examples of Degree-hours at constant room temperatures
Example 1:
Fermentation room temperature is a constant 26°C. It takes 55 hours for the pH to reach 5.3.
Degrees above 15.6°C: 26°C - 15.6°C = 10.4°C Hours to reach pH of 5.3: 55 Degree-hours calculation: (10.4°C) x (55) = 572 degree-hours
The corresponding degree-hours limit (less than 33°C) is 665 degree-hours.
Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
Example 2:
Fermentation room temperature is a constant 35°C. It takes 40 hours for the pH to reach 5.3.
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 40 Degree-hours calculation: (19.4°C) x (40) = 776 degree-hours
The corresponding degree-hours limit (between 33 and 37°C) is 555 degree-hours.
Conclusion: Example 2 does not meet the guideline because its degree-hours exceed the limit
9. Fermentation Done at Different Temperatures
When the fermentation takes place at various temperatures, each temperature step in the process is analyzed for the number of degree-hours it contributes. The degree-hours limit for the entire fermentation process is based on the highest temperature reached during fermentation.
Example 1:
It takes 35 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for second 10 hours and 35°C for the final 15 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 15 Degree-hours calculation: (19.4°C) x (15) = 291 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 291 = 519
The highest temperature reached = 35°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
10. Fermentation done at Different temperatures
Example 2:
It takes 38 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for the second 10 hours and 37°C for the final 18 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 37°C - 15.6°C = 21.4°C Hours to reach pH of 5.3: 18 Degree-hours calculation: (21.4°C) x (18) = 385.2 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 385.2 = 613.2
The highest temperature reached = 37°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)
Conclusion: Example 2 does not meet the guidelines because its degree-hours exceed the limit.
11. What happens if fermentation fails to hit critical limit?
What happens if the batch takes longer than degree-hours allows? For restaurant level production, it's always safer to discard the product. The toxin that Staph. Aureus produces is heat stable and cannot be cooked to deactivate. In large facilities that produce substantial batches, the operator must notify the CFIA of each case where degree-hours limits have been exceeded. Such lots must be held and samples of product submitted for microbiological laboratory examination after the drying period has been completed. Analyses should be done for Staphylococcus aureus and its enterotoxin, and for principal pathogens, such as E. coli O157:H7, Salmonella, and Clostridium botulinum and Listeria monocytogenes.
If the bacteriological evaluation proves that there are fewer than 104 Staphylococcus aureus per gram and that no enterotoxin or other pathogens are detected, then the product may be sold provided that it is labelled as requiring refrigeration.
In the case of a Staphylococcus aureus level higher than 104 per gram with no enterotoxin present the product may be used in the production of a cooked product but only if the heating process achieves full lethality applicable to the meat product.
In the case where Staphylococcus aureus enterotoxin is detected in the product the product must be destroyed.
12. E. coli and Salmonella Control in Fermented Sausages
Business' that manufacture fermented sausages are required to control for verotoxinogenic E. coli including E. coli O157:H7 and Salmonella when they make this type of product. This includes:
establishments which use beef as an ingredient in a dry or semi-dry fermented meat sausage;
establishments which store or handle uncooked beef on site;
Establishments which do not use beef and do not obtain meat ingredients from establishments which handle beef are not currently required to use one of the five options for the control of E. coli O157:H7 in dry/semi-dry fermented sausages.
Any processed RTE product containing beef or processed in a facility that also processed beef, must be subjected to a heat treatment step to control E. coli O157:H7. Heating to an internal temperature of 71°C for 15 seconds or other treatment to achieve a 5D reduction is necessary. This is a CFIA requirement and is not negotiable.
Uncooked air dried products produced as RTE, must meet shelf stable requirements as detailed for Fermented-Dry products.
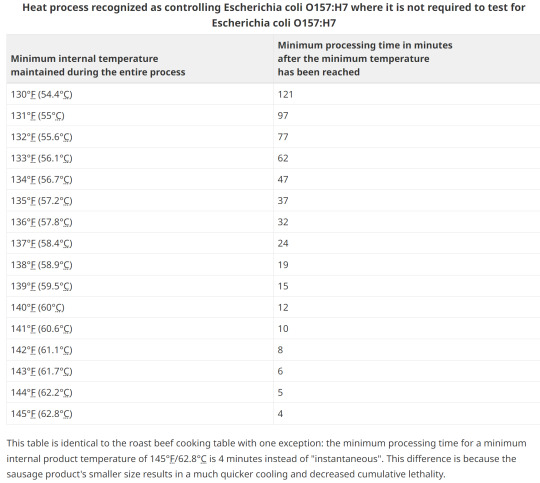
13. Options for E. coli validation
Without lab testing, the two main methods of validation are with heat treating by either low temp and a long duration, or various hotter processing temperatures for a shorter timeframe.
A challenge study to validate a process can take 1 year and over $100,000!
14. Option1; Heating
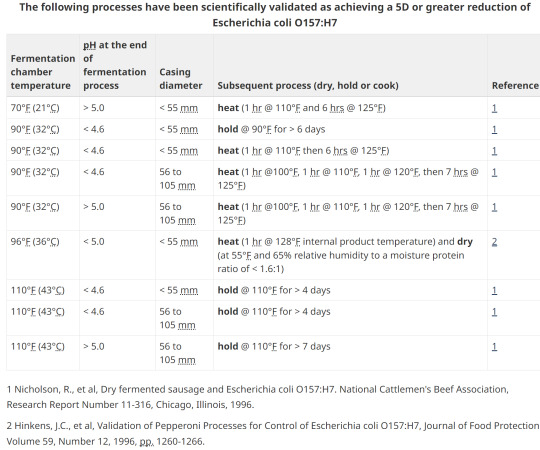
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
The aw and pH values are critical in the control of pathogens as well as to ensure shelf-stability in all semi-dry and dry fermented meat products. Each batch must be tested for aw and/or pH in order to verify that the critical limits are met.
Although aw measurement is mandatory only for shelf stable products, it is strongly recommended that the producer determine the aw values achieved for each product type they manufacture and for each product. Once this has been established, frequent regular checks should be made to ensure consistency. In the U.S., they rely on moisture to protein ratio and have set targets. This lab-tested value is a direct correlation of the % water to % meat protein and not aw. This gives more consistency to common names. For example, to legally call a product "jerky" it must have a MPR of 0.75:1 or lower. Remember your ABCs:
Always be compliant.
-AND-
Documentation or it didn't happen.
(tags)
Charcuterie,Fermented Meat,Food Safety,Starter Culture,Chemical Acidification,Water Activity,Fermentation Process,Degree-Hours Method,Foodborne Pathogens,Meat Processing Guidelines,Chef WK Alberta Canada,Food Industry Standards,pH Critical Limits,Thermal Processing,Food Preservation,Food Microbiology,Sausage Fermentation,Charcuterie Expertise,Fermented Meats ,Food Safety Standards,Food Processing Guidelines,Starter Cultures,Chemical Acidification,Water Activity (a_w),Critical Limits,Degree-Hours Method,Foodborne Pathogens,Meat Processing Equipment,Processing Facility Requirements,Hazard Analysis and Critical Control Points (HACCP),Food Preservation Techniques,Temperature Control,Pathogen Reduction,Food Industry Compliance,Documentation Practices,Heat Treatment,pH Control,Food Stability,Consistency in Production,Microbial Testing,Real-time Monitoring,Process Validation,Regulatory Requirements,Verotoxigenic E. coli,Lethality Standards,Product Labelling,Spoilage Prevention,Enterotoxin Detection,Shelf-Stable Products,Moisture to Protein Ratio (MPR)
#Charcuterie#Fermented Meat#Food Safety#Starter Culture#Chemical Acidification#Water Activity#Fermentation Process#Degree-Hours#Meat Processing Guidelines#Thermal Processing#Food Preservation#Food Microbiology#Sausage Fermentation#Starter Cultures#Critical Limits#Meat Processing#Food Preservation Techniques#Temperature Control#Pathogen Reduction#Food Industry#Heat Treatment#pH Control#Food Stability#Microbial Testing#Real-time Monitoring#Process Validation#Spoilage Prevention#Enterotoxin Detection#Shelf-Stable Products#Moisture to Protein Ratio (MPR)
3 notes
·
View notes
Text


yesterday when i was in bed falling asleep i got a call that the lab was about to literally explode. i didnt have time to get dressed, i could barely put on shoes and a coat before sprinting like a bat out of hell to the lab and open a valve to prevent the entire system from over pressurising and failing. girly pops i had so much adrenaline in my system on that drive and subsequent literal sprint into the lab i felt like i inhaled a kilo of high purity cocaine and i could hear my heartbeat for hours afterwards
#its hard to explain what actually happened in layman's terms but#the gist is i was running experiments at near 0K#and then i had to warm the system back up#and in that process the helium gas thermally expands over 1000 times#and we have two chambers with no safety relief valves#one of them was open but the other was not and that was the valve i had to drive over and open manually#good times i havent been that scared in a HAUGHT minute
109 notes
·
View notes
Text

A novel thermal insulation material for ultra-high temperature applications: Hierarchical porous high-entropy ceramics
Thermal insulation material is a critical part of the thermal protection system (TPS) of hypersonic vehicles. Recently, high-entropy ceramics have attracted great attention in thermal insulation for their low thermal conductivity due to the scattering of phonons by multi-components and distorted lattices. Among the various options available, porous high-entropy carbide (PHEC) ceramics have emerged as promising candidates for TPS due to their inherent characteristics such as high melting point, excellent high-temperature stability, low density, and superior thermal insulation properties. Generally, porous high-entropy carbide ceramics have been fabricated using various methods such as template, direct foaming, and partial sintering. To synthesize these ceramics, metal carbides or oxides are commonly used as starting materials by solid-state methods. This requires extensive milling to disperse the various components and extremely high processing temperatures to accelerate the diffusion of atoms.
Read more.
#Materials Science#Science#High temperature materials#Ceramics#Porosity#High entropy materials#Insulators#Thermal conductivity#Materials processing
10 notes
·
View notes
Text


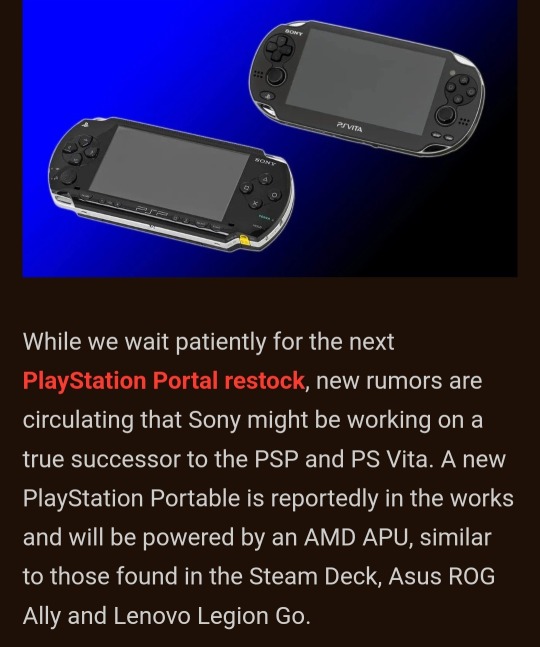
what if it was all a dream
#please. please#the power race is over. the line between console and pc is gone.#to reclaim their market consoles have to redistinguish themselves by focusing on unemulatable form factors rather than raw processing power#please let the ds and vita return#it will save games and tech in general. power isnt everything. in fact it's almost nothing.#it's only needed by heavy rendering and data handling programs. everyday programs and game design require very little#the largest and most mechanically detailed games ever made were programmed and run on frickin toasters#all the power today goes to bloated rendering engines and an ungodly mass of interpretation layers. ur mouse drivers are 100mb#please bring back system platform design instead of “box with overpriced apu and cheap thermals”
14 notes
·
View notes
Text






📠 H2n: Foreign Instructions, Faxed Memory
Test fragments from the Zoom H2n manual, run through the thermal fax machine — German and Chinese editions. Stripped of full comprehension. Translated then retranslated. Flattened. Glitched. Reduced to symbols and layout logic.
These copies will likely feature in the Process Zine H2n spread — not as instructions, but as artefacts of misunderstanding. The choice to use non-English versions reflects a larger theme behind signal // noise: → being deaf in a hearing world → lipreading without language → hearing without comprehension → captioning delayed, distorted, or gone
The machine speaks. You just don’t know how to listen.
The act of faxing itself became part of the piece: recorded via the Zoom H2n in XY mode. Plastic rollers, hums, feeding mechanisms. A sonic body of the communication glitch.
This is about non-meaning as design. Language as texture. Data as residue. The manual that doesn’t teach. The diagram that doesn’t explain. The signal that arrives, but can’t decode.
Coming soon to Mute/Unmute vinyl testbed or signal // noise zine texture layers.
— PZ
#process zine#signal // noise#mute/unmute#zoom h2n#fax machine#thermal printing#glitch art#language barrier#miscommunication#sound as material#instructional design#manual as object#deaf artist#auditory processing#nonverbal design#zine making#experimental print#media archaeology#sonic residue#signal error
0 notes
Text
Specialist- Thermal Spray and Metals Processing - Aerospace Research
Job title: Specialist- Thermal Spray and Metals Processing – Aerospace Research Company: GE Aerospace Job description: Job Description Summary GE Aerospace Research Center is an industry leader in thermal and cold spray processing… to the research and development of thermal and cold spray processing for a wide array of current and future GE Aerospace… Expected salary: $60000 – 110000 per…
0 notes
Text
We’re excited to share that Epcon Industrial Systems is featured in the April issue of Thermal Processing Magazine, highlighting our decades-long commitment to innovation in the thermal processing industry.
0 notes
Text
Efficient Thermal Design of Heat Exchanger | Synergy Pune
Synergy Pune provides expert thermal design of heat exchangers, ensuring efficient, reliable, and high-performance systems for industrial needs. Learn More:
#Thermal Design Of Heat Exchanger#Low Vacuum Distillations#Menthol Distillation#Process Integration Services In India
0 notes
Text
ABS plastic: a comprehensive analysis from raw materials to products
In the rapidly developing modern industry, the selection and application of materials are directly related to the performance, cost and sustainability of products. ABS plastic, as a thermoplastic widely used in many fields, has become the preferred material in many industries due to its unique chemical structure and superior physical properties. This article will take you to an in-depth…
#ABS plastics#acrylonitrile#automobile manufacturing#butadiene#construction field#corrosion resistance#daily life#easy processing#Electrical Insulation#electronics and electrical appliances#high strength#polymerization#styrene#thermal stability#toughness
0 notes
Text
Green Semi-Gloss HD CAWN 2321: High-Performance Liquid Photoimageable Solder Resist
Discover Green Semi-Gloss HD CAWN 2321, a thermal hardening liquid solder resist designed for superior PCB protection. RoHS and WEEE compliant, UL listed, and REACH-certified, it meets IPC standards and is trusted in industries including automotive and aerospace. Explore its advanced capabilities today.
#Green semi-gloss solder resist#liquid photoimageable solder resist#CAWN 2321#thermal hardening solder mask#IPC standards solder resist#advanced PCB protection#solder resist for automotive#aerospace solder resist solutions#Aqueous Potassium Carbonate processing#Aqueous Sodium Carbonate processing#solvent-processable solder resist#PCB solder mask solutions#A-Gas Electronic Materials
0 notes
Text
The Role of Glass Transition Temperature in Epoxy Molding Compounds

The Glass Transition Temperature (Tg) plays a pivotal role in determining the performance and durability of epoxy molding compounds. Tg refers to the temperature at which the polymer transitions from a rigid, glassy state to a more flexible, rubbery one. Understanding the impact of Tg on epoxy resin is crucial, particularly in high-temperature epoxy applications, as it directly influences the material's mechanical properties, thermal stability, and overall performance.
Epoxy Glass Transition Temperature and Its Significance
The Glass Transition Temperature in Epoxy is a defining factor in the epoxy resin molding process. As epoxy resins cure, their epoxy curing temperature influences how the resin bonds and behaves at different thermal conditions. If the Tg in epoxy resins is too low, the material may lose structural integrity when exposed to elevated temperatures. Conversely, a higher Tg results in improved thermal stability and makes the resin more resistant to heat and mechanical stress.
For industries relying on epoxy molding compounds, such as electronics and automotive, selecting the right epoxy resin performance can greatly affect product longevity and reliability. Understanding epoxy mold material properties and how they correlate with the Cure-Temperature-Glass-Transition can optimize the manufacturing process, ensuring that the final product meets the necessary performance criteria.
Optimizing Epoxy Tg for Better Results
In many applications, especially those involving high-performance environments, Epoxy Tg optimization is essential. Manufacturers can manipulate thermal properties of epoxy molding compounds to achieve the desired Tg, balancing flexibility and strength. The Impact of Tg on epoxy is especially evident in epoxy resin molding techniques, where fine-tuning the epoxy resin thermal stability allows for better control over product quality. The Tg and mechanical properties of epoxy are key to ensuring that the final molded parts exhibit durability and strength under varying conditions.
As an adhesive manufacturer in India, Kohesi Bond understands the critical importance of optimizing epoxy resin manufacturing process to deliver high-quality products. By mastering the control of epoxy bonding adhesive and its thermal properties, Kohesi Bond ensures superior performance across a wide range of applications.
For more information, visit Kohesi Bond's website!
#Epoxy Glass Transition Temperature#Glass Transition Temperature in Epoxy#Epoxy Molding Compounds#Epoxy Resin Performance#Epoxy Bonding Adhesive#Thermal Properties of Epoxy Molding Compounds#Epoxy Resin Thermal Stability#Epoxy Tg Optimization#Epoxy Resin Molding Techniques#Cure-Temperature-Glass-Transition#High-Temperature Epoxy Applications#Epoxy Tg and Mechanical Properties#Epoxy Resin Manufacturing Process#Impact of Tg on Epoxy#Epoxy Mold Material Properties#Adhesive Manufacturer in India#Epoxy Curing Temperature#Understanding Tg in Polymer Compounds#High-Performance Epoxy Applications#Epoxy Bonding Adhesive in India#Epoxy Resin Manufacturing
1 note
·
View note
Text
Durable Flexible Pipe Joints Available Now
When it comes to maintaining the integrity of your piping systems, durable flexible pipe joints are essential. At Udhhyog, we provide a wide selection of high-quality flexible pipe joints designed to meet the needs of various industrial applications.
What Are Flexible Pipe Joints?
Flexible pipe joints are specialized connectors that allow for movement and flexibility in piping systems. They help accommodate thermal expansion, reduce stress, and absorb vibrations, making them crucial for efficient operations.
Why Choose Udhhyog for Durable Flexible Pipe Joints?
High-Quality Materials: Our flexible pipe joints are manufactured using robust materials that ensure long-lasting performance even in demanding conditions.
Versatile Applications: These joints are perfect for use in a variety of settings, including plumbing, HVAC systems, and industrial processes.
Expert Assistance: Our knowledgeable team is ready to assist you in selecting the right flexible pipe joints tailored to your specific needs.
Competitive Pricing: At Udhhyog, we offer durable flexible pipe joints at prices that fit your budget without compromising on quality.
Features of Our Flexible Pipe Joints
Excellent Flexibility: Designed to handle movement and thermal expansion, our pipe joints help prevent stress on pipelines.
Vibration Dampening: These joints effectively reduce vibrations, contributing to smoother operation of your systems.
Simple Installation: Engineered for ease of installation, our flexible pipe joints help minimize downtime during setup.
How to Order Durable Flexible Pipe Joints from Udhhyog
Browse Our Selection: Visit our Pipe Fittings category to explore a wide range of flexible pipe joints.
Select Your Preferred Product: Choose the durable flexible pipe joints that best fit your project requirements.
Order Online: Enjoy the convenience of our straightforward online ordering process for fast shipping and delivery.
Ensure your piping systems are equipped with the best flexible pipe joints available. Trust Udhhyog for quality products that enhance the performance and longevity of your operations.
#Durable Flexible Pipe Joints Available Now#Meta Search Description:#Explore durable flexible pipe joints at Udhhyog for reliable connections in your systems. Shop now for the best quality!#When it comes to maintaining the integrity of your piping systems#durable flexible pipe joints are essential. At Udhhyog#we provide a wide selection of high-quality flexible pipe joints designed to meet the needs of various industrial applications.#What Are Flexible Pipe Joints?#Flexible pipe joints are specialized connectors that allow for movement and flexibility in piping systems. They help accommodate thermal ex#reduce stress#and absorb vibrations#making them crucial for efficient operations.#Why Choose Udhhyog for Durable Flexible Pipe Joints?#High-Quality Materials: Our flexible pipe joints are manufactured using robust materials that ensure long-lasting performance even in deman#Versatile Applications: These joints are perfect for use in a variety of settings#including plumbing#HVAC systems#and industrial processes.#Expert Assistance: Our knowledgeable team is ready to assist you in selecting the right flexible pipe joints tailored to your specific need#Competitive Pricing: At Udhhyog#we offer durable flexible pipe joints at prices that fit your budget without compromising on quality.#Features of Our Flexible Pipe Joints#Excellent Flexibility: Designed to handle movement and thermal expansion#our pipe joints help prevent stress on pipelines.#Vibration Dampening: These joints effectively reduce vibrations#contributing to smoother operation of your systems.#FlexiblePipeJoints#DurableSolutions#Udhhyog#PipingSystems#IndustrialApplications
1 note
·
View note
Text
Label fast, mail smart and look sharp with DYMO LW Labels
0 notes
Text
pressure vessel design in hyderabad
https://3d-labs.com/pressure-vessel-design-services/ 3d-labs provide exceptional pressure vessel design in an accurate and timely manner. We provide an array of design calculations and detailing services of various types of pressure vessels, shell and tube heat exchanger, storage tanks, process tanks and mixing tanks used in various industries such as oil & gas, food and general industries. Our Design and Drafting Services:-
Pressure Vessel Process design
pressure vessel Thermal design
Heat exchanger design and detailing
Pressure vessel design and detailing
Separator and Deaerator design
Air cooled heat exchangers
Shell and tube heat exchangers
‘U’ tube heat exchanger
Plate heat exchangers
Storage tanks
Oil coolers and other type of heat exchanger
Mechanical Calculations for all equipments
All type of mechanical parts detailing services

https://3d-labs.com/
0 notes
Text
Gas Fired Thermic Fluid Heater
Introducing Avon Engineering state-of-the-art Gas Fired Thermic Fluid Heater – an embodiment of innovation in industrial heating solutions. This advanced heater redefines heat transfer, offering a seamless fusion of speed, efficiency, durability, and precise temperature control for a wide range of industrial applications.

Key Features:
Experience the efficiency of quick and uniform heat transfer using thermic fluid with Avon Engineering Gas Fired Thermic Fluid Heater. Furthermore, it adeptly converts gas into heat, ensuring rapid and reliable heat exchange for various operational needs. In addition, embrace the efficiency of gas as an energy source. Our heater taps into this reliable fuel type, providing a continuous and dependable heat source for diverse applications. Moreover, designed with longevity in mind, our heater features robust construction that can withstand the demands of industrial environments. Its sturdy build guarantees consistent performance and reliability over time. Additionally, achieve accurate temperature control within your processes with our Product. Its advanced control systems enable you to maintain the desired temperature ranges, crucial for applications requiring specific heat levels. @avonengineering Follow For All Updates
Experience Cutting-Edge Heat Transfer: Our Product introduces a new realm of industrial heating. Whether for manufacturing, chemical processing, or other sectors, this advanced heater delivers reliable, efficient, and precise heat transfer, optimizing your processes. It integrates technology, efficiency, durability, and precision, offering a forward-focused solution that aligns with your energy and operational goals. Elevate your heat transfer processes and invest in a product that ensures exceptional performance. Embrace a new era of heat exchange with our state-of-the-art Gas Fired Thermic Fluid Heater.
#Gas Fired Thermic Fluid Heater#Thermic Fluid Heater#Gas Heater#Industrial Heat Transfer Equipment#Fluid Heating System#High Efficiency Heating Solutions#Rapid Heat Exchange#Industrial Fluid Heating Technology#Gas Powered Heating System#Industrial Process Heating#Thermic Fluid Heating Equipment#Reliable Heat Transfer Solutions#Energy Efficient Fluid Heater#Thermal Fluid Heating System#Industrial Heat Generation Technology
0 notes
Text
"A German bio-tech company has developed a naturally-occurring enzyme discovered in a cemetery into a near-market ready solution for recycling plastic without any loss of quality.
In 2022, GNN reported on a paper published by Leipzig-based scientists who first identified the enzyme. At the time, the enzyme was subject to a small side-by-side test, and caused the polyethylene terephthalate (PET) plastic to decompose by a whopping 90%.

Pictured: Before and After: A container of PET after 24 hours of contact with the enzyme leaves only dye
Fast forward to the spring of 2025 and those same scientists have perfected the capabilities of that enzyme, called PHL7, and have founded ESTER Biotech to bring those capabilities to market.
Their initial plan to be finished next year is a bathtub-sized pilot project reactor. If successful, their 2030 plan will be four 350 cubic-meter reactors capable of processing 45,000 metric tons of PET plastic every year.
PHL7 and ESTER Biotech boast several advantages over chemical and thermal recycling methods. For starters, once the polymers of PET are broken by the enzyme into monomers, or single component parts, they have suffered no degradation of their material characteristics unlike some recycled plastic which is weaker or less stable.
Additionally, PHL7 is exceptionally stable from 32 to 203 degrees Fahrenheit (0-95°C), and per kilogram of plastic, a dose of only 0.02% to 0.06% of the enzyme is required—substantially less than existing alternatives. Their new version of the enzyme also recycles the plastic several hours faster.
“Our technology makes it possible to bring material flows that are currently burned back to the beginning of the cycle at the molecular level,” says Christian Sonnendecker, lead author on the paper of the enzyme’s discovery, and co-founder of ESTER Biotech at the University of Leipzig. “And with high energy efficiency and scalability.”
“We are only at the beginning. But we are convinced that when science, entrepreneurial spirit and social responsibility come together, a cemetery enzyme can become a beacon of hope for a better future.”
RECYCLING BREAKTHROUGHS:
Scientists in Japan Develop Non-Toxic Plastic That Dissolves in Seawater Within Hours
Cornell Researchers Create First-of-its-Kind Durable and Recyclable Plastic
New Process ‘Vaporizes’ Plastic Bags and Bottles to Help Make Recycled Materials
Revolutionary New ‘Living Plastic’ That Could Slash Damage to the Environment Developed by California Researchers
ESTER Biotech’s enzyme is able to separate certain multilayer composites which are normally thought of as unrecyclable. In addition to the infrastructure of the pilot project, ESTER is currently working with two medium-sized partners to build a cost-efficient supply chain with an aim to reduce the enzyme price to between 100 and 200 euros per kilogram.
Though no currently-commercialized recycling method can compete with the cost of virgin plastic, a price between 100 and 200 euros will put it in line with existing competitors.
Fortunately for anyone in the space, the EU is not afraid to use heavy-handed regulation to guarantee plastic recycling rates. By 2040, under existing EU legislation, 65% of plastic production will be mandated to come from recycled sources. ESTER believes that with its potential to offer a higher quality “recyclate,” the incentive to pursue and expand enzymatic methods will increase."
-via Good News Network, June 13, 2025
#recycling#plastic#plastic pollution#environmental science#enzyme#waste#waste management#plastic recycling#germany#eu#europe#good news#hope
2K notes
·
View notes